Область техники
Данное изобретение относится к категории процессов трансферного формования (RTM), в частности к процессам пропитки жидким связующим с помощью вакуума (VaRTM). Изобретение может быть широко использовано в современных областях машиностроения, в частности в авиастроении, в процессах формования крупногабаритных панелей обводообразующих агрегатов из полимерных композиционных материалов (ПКМ).
Уровень техники
Широко известен способ изготовления деталей при помощи вакуумной пропитки и формования под одинарным пакетом, например представленный в презентационном материале фирмы FLEX MOLDING PROCESS «Принципы инфузии». При изготовлении деталей при помощи процессов жидкой пропитки с помощью вакуума (VaRTM) в целях равномерного распределения связующего используется сетка, укладываемая поверх преформы. Она способствует быстрому прохождению потока связующего, снижает возможность попадания воздуха при пропитке. По мере заполнения проводящей сетки связующим, давление обжатия преформы падает. После пропитки всей поверхности детали связующее между вакуумным пакетом и проводящей сеткой частично «уходит» в преформу, а частично откачивается через приемную вакуумную магистраль. Это и создает усилие прижима преформы к технологической оснастке. После образования «вакуумной прослойки» между пакетом и проводящей сеткой жидкое связующее начинает откачиваться и из преформы.
Основные недостатки данного способа: неравномерное распределение связующего по толщине детали и «откачка» связующего из уже пропитанной преформы до начала процесса гелеобразования связующего. Это является причиной неравномерного распределения связующего по толщине детали и накладывает ограничения на время гелеобразование связующего: процесс нарастания вязкости связующего и его гелеобразования должен проходить сразу же по окончании процесса пропитки. Данный способ широко используется для пропитки деталей связующим «холодного» отверждения с малым временем гелеобразования после смешивания компонентов. Использование такого способа для пропитки деталей связующим «горячего» отверждения неприменим из-за особенностей его реологии: после пропитки температуру увеличивают и вязкость перед гелеобразованием сначала уменьшается, а связующее «откачивается» из пропитанной преформы, деталь получается с высоким содержанием пор.
Для равномерного распределения связующего по поверхности и толщине детали и минимизации пористости в структуре материала после формования применяют двойной вакуумный пакет. Преформа прижимается к технологической оснастке внутренним и внешним вакуумными пакетами, между которыми находится дренажный слой, в процессе пропитки связующее подается под внутренний вакуумный пакет, а внешний вакуумный пакет обеспечивает постоянное усилие прижима преформы к технологической оснастке в процессе пропитки и при последующем вакуумном формовании. Магистрали подачи и приема связующего под внутренним вакуумным пакетом после пропитки перекрываются.
Известен способ по международной заявке WO 2005113213, опубликованной 01.12.2005 «Двухпакетный вакуумный процесс для матричных смол композитного производства» класс B29C 35/00, с использованием двойного вакуумного пакета для создания разных уровней вакуума. На начальной стадии формования меньший уровень вакуума создан под внутренним вакуумным пакетом для предотвращения чрезмерного удаления связующего из пропитанного армирующего материала (в данном патенте - препрега), с последующим увеличением уровня вакуума после гелеобразования связующего. Недостаток данного способа заключается в преднамеренном уменьшении уровня вакуума под внутренним пакетом на начальной стадии отверждения с целью реализации достаточного объемного содержания связующего, что способствует неполному удалению воздуха из пропитанной жидким связующим преформы. Последующее увеличение уровня вакуума после гелеобразования хотя и создаст достаточный уровень прижима преформы, но не обеспечит полное удаление пор из материала детали.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому эффекту является способ по патенту США №7413694 от 07 декабря 1999 года «Процесс пропитки смолой с помощью двойного вакуумного мешка», классы B29C 45/02, B29C 63/16, B27N 3/12, В32 В 27/04, В32 В17/04. Данный способ включает укладку преформы на технологической оснастке; - герметичную упаковку преформы во внутренний вакуумный пакет, установку магистралей подачи и приема связующего создание вакуума под внутренним вакуумным пакетом; герметичное крепление внешнего вакуумного пакета на оснастке; создание вакуума под внешним вакуумным пакетом; подачу связующего в преформу с использованием системы подачи связующего, используемой в процессе VaRTM, поддерживая вакуум под внутренним и внешним вакуумными пакетами на требуемом уровне; увеличение температуры формозадающей оснастки для отверждения связующего; охлаждение оснастки; разборку вакуумных пакетов и извлечение отформованной детали.
