Изобретение относится к машиностроению, в частности, к способам и устройствам для изготовления композитных изделий методом вакуумного всасывания. Частным примером использования является изготовление композитных изделий для различных отраслей промышленности, в виде неразъемного соединения полимерной оболочки заполненной металлополимерным компаундом, а также при создании оборудования для реализации способа.
В настоящее время известно множество способов изготовления композитных изделий методами вакуумной инфузии и устройств для их реализации. Например известен способ изготовления волокнистых композитов вакуумной инфузией и устройство для осуществления способа по патенту RU2480335С1 от 07.02.2012 МПК B29С 70/44 авторов Гормашева А.Г., Гайданского А.И., Третьякова А.В., Ульянова А.В. Способ изготовления волокнистых композитов вакуумной инфузией из волокнистой преформы с распределительной тканью, размещенных в многополостном устройстве, отличающийся тем, что преформу с распределительной тканью размещают в рабочей полости, создают разрежение P1 в вакуумном канале, соединяющем рабочую полость с первым источником вакуумирования для обеспечения поступления смолы к волокнистой преформе за счет всасывания смолы под действием разрежения из расходной емкости со смолой с последующей фронтальной инжекцией смолы в преформу и пропиткой преформы смолой, и производят отверждение пропитанной смолой преформы с образованием волокнистого композита, при этом осуществляют непрерывное удаление воздуха и газообразных включений из рабочей полости с противоположных сторон преформы через проницаемые для газообразных включений, но не проницаемые для смолы первую и вторую мембраны, соответственно, в первую и вторую полости, соединенные между собой посредством вакуумных каналов, в которых создают одинаковое разрежение Р2 и Р3, отличное от разрежения P1 в рабочей полости, со вторым источником вакуумирования, причем за счет разности величин разрежений P1, Р2 и Р3 в вакуумных каналах осуществляют транспортирование и последующее удаление газообразных включений и избыточного количества смолы из области рабочей полости, ограниченной преформой и проницаемой для газа, но не проницаемой для смолы второй мембраной и не содержащей распределительной ткани. В известном способе для его реализации используется многоразовая дорогостоящая преформа в которую производится всасывание смолы за счет разности давлений на входе и выходе из нее.
Недостатком способа является то, что в случае если изготавливаемое изделие будет иметь сложную форму, например, при использовании топологической оптимизации формы, а ее заполнение будет производится не жидкой смолой, а вязкотекучим металлополимерным компаундом, возможно возникновение недоливов, воздушных раковин и полостей в форме, что снизит качество изделия.
Известна установка вакуумной инфузии по патенту RU192485 U1 от 18.09.2019 МПК B29С 70/48, автора Ноздрина Г.А. Установка вакуумной инфузии, содержит вакуумную ловушку, в том числе корпус вакуумной ловушки, и соединенный с ней генератор вакуума, в том числе корпус генератора вакуума, в виде вакуумного эжектора на основе эффекта Вентури.
Указанная конструкция установки не предусматривает интенсификации процесса заполнения формы в котором происходит формование изделия при использовании вязкотекучих реактопластов, например, металлоплимеров, что будет приводить к неполному заполнению формы и браку конечного изделия.
Наиболее близким к заявленному способу, который принят в настоящей заявке в качестве прототипа, является способ и устройство для изготовления композитного изделия по патенту RU2748461 C2 от 25.05.2021 МПК B29С 70/70, авторов Баженова В.А., Ноздрина Г.А. Способ изготовления композитного изделия в виде неразъемного соединения армирующего материала со связующим методом вакуумной инфузии, для осуществления которого используют вакуумный эжектор, соединенный с герметичным пакетом на основе армирующего материала и емкостью для связующего. Формируют и герметизируют пакет, вакуумируют пакет газодинамическим способом с применением вакуумного эжектора. Для вакуумирования и подачи связующего в пакет используют элементы для отвода и подвода связующего, изменяют давление в пакете газодинамическим способом. Выдерживают пакет, пропитанный связующим до получения композитного изделия.
Недостатком способа является невысокое качество изделия в случае использования формы имеющей тонкие и щелевые каналы, а связующее является вязким реактопластом, таким как металлополимер. Увеличение разности давлений на входе и выходе из формы и в целом увеличения глубины вакуума, приведет к вскипанию реактопласта и браку изделия.