При этом данный способ предполагает создание разных уровней вакуума под внешним и внутренним пакетами, путем создания разрежения под пакетами таким образом, чтобы давление под внешним пакетом превышало давление под внутренним пакетом. Давление под пакетами поддерживают на заданном уровне. Такой прием позволяет обеспечить равномерное распределение связующего по поверхности преформы при использовании трансверсальной пропитки преформы связующим (с проводящей сеткой) и по толщине преформы при использовании фронтальной пропитки преформы связующим (без проводящей сетки). Однако, объемное содержание связующего будет определяться максимальным обжатием преформы внешним вакуумным пакетом и соответствовать только его минимальному значению, что не позволяет реализовать разные объемное содержание связующего и толщину детали при одинаковой структуре преформы. Количество связующего, а соответственно и его объемное содержание в уже пропитанной зоне детали зависит от усилия обжатия внешним пакетом, а уровень вакуума под внутренним пакетом влияет только на скорость пропитки. Выполняя рекомендации, указанные в патенте США №7413694 и снижая уровень вакуума под внешним пакетом (для увеличение объемного содержания связующего), следует под внутренним пакетом устанавливать уровень вакуума еще ниже, что приведет к значительному снижению скорости пропитки и наличию остаточных воздушных включений в преформе из-за низкого уровня вакуума в процессе пропитки.
Кроме того в вышеописанном патенте внешняя магистраль подачи связующего и приемная вакуумная магистраль внутреннего пакета после завершения процесса пропитки перекрываются, что также увеличивает вероятность образования пор в теле детали из-за продолжения движения связующего в самой преформе за счет «остаточного вакуума» под внутренним пакетом.
После пропитки начинается процесс отверждения, реализуется постепенный переход связующего из жидкого состояния в гелеобразное, а затем в твердое, который сопровождается объемной усадкой. Увеличение внешнего давления в процессе гелеобразования и отверждения способствует уменьшению объемной усадки. Поэтому крайне важно в процессе гелеобразования и отверждения реализовывать максимально возможное обжатие детали за счет внешнего вакуумного пакета. Кроме того, процесс отверждения большинства связующих для конструкционных ПКМ происходит при повышенной температуре. Связующие «горячего» отверждения при повышенной температуре в процессе гелеобразования и отверждения имеют увеличенный объем, что приводит к температурной усадке детали после ее охлаждения. Снижение температуры гелеобразования связующего положительно сказывается на снижении температурных усадок и остаточных напряжений в готовой детали.
Сущность изобретения
Задачей настоящего изобретения является разработка технологии трансферного формования деталей из ПКМ, которая обеспечит повышение качества изделий и позволит расширить возможности способа формования деталей из ПКМ с использованием двойного вакуумного пакета.
Поставленная задача решается благодаря тому, что под внутренним пакетом устанавливают вакуум на максимальном уровне (не ниже -0.98 bar), что обеспечивает качественную пропитку за счет более равномерного распределения связующего и исключает появление пор из-за остаточных воздушных включений в преформе. Под внешним пакетом устанавливают уровень вакуума в диапазоне от -0.5 bar до -0.90 bar. В процессе пропитки температуру технологической оснастки, плавно увеличивают, обеспечивая постоянную вязкость связующего стабилизируя тем самым скорость пропитки. После завершения процесса пропитки осуществляют перекрытие приемной вакуумной магистрали внутреннего пакета, а перекрытие магистрали подачи связующего осуществляют только после прекращения движения связующего по внешней магистрали подачи, затем поднимают уровня вакуума под внешним пакетом до максимального -0.98 bar. Процесс гелеобразования связующего проводят при температуре более низкой, чем температура полного отверждения. Уровень вакуума под внешним пакетом в процессе пропитки устанавливают на требуемом уровне из условия реализации заданного объемного содержания связующего в ПКМ после формования.
Такое решение поставленной задачи позволяет получить монолитную деталь из ПКМ высокого качества, а именно: с минимальной пористостью, равномерным распределением связующего по объему детали, минимальными объемными и температурными усадками и, как следствие, минимальными остаточными напряжениями в детали после формования, а также с заданным объемным содержанием связующего.