Наиболее близким аналогом к заявленному устройству, который принят в качестве прототипа устройства является установка для изготовления изделий из компаунда под вакуумом по патенту RU 2061593 C1 от 10.06.1996 МПК B29С 31/04, 39/42, авторов Михеева М.М., Симонова Н.М. Установка для изготовления изделий из компаунда под вакуумом, содержит опорную плиту для установки формы, заливочный цилиндр с поршнем, вертикально расположенную емкость для исходного сырья, приводной перемешиваюший орган и систему вакуумирования. Емкость для исходного сырья выполнена состоящей из раздельных емкостей для компаунда и отвердителя, установленных в общей масляной рубашке. Заливочный цилиндр установлен вертикально под опорной плитой, а емкость для сырья и перемешивающий орган смонтированы на опорной плите посредством поворотной турели, причем перемешивающий орган установлен с возможностью вертикального перемещения до захода в полость заливочного цилиндра, а вакуумная система выполнена с подводкой под поршень заливочного цилиндра.
Недостатком установки является невозможность получения изделия высокого качества. Это связано с тем, что при эксплуатации установки используется принцип вакуумного всасывания компаунда в форму при его нижней подаче, что при сложной конструкции формы не обеспечит ее полного заполнения вязкотекучим компаундом - металлополимером.
С существенными признаками способа совпадает следующая совокупность признаков прототипа: формование герметичного пакета, вакуумирование, подача наполнителя в герметичный пакет из емкости при помощи элементов подвода и отвода.
С существенными признаками устройства совпадает следующая совокупность признаков прототипа: опорная плита с зажимом, на которой расположен вакуумный колпак, емкость для металлополимера, имеющая крышку с вакуумметром и соединенная через подводку с герметичным пакетом, а также вакуумная система, включающая вакуумный насос, соединенный магистралью с внутренней полостью колпака.
Задачей, на решение которой направлено изобретение и устройство для его осуществления, является повышение качества композитной детали путем полного заполнения всех полостей формы вязким металлополимером в независимости от ее геометрической формы. Это достигается за счет наличия вибрационного воздействия на вакуумированную форму в процессе ее заполнения путем всасывания металлополимера, что обеспечивает повышенную текучесть металлополимера и гарантированное заполнение полостей формы.
Поставленная задача решается за счет того, что способ изготовления композитных изделий из металлополимера включает формование герметичного пакета, вакуумирование, подачу наполнителя в герметичный пакет из емкости при помощи элементов подвода и отвода. В предложенном решении герметичный пакет формируется в виде тонкостенной оболочковой пластиковой формы с выпорами и литниками. Далее тонкостенная оболочковая пластиковая форма жестко фиксируется в вакуумной камере, вакуумируется и накладывается вибрационное воздействие на вакуумную камеру. После чего осуществляется вакуумное всасывание металлополимера в тонкостенную оболочковую пластиковую форму до полного заполнения формы. Затем снимается вибрационное воздействие и осуществляется выдержка до отверждения металлополимера. Далее оболочковая форма извлекается из вакуумной камеры, удаляются литники и выпоры. Производится финишная обработка рабочих поверхностей композитного изделия.
Формирование герметичного пакета в виде тонкой оболочковой пластиковой формы позволяет придать жидкому металлополимеру форму будущего изделия, а наличие у тонкостенной оболочковой пластиковой формы литника и выпоров позволяет обеспечить нижний подвод металлополимера в форму и произвести контроль заполнения формы визуальным контролем путем наличия или отсутствия металлополимера в выпорах.
Жесткая фиксация тонкостенной оболочковой пластиковой формы в вакуумной камере позволяет удерживать форму в заданной ориентации и передавать на нее вибрационное воздействие.
Вакуумирование формы и наложение вибрационного воздействия на вакуумную камеру, позволяет создать вакуум внутри формы позволяющий произвести всасывание металлополимера в нее, а вибрационное воздействие интенсифицирует процесс заливки формы металлополимером, так как увеличивает его текучесть.
Удаление литников и выпоров после отверждения металлополимера позволяет придать заготовке форму готового изделия.
Финишная обработка рабочих поверхностей композитного изделия, представляющего собой тонкостенную оболочковую пластиковую форму заполненную металлополимером, необходима для того, чтобы снять слой пластиковой оболочковой формы с рабочих поверхностей и обеспечить сопряжение с другими деталями сборки по прочной металлополимерной поверхности.