Перечень фигур
Изобретение поясняется чертежами на которых изображены:
на фиг. 1 общая схема установки вакуумных пакетов при формовании детали способом двойного вакуумного пакета (в изометрии);
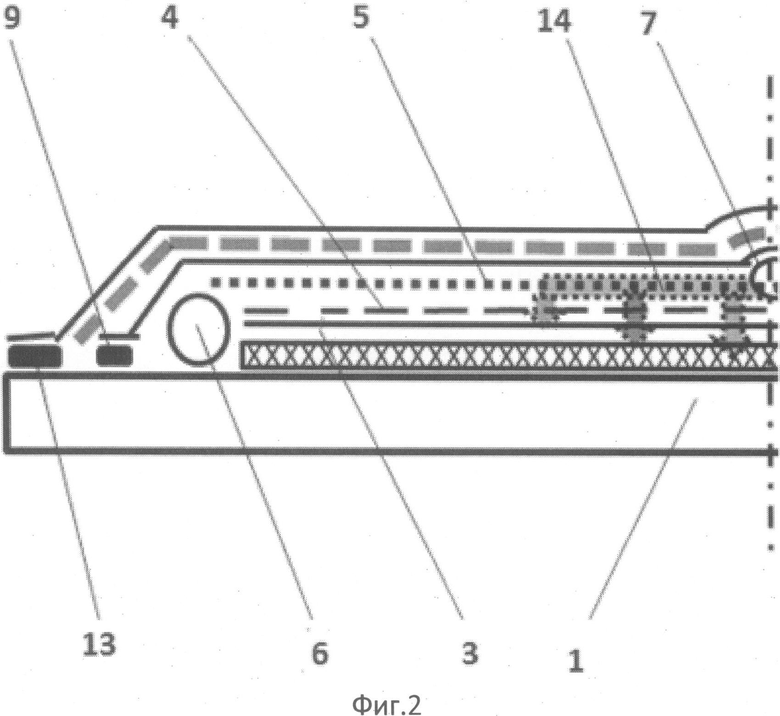
на фиг. 2 сечение А-А фиг. 1 с использованием трансверсальной пропитки преформы связующим (с использованием проводящей сетки);
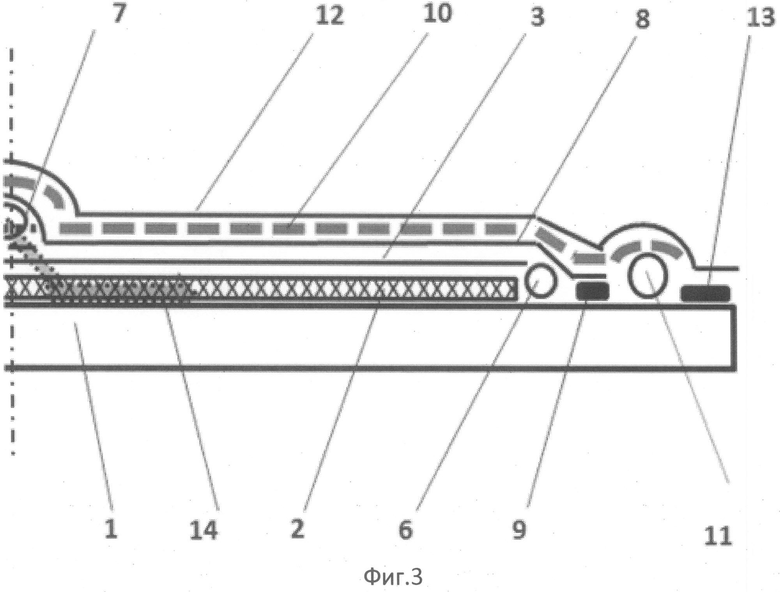
на фиг. 3 сечение А-А фиг. 1 с использованием фронтальной пропитки преформы связующим;
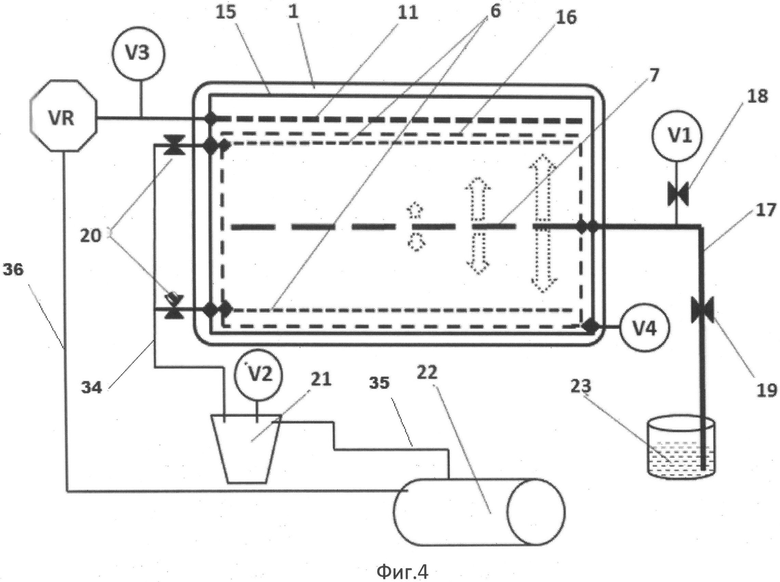
на фиг. 4 схема сборки внешних магистралей при формовании деталей способом двойного вакуумного пакета;
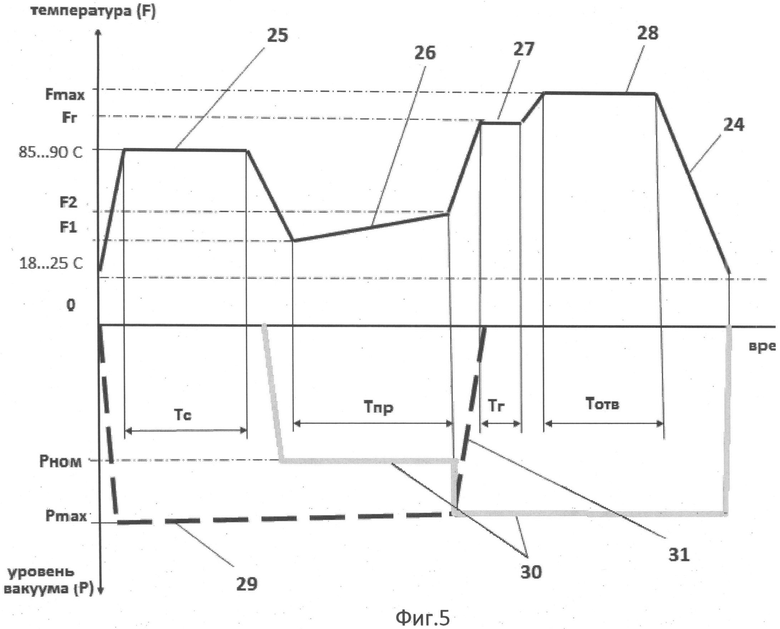
на фиг. 5 график зависимости температуры и уровня вакуума от времени процесса формования детали способом двойного вакуумного пакета, где Fmax - максимальная температура отверждения связующего; F1 - температура начала пропитки преформы связующим; F2 - температура окончания процесса пропитки преформы связующим; Fг - температура гелеобразования связующего; Рном - уровень вакуума под внешним пакетом в процессе пропитки преформы связующим; Pmax - максимально достижимый уровень вакуума в процессе формования детали на имеющимся оборудовании; Тс - время вакуумной сушки преформы; Тпр - время пропитки преформы; Тг - время гелеобразования связующего при - заданной температуре; Тотв - время полного отверждения связующего при максимальной температуре;