Устройство для изготовления композитных изделий из металлополимера включает опорную плиту с зажимом, на которой расположен вакуумный колпак, емкость для металлополимера, имеющая крышку с вакуумметром и соединенная через подводку с герметичным пакетом, а также вакуумную систему, включающую вакуумный насос, соединенный магистралью с внутренней полостью колпака. В предложенном решении вакуумный колпак представляет собой вакуумную камеру, крышка которой оснащена смотровым окном и вакуумметром. Зажим для герметичного пакета размещен на дне камеры. Вакуумная камера сопряжена с вакуумной системой и жестко установлена на опорной плите размещенной на каркасе, с возможностью линейного перемещения в вертикальной плоскости. Нижняя грань опорной плиты снабжена вибраторами.
Выполнение вакуумного колпака в виде вакуумной камеры, крышка которой оснащена смотровым окном и вакуумметром, позволяет создать объем в который может быть помещен герметичный пакет для ее вакуумации, а снабжение крышки смотровым окном позволяет осуществлять визуальный контроль заполнения герметичного пакета металлополимером. Вакуумметр позволяет контролировать уровень давления в вакуумной камере.
Размещение зажима для герметичного пакета на дне камеры, позволяет ориентировать его требуемым образом по отношению к смотровому окну и подводке металлополимера.
Сопряжение вакуумной камеры с вакуумной системой и ее жесткая установка на опорной плите размещенной на каркасе, с возможностью линейного перемещения в вертикальной плоскости, позволяет обеспечить передачу вибрационного воздействия от опорной плиты на вакуумную камеру и установленный в ней герметичный пакет.
Снабжение нижней грани опорной плиты вибраторами необходимо для генерации вибраций во всей системе.
Сущность способа и устройства иллюстрируется графическим материалом.
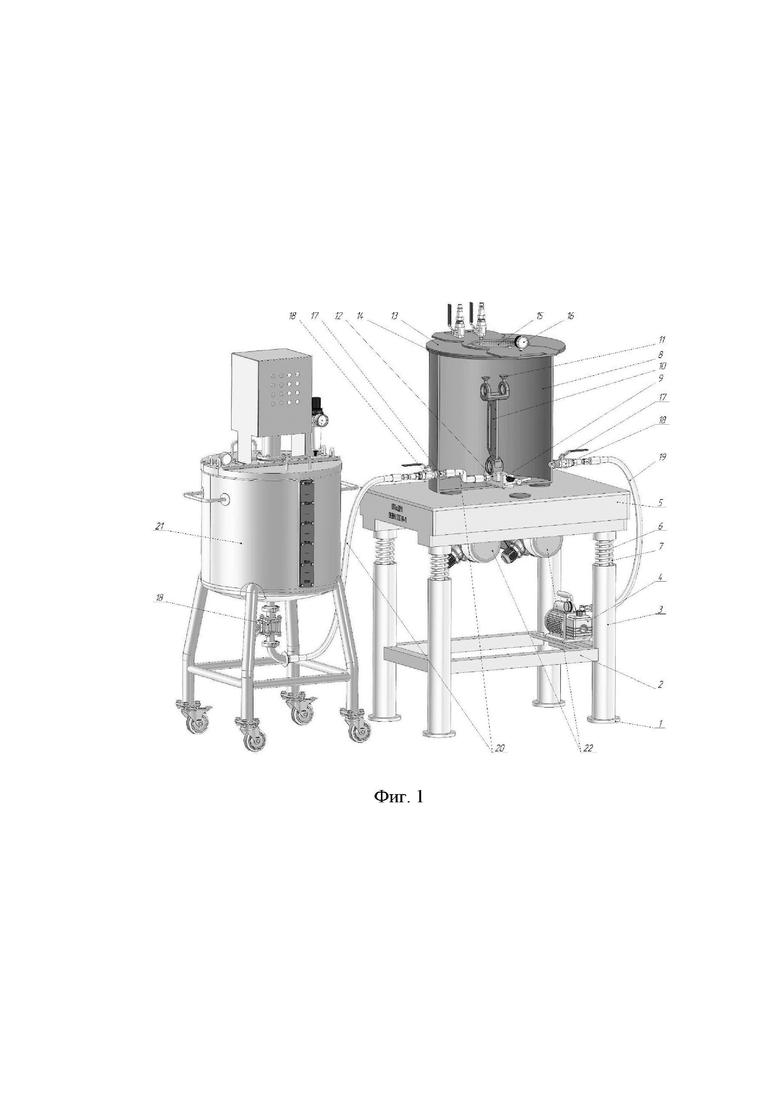
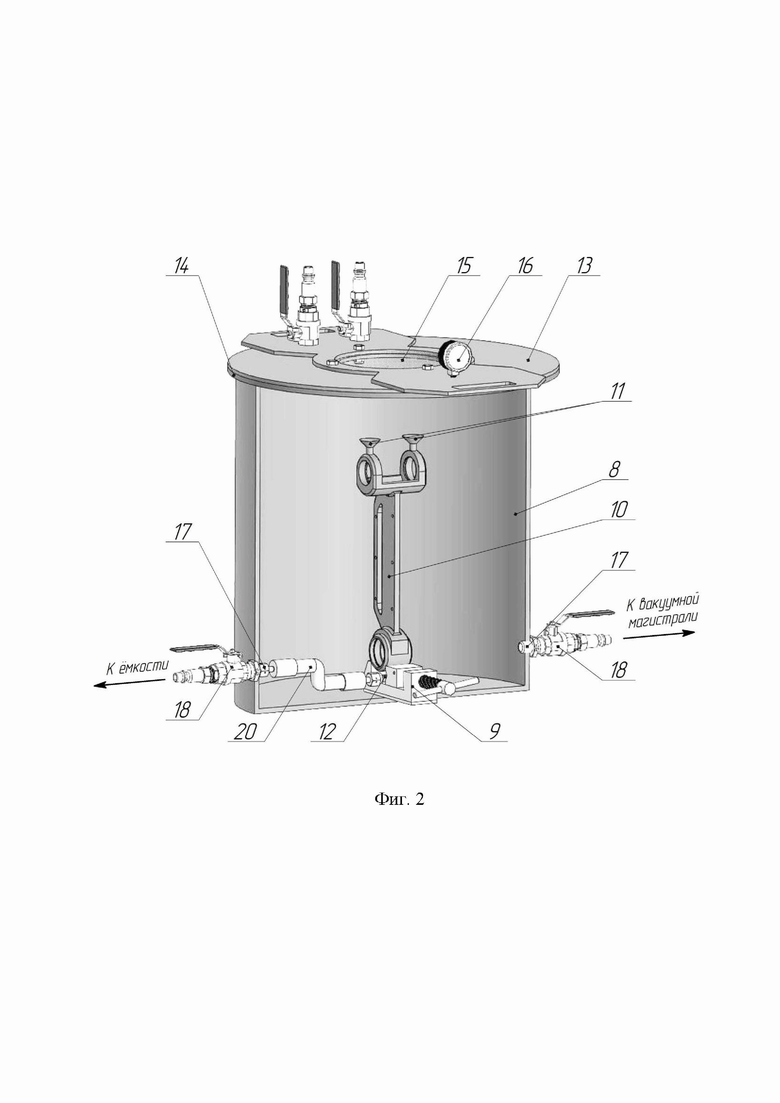
На фиг. 1. показано устройство для изготовления композитных изделий из металлополимера с поперечным разрезом вакуумной камеры; на фиг. 2 - показан поперечный разрез вакуумной камеры с установленной в ней тонкостенной оболочковой пластиковой формой изделия.
Заявленный способ реализуется на устройстве для изготовления композитных изделий из металлополимера, конструкция которого представлена на фиг. 1 и 2.
Устройство для изготовления композитных изделий из металлополимера состоит из металлического каркаса 1 представляющего собой прямоугольную раму 2 из металлического профиля. На углах рамы 2 перпендикулярно ей закреплены металлические стойки 3 с отверстиями. На раме 2 закреплен вакуумный насос 4. Опорная плита 5 представляет собой плоскую металлоконструкцию, на нижней грани которой жестко закреплены и расположены соосно стойкам 3 каркаса 1 штоки 6. Штоки 6 и пружины 7 коаксиально установлены с возможностью вертикального перемещения в отверстиях стоек 3, и обеспечивают центрирование опорной плиты 5 относительно стоек 3. На верхней грани опорной плиты 5 жестко закреплена вакуумная камера 8, на дне которой стационарно зафиксирован зажим 9, в котором крепится форма 10 изготовленная методом 3D печати, имеющая выпоры 11 и литник 12. Сверху вакуумная камера 8 закрыта крышкой 13 имеющей уплотнение 14, смотровое окно 15 и вакуумметр 16. В стенках вакуумной камеры у ее дна выполнены два отверстия в которые установлены штуцеры 17, один из которых соединен снаружи с краном 18 соединяющим внутреннюю полость вакуумной камеры 8 при помощи вакуумной магистрали 19 с вакуумным насосом 4. Другой штуцер 17 внутри вакуумной камеры 8 соединен подводкой 20 с литником 12 формы 10, а снаружи с краном 18 соединен подводкой 20 с краном 18 емкости 21 для металлополимера. Со стороны штоков 6 опорная плита 5 снабжена жестко зафиксированными на ней вибраторами 22.
Способ для изготовления композитных изделий из металлополимера реализуется на выше описанном устройстве следующим образом.
Предварительно при помощи одного из известных способов 3D печати изготавливается тонкостенная пластиковая оболочковая форма 10 изделия с предусмотренными в ней выпорами 11 и литником 12. Форма 10 закрепляется в зажиме 9 внутри вакуумной камеры 8 и, при помощи подводки 20, ее литник 12 герметично соединяется с штуцером 17, снаружи при помощи подводки 20 и кранов 18 соединенным с емкостью 21 в которой находится жидкий металлополимерный состав. Емкость 21 может представлять собой как просто объемный сосуд так и одно из известных устройств для смешения и дозирования двухкомпонентных компаундов, таких как металлополимеры. Вакуумная камера 8 закрывается сверху крышкой 13.
Включается вакуумный насос 4, который посредством вакуумной магистрали 19 соединенной с краном 18, который в свою очередь подключен через штуцер 17 к вакуумной камере 8 и откачивает воздух из вакуумной камеры 8 создавая в ней вакуум до 400 Па (до уровня закипания металлополимера). При этом крышка 13 за счет уплотнения 14 плотно прижимается к открытому торцу вакуумной камеры 8. Контроль уровня вакуума при этом осуществляется путем визуального контроля показаний вакуумметра 16. По достижению заданного уровня вакуума в вакуумной камере 8, кран 18 соединяющий вакуумную камеру 8 с вакуумной магистралью 19 перекрывается, а вакуумный насос 4 выключается.
Включаются вибраторы 22 в следствии чего опорная плита 5 под действием вибровозбуждения от вибраторов 22, силы тяжести с одной стороны и энергии пружин 7 с другой, начинает вибрировать совершая поступательные перемещения относительно каркаса 1 центрируясь штоками 6 соосно относительно стоек 3. Вибрирующая опорная плита 5 за счет своей жесткой связи с вакуумной камерой 8 передает вибрацию на нее, а она в свою очередь на неподвижно закрепленный на ее дне зажим 9, который в свою очередь передает вибрацию на установленную в нем форму 10.
В процессе вибрации формы 10 кран 18 установленный на емкости 21 с жидким металлополимером и кран 18 установленный на штуцере 17 вакуумной камеры 8 соединенные между собой подводкой 20 открывается. Жидкий металлополимер из емкости 21 под действием вакуума образованного в вакуумной камере 8 и соответственно в форме 10 всасывается в форму 10 заполняя ее, при этом за счет наличия вибрации в форме, жидкий металлопоимер обладает большей текучестью, что позволяет заполнить все полости и поднутрения формы 10 образованные в том числе как геометрической конструкцией самого изделия, так и технологическими особенностями послойного изготовления формы 10 методами 3D печати. Контроль заполнения формы 10 жидким металлополимером осуществляется путем визуального контроля заполнения выпоров 11 формы 10 жидким металлополимером, осуществляемым через смотровое окно 15 в крышке 13.
После появления жидкого металлополимера в выпорах 11, путем перекрытия кранов 18 на вакуумной камере 8 и емкости 21, через которые осуществляется подача жидкого металлополимера, подача жидкого металлополимера в форму прекращается, а вибраторы 22 выключаются. Подводка 20 соединяющая емкость 21 с вакуумной камерой 8 отсоединяется от крана 18.