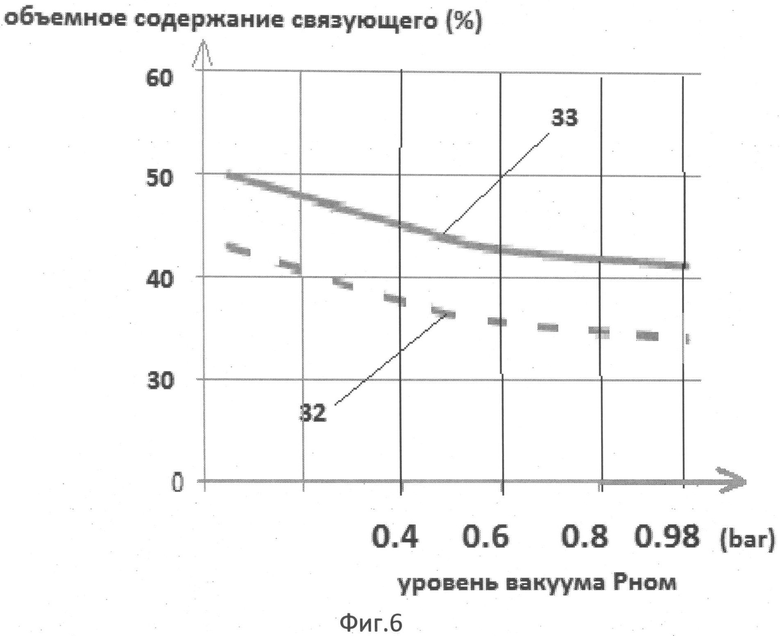
на фиг. 6 экспериментальные зависимости объемного содержания связующего в ПКМ с различными армирующими материалами от уровня вакуума под внешним пакетом в процессе пропитки при формовании детали способом двойного вакуумного пакета.
Осуществление изобретения
Способ формования деталей из ПКМ с использованием вакуумной пропитки с двойным вакуумным пакетом, включающий:
- укладку преформы 2 на технологической оснастке 1;
- герметичную упаковку преформы 2 во внутренний вакуумный пакет с установкой магистралей приема и подачи связующего;
- создание вакуума под внутреннем вакуумным пакетом;
- герметичное крепление внешнего вакуумного пакета на оснастке;
- создание вакуума под внешним вакуумным пакетом;
- пропитку преформы - подачу связующего в пакет преформы с использованием системы подачи связующего, используемой в процессе VaRTM, поддерживая вакуум под внутреннем и внешнем вакуумными пакетами на требуемом уровне;
- формование с увеличением температуры до отверждения связующего;
- охлаждение оснастки;
- демонтаж вакуумных пакетов и извлечение отформованной детали.
Способ в соответствие с изобретением осуществляют следующим образом.
На технологической оснастке (матрице) 1, задающей геометрическую форму и качество внешней поверхности детали укладывают преформу (заготовку из «сухого» армирующего материала) 2 (фиг. 1). Выкладку осуществляют, например, послойно из армирующего материала различных текстильных форм. На внутреннюю поверхность преформы 2 прикатывают слой жертвенной ткани 3, необходимой для придания требуемой текстуры (шероховатости) внутренней поверхности детали в процессе формования. Сама жертвенная ткань 3 может иметь различную текстуру в зависимости от линейной плотности нитей и типа их переплетения.
Далее, в зависимости от выбранной схемы пропитки преформы 2: - трансверсальная (пропитка с движением фронта 14 связующего по толщине детали) (фиг. 2) или фронтальная (пропитка с движением фронта 14 связующего по плоскости детали) (фиг. 3), формируют двойной вакуумный пакет. При выборе трансверсальной схемы пропитки (используется для пропитки деталей с большой толщиной) необходимо обеспечить быстрое распространение связующего по всей внутренней поверхности преформы 2, с этой целью используют проводящую сетку 5 (ткань из толстых нитей с редким плетением), которую укладывают на перфорированную пленку 4, прикатанную сверху жертвенной ткани 3 на преформе 2. Перфорированная пленка 4 необходима для обеспечения «легкого» снятия проводящей сетки 5 после изготовления детали, т.к. пропитанная проводящая сетка 5 вместе с жертвенной тканью 3 после отверждения связующего станут единой жесткой «коркой» и ее отделение от внутренней поверхности детали будет затруднительным. Перфорация выбирается из условия достаточной проницаемости пленки 4 при пропитке, при этом суммарная площадь «склейки» проводящей сетки 5 и жертвенной ткани 3 значительно уменьшается, облегчая тем самым их разделение при разборке вакуумных пакетов после формования.
При выборе фронтальной схемы пропитки (фиг. 3) (преимущественно используется для тонкостенных деталей) движение связующего осуществляется в плоскости преформы 2 от центра к периферии. Вакуумная пленка 8 внутреннего пакета устанавливается непосредственно на слой жертвенной ткани 3.
Далее осуществляют установку приемной вакуумной магистрали и магистрали подачи связующего под внутренний вакуумный пакет. Магистраль подачи связующего подразделяют на внутреннюю и внешнюю (фиг. 4).
На технологической оснастке 1 по периферии детали устанавливают приемные трубки 6 приемной вакуумной магистрали внутреннего пакета. Приемная вакуумная магистраль включает приемные трубки 6 с запорными вентилями 20, соединенные трубкой 34 с вакуумной ловушкой 21 и трубкой 35 с вакуумным насосом 23. Вакуумная ловушка 21 снабжена контрольным вакуумметром V2. На преформу 2 (обязательно с обеспечением плотного контакта с проводящей сеткой 5 устанавливают подающую трубку 7 внутренней магистрали подачи связующего, формируя тем самым внутреннюю магистраль подачи связующего. По периметру преформы 2 укладывают герметизирующий жгут 9 внутреннего вакуумного пакета и прикатывают вакуумную пленку 8 внутреннего пакета, формируя внутренний вакуумный пакет. Необходимо обеспечить полное прилегание внутреннего вакуумного пакета к внутренней поверхности преформы 2.
После формирования внутреннего вакуумного пакета к подающей трубке 7 внутренней магистрали подачи связующего присоединяют внешнюю магистраль подачи связующего (фиг. 4), состоящую из запорного вентиля 18 контрольного вакуумметра V1, запорного вентиля 19 внешней магистрали подачи связующего внутреннего вакуумного пакета и самой трубки 17 внешней магистрали подачи, соединенной с резервуаром со связующим 23. На приемные трубки 6 внутреннего пакета устанавливают запорные вентили 20 приемной магистрали и трубку 34 приемной магистрали соединяют с вакуумной ловушкой 21. Запорный вентиль 19 магистрали подачи связующего перекрывают, запорный вентиль 18 контрольного вакуумметра открывают и при помощи вакуумного насоса 22 создают вакуум под внутренним пакетом. Уровень вакуума должен быть максимальным (не менее -0.98 bar). Герметичность внутреннего вакуумного пакета контролируют по отсутствию перепада уровня вакуума на приборах V2 - контрольный вакуумметр вакуумной ловушки и V1 контрольный вакуумметр внешней магистрали подачи связующего.
Далее формируют внешний вакуумный пакет, поддерживая при этом вакуум под внутренним пакетом (фиг. 1) На вакуумную 8 пленку внутреннего пакета укладывают дренаж 10 внешнего вакуумного пакета (любой пористый материал желательно не тканой структуры) и устанавливают трубку 11 дренажа по периметру внешнего вакуумного пакета, обеспечивая плотный контакт с дренажом 10. По контуру 15 внешнего вакуумного пакета укладывают герметизирующий жгут 13 внешнего вакуумного пакета, прикатывают вакуумную пленку 12 внешнего пакета и устанавливают контрольный вакуумметр фактического уровня вакуума под внешним пакетом V4 (фиг. 4). Внешний вакуумный пакет должен полностью повторять контур 16 внутреннего вакуумного пакета и иметь избыток по площади для предотвращения образования паразитных полостей между вакуумными пакетами. Трубку 11 дренажа внешнего вакуумного пакета через регулятор уровня вакуума VR и трубку 36 соединяют с вакуумным насосом 22. На трубке 36 устанавливают контрольный вакуумметр заданного уровня вакуума V3 под внешним пакетом (фиг. 4). Под внешним пакетом создают вакуум с уровнем, задаваемым регулятором VR. Уровень вакуума под внешним пакетом в процессе пропитки устанавливают из условия реализации заданного объемного содержания связующего в ПКМ после формования, тем самым обеспечивают разное объемное содержание связующего и разную толщину детали при одинаковой структуре преформы. Необходимое объемное содержание связующего и разную толщину детали при одинаковой структуре преформы реализуют за счет разной степени обжатия преформы. Для формования деталей из углепластиков рекомендуемые уровни вакуумов: под внутренним пакетом не менее -0.98 bar, под внешним пакетом - в диапазоне -0.5…-0.9 bar. Большему уровню вакуума под внешним вакуумным пакетом соответствует меньшие объемное содержание связующего и толщина детали (фиг. 6). Герметичность внешнего вакуумного пакета контролируют по отсутствию разницы показаний вакуумметров V3 и V4. При проверке герметичности вакуумных пакетов запорные вентили 18 и 20 открыты, вентиль 19 - закрыт.
После формирования двойного вакуумного пакета приступают к процессу вакуумной сушки, пропитки и формования. Процесс следует проводить последовательно, за единое операционное время. На фиг. 5 представлены зависимости температуры в процессе формования деталей - кривая 24, уровня вакуума под внутренним пакетом - кривая 29 и уровня вакуума под внешним пакетом - кривая 30 от времени процесса формования.
На первом этапе осуществляется вакуумная сушка при температуре 85…90°С в течении времени Тс - температурная «площадка» 25 вакуумной сушки кривой 24 на фиг. 5. Уровень вакуума под внутренним пакетом следует поддерживать на максимальном уровне (-0.98 bar), контролируется по вакуумметрам V2 и V1, при этом поддерживать вакуум под внешним пакетом необязательно. Время вакуумной сушки Тс выбирают исходя из общей массы армирующего материала детали и толщины, а также от степени его исходной влажности, во всех случаях время сушки в течении 1,5 часов будет достаточным.
Перед пропиткой необходимо приготовить достаточное количество связующего и его дегазировать (удалить воздух) известными способами (вакуумирование и т.п.). В приготовленный резервуар 23 со связующим окунают трубку 17 внешней магистрали подачи связующего, перекрывают запорный вентиль 18 и открывают вентиль 19 (фиг. 4). В процессе пропитки температуру связующего следует поддерживать не ниже уровня F1 - температуры начала пропитки преформы (фиг. 5). Температуру технологической оснастки 1 и преформы 2 также доводят до уровня F1 и в процессе пропитки поднимают до уровня F2 (температура окончания процесса пропитки связующим), поддерживая постоянную динамическую вязкость связующего (этому процессу на фиг. 5 соответствует площадка 26 на кривой температуры 24). Увеличение температуры с F1 до F2 в процессе пропитки позволяет поддерживать динамическую вязкость связующего на оптимальном постоянном уровне, поскольку у связующего при постоянной температуре с течением времени вязкость увеличивается, что снижает скорость пропитки. Реологические зависимости динамической вязкости характерны для каждого конкретного связующего. Оптимальная динамическая вязкость связующего в процессе пропитки должна находиться в диапазоне 80…160 мПа·с. Уровень вакуума под внешним пакетом доводят до Рном. Величину Рном под внешним вакуумным пакетом в процессе пропитки пакета «сухого» армирующего материала устанавливают в заданном диапазоне от -0.5 bar до -0.90 bar, но не до максимального -0.98 bar, в зависимости от требуемого объемного содержания связующего, выбирая тем самым степень обжатия пакета армирующего материала после заполнения его связующим и поддерживают ее постоянной в течении всего времени пропитки. Типовая зависимость объемного содержания связующего от уровня вакуума под внешним пакетом для различных армирующих материалов представлена на фиг. 6. Зависимости 32 - зависимость объемного содержания связующего в детали от уровня вакуума под внешним пакетом при пропитке преформы детали из армирующих нитей типа УКН-2500 (лента УОЛ-300) и 33 - зависимость объемного содержания связующего в детали от уровня вакуума под внешним пакетом при пропитке преформы детали из армирующей ленты типа ЛУП-0.1А были получены авторами при опытных отработках процесса пропитки при формовании детали способом двойного вакуумного пакета. Были использованы образцы в виде плоских пластин, которые формировали из однонаправленных армирующих лент УОЛ-300А (ТУ 6-06-16-104-88 изм. 1, 2) и ЛУ-П/0.1-А (ГОСТ 28006-88) и пропитывали связующим ЭПС-И-108 (ТУ 2225-047-17411121-2011), схема армирования - равновесная, ортогональная.
После окончания процесса пропитки, которое фиксируют по появлению связующего в вакуумной ловушке 21 (фиг. 4), сначала перекрывают запорные вентили 20, тем самым перекрывая приемную вакуумную магистраль внутреннего пакета, а запорный вентиль 19 внешней магистрали подачи связующего перекрывают только после прекращения движения связующего по трубке 17 внешней магистрали подачи связующего внутреннего вакуумного пакета. Далее увеличивают уровень вакуума под внешним пакетом при помощи регулятора уровня вакуума VR до максимального -0.98 bar, поднимают температуру до температуры гелеобразования связующего Fг и выдерживают температурную площадку 27 (фиг. 5) в течении времени Тг. Температура гелеобразования связующего Fг ниже чем температура отверждения связующего Fотв. Далее температуру поднимают до максимальной температуры отвержения связующего Fmax и дают температурную выдержку (площадка 28 кривой 24 фиг. 5) для полного отверждения связующего в течении времени Тотв. Температуру и время гелеобразования, а также температуру и время полного отверждения выбирают в зависимости от марки связующего. Обеспечивать заданный температурно-временной режим процесса формования можно любыми известными способами, используя печь или технологическую оснастку со встроенной нагревательной системой. Уровень вакуума под внешним пакетом необходимо поддерживать на уровне не ниже -0.98 bar, обеспечивая тем самым максимальное обжатие уже пропитанной преформы в процессе гелеобразования и отверждения связующего. В процессе пропитки, гелеобразования и полного отверждения разгерметизация внутреннего вакуумного пакета не допускается. Площадка падения уровня вакуума 31 кривой 29 фиг 5 иллюстрирует заполнение связующим всего объема преформы 2. После перекрытия вентилей 20 приемной вакуумной магистрали внутреннего пакета, движение связующего продолжается за счет «остаточного вакуума» под внутренним пакетом и в приемной трубке 6 приемной вакуумной магистрали. После заполнения всего замкнутого объема под внутренним вакуумным пакетом (в том числе и приемных трубок 6 до запорных вентилей 20) движение связующего прекращается.
По окончании процесса формования температуру плавно уменьшают до комнатной (не более 40°С), вакуумные пакеты разбирают, а готовую деталь снимают с технологической оснастки 1. (фиг. 1, 2 и 3).
При формовании детали способом двойного вакуумного пакета согласно изложенному выше описанию реализуются следующие положительные эффекты:
- равномерное распределение связующего по поверхности преформы при использовании трансверсальной пропитки преформы связующим (с проводящей сеткой);
- равномерное распределение связующего по толщине преформы при использовании фронтальной пропитки преформы связующим (без проводящей сетки);
- возможность параметрического управления объемным содержанием связующего и толщиной детали при одинаковой схеме армирования преформы за счет установки различных уровней вакуума под внешним пакетом в процессе пропитки;
- обеспечение минимальной пористости материала за счет строго выполненной последовательности «перекрытие приемной вакуумной магистрали внутреннего пакета -прекращение движения связующего по внешней магистрали подачи связующего -перекрытие магистрали подачи связующего - подъем уровня вакуума под внешним пакетом до максимального - гелеобразование». Данная последовательность минимизирует объем пор в материале, появляющихся из-за «остаточного вакуума» в преформе после пропитки;
- реализация минимальных объемных и температурных усадок материала преформы за счет проведения процесса гелеобразования связующего при температуре более низкой, чем температура полного отверждения связующего.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОКОМПОЗИТНАЯ ОПОРА ОСВЕЩЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛОПОЛИМЕРА | 2022 |
|
RU2797519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2623773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ВАКУУМНОЙ ИНФУЗИЕЙ | 2024 |
|
RU2834552C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| Способ изготовления деталей из волокнистого полимерного композиционного материала | 2017 |
|
RU2656317C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОМПОЗИТНЫХ ИЗДЕЛИЙ, ВКЛЮЧАЯ ОСНАСТКУ, И СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ КОМПОЗИТНОЙ ОСНАСТКИ | 2018 |
|
RU2688539C1 |
Способ формования деталей из полимерных композиционных материалов с использованием двойного вакуумного пакета по изобретению относится к категории процессов трансферного формования (RTM), в частности к процессам пропитки жидким связующим с помощью вакуума (VaRTM). Изобретение может быть использовано в современных областях машиностроения, в частности в авиастроении, в процессах формования крупногабаритных панелей обводообразующих агрегатов из полимерных композиционных материалов (ПКМ).
Техническим результатом настоящего изобретения является трансферное формование деталей из ПКМ, обеспечивающее повышение качества изделий и расширение технологических возможностей этого способа за счет использования двойного вакуумного пакета, и исключает появление пор из-за остаточных воздушных включений в преформе.
Способ формования деталей из полимерных композиционных материалов включает укладку преформы на оснастке с герметизацией внутреннего вакуумного пакета, герметичное крепление внешнего вакуумного пакета, создают и поддерживают вакуум в обоих пакетах, пропитывают и формуют детали. Под внутренним пакетом устанавливают вакуум на максимальном уровне (не ниже -0.98 бар), для качественной пропитки и более равномерного распределения связующего. Под внешним пакетом устанавливают уровень вакуума в диапазоне от -0.5 бар до -0.90 бар. В процессе пропитки температуру технологической оснастки плавно увеличивают, обеспечивая постоянную вязкость связующего, стабилизируя тем самым скорость пропитки. Затем поднимают уровень вакуума под внешним пакетом до -0.98 бар. Процесс гелеобразования связующего проводят при температуре более низкой, чем температура полного отверждения, что снижает величину объемной и температурной усадки связующего. Уровень вакуума под внешним пакетом в процессе пропитки устанавливают на требуемом уровне из условия реализации заданного объемного содержания связующего в ПКМ после формования, получая разное объемное содержание связующего и разную толщину детали при одинаковой структуре преформы. 6 ил.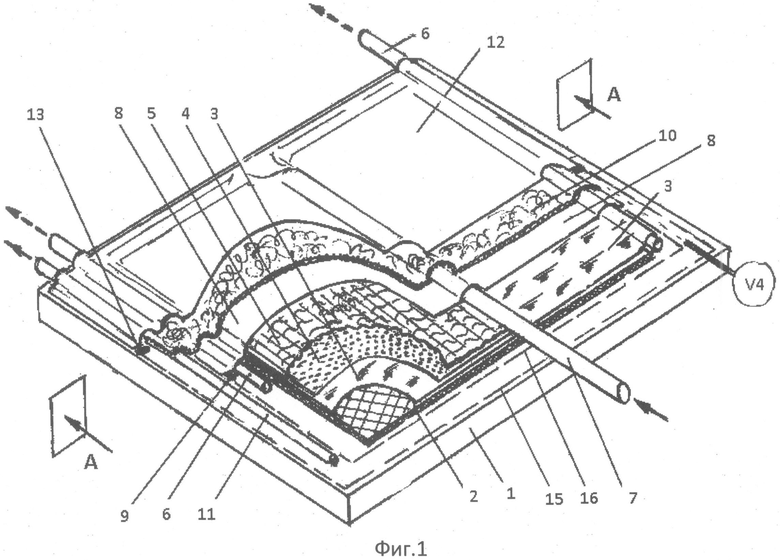
Способ формования деталей из ПКМ (полимерных композиционных материалов) с использованием вакуумной пропитки с двойным вакуумным пакетом, включающий укладку преформы на технологической оснастке с дальнейшей герметичной упаковкой во внутренний вакуумный пакет и установкой магистралей приема и подачи связующего, герметичное крепление внешнего вакуумного пакета на оснастке, создание и поддержание вакуума под внутренним и внешним вакуумными пакетами, пропитка преформы и формование детали, охлаждение оснастки, демонтаж вакуумных пакетов и извлечение отформованной детали, отличающийся тем, что уровень вакуума под внешним вакуумным пакетом в процессе пропитки преформы связующим устанавливают от -0.5 бар до -0.90 бар, а уровень вакуума под внутренним вакуумным пакетом поддерживают не ниже -0.98 бар, при этом в процессе пропитки температуру технологической оснастки плавно увеличивают, обеспечивая постоянную вязкость связующего, после окончания процесса пропитки в первую очередь перекрывают приемную вакуумную магистраль внутреннего пакета, а магистраль подачи связующего перекрывают после прекращения движения связующего в трубке внешней магистрали подачи связующего, после чего уровень вакуума под внешним пакетом увеличивают до уровня не ниже -0.98 бар, кроме того, процесс гелеобразования связующего проводят при температуре более низкой, чем температура окончательного отверждения связующего.
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2405675C1 |
| US 7413694 B2, 19.08.2008 | |||
| WO 2005113213 A2, 01.12.2005 | |||
| US 2002022422 A1, 21.02.2002 | |||
| СОСТАВ СВЯЗУЮЩЕГО ДЛЯ ПРОПИТКИ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ, ПРЕПРЕГ НА ЕГО ОСНОВЕ, СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПРЕПРЕГА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ | 2006 |
|
RU2304591C1 |