Далее емкость 21 может быть подсоединена к следующему устройству, с другой формой 10 для повторения цикла заполнения формы 10 жидким металлополимером или может быть очищена от остатков жидкого металлополимера химическим образом.
После отверждения металлополимера в форме 10, за счет открытия крана 18 соединяющего вакуумную камеру 8 с вакуумной магистралью 19, в вакуумной камере 8 устанавливается атмосферное давление, крышка 13 снимается. Внутренняя подводка 20 соединяющая штуцер 17 с литником 12 удаляется и очищается химическим способом перед следующим применением. Композитное изделие состоящее из пластиковой оболочковой формы 10 и металлополимерного заполнения извлекается из зажима 9. Далее механическим способом литник 12 и выпоры 11 удаляют. Таким образом получают композитное изделие состоящее из пластиковой оболочки и металлополимерного заполнителя.
Штуцер 17 и кран 18 через который осуществлялась подача металлополимера очищается химическим способом (например при помощи специального растворителя) от остатков металлополимера в них. После чего устройство может быть использовано повторно.
Таким образом обеспечивается высокое качество композитного изделия, за счет гарантированного заполнения полостей пластиковой оболочковой формы жидким металлополимером вне зависимости от ее геометрических параметров и шероховатости внутренней поверхности. Это позволяет получить композитное металлополимерное изделие с высокой плотностью внутренней структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ПОВЕРХНОСТЕЙ МАТРИЦ И ПУАНСОНОВ ПРЕСС-ФОРМ | 2016 |
|
RU2631785C2 |
| Способ изготовления металлопластиковой оснастки и устройство для его осуществления | 2021 |
|
RU2759368C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПАУНДА ПОД ВАКУУМОМ | 1993 |
|
RU2061593C1 |
| Способ и устройство для изготовления композитного изделия | 2019 |
|
RU2748461C2 |
| СПОСОБ АНТИГРАВИТАЦИОННОЙ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2039629C1 |
| СПОСОБ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ДВОЙНОГО ВАКУУМНОГО ПАКЕТА | 2014 |
|
RU2579380C2 |
| МЕТАЛЛОКОМПОЗИТНАЯ ОПОРА ОСВЕЩЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655273C1 |
| Способ изготовления металлополимерного подшипника скольжения | 1989 |
|
SU1739106A1 |
| Способ заливки нескольких форм разного объема и система для его реализации | 2021 |
|
RU2776475C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ВАКУУМНОЙ ИНФУЗИЕЙ | 2024 |
|
RU2834552C1 |
Группа изобретений относится к машиностроению, в частности к способам и устройствам для изготовления композитных изделий из металлополимера методом вакуумного всасывания. Способ включает формование герметичного пакета, вакуумирование, подачу наполнителя в герметичный пакет из емкости при помощи элементов подвода и отвода. Причем герметичный пакет формируется в виде тонкостенной оболочковой пластиковой формы с выпорами и литниками, жестко фиксируется в вакуумной камере, вакуумируется, накладывается вибрационное воздействие на вакуумную камеру. После чего осуществляется вакуумное всасывание металлополимера в тонкостенную оболочковую пластиковую форму до полного заполнения формы, затем снимается вибрационное воздействие и осуществляется выдержка до отверждения металлополимера. Далее оболочковая форма извлекается из вакуумной камеры, удаляются литники и выпоры, производится финишная обработка рабочих поверхностей композитного изделия. Устройство включает опорную плиту с зажимом, на которой расположен вакуумный колпак, емкость для металлополимера, имеющая крышку с вакуумметром и соединенная через подводку с герметичным пакетом, а также вакуумную систему, включающую вакуумный насос, соединенный магистралью с внутренней полостью колпака. Причем вакуумный колпак представляет собой вакуумную камеру, крышка которой оснащена смотровым окном и вакуумметром, а зажим для герметичного пакета размещен на дне камеры. При этом вакуумная камера сопряжена с вакуумной системой и жестко установлена на опорной плите, размещенной на каркасе, с возможностью линейного перемещения в вертикальной плоскости, причем нижняя грань опорной плиты снабжена вибраторами. Техническим результатом заявленной группы изобретений является повышение качества композитной детали путем полного заполнения всех полостей формы вязким металлополимером вне зависимости от ее геометрической формы. 2 н.п. ф-лы, 2 ил.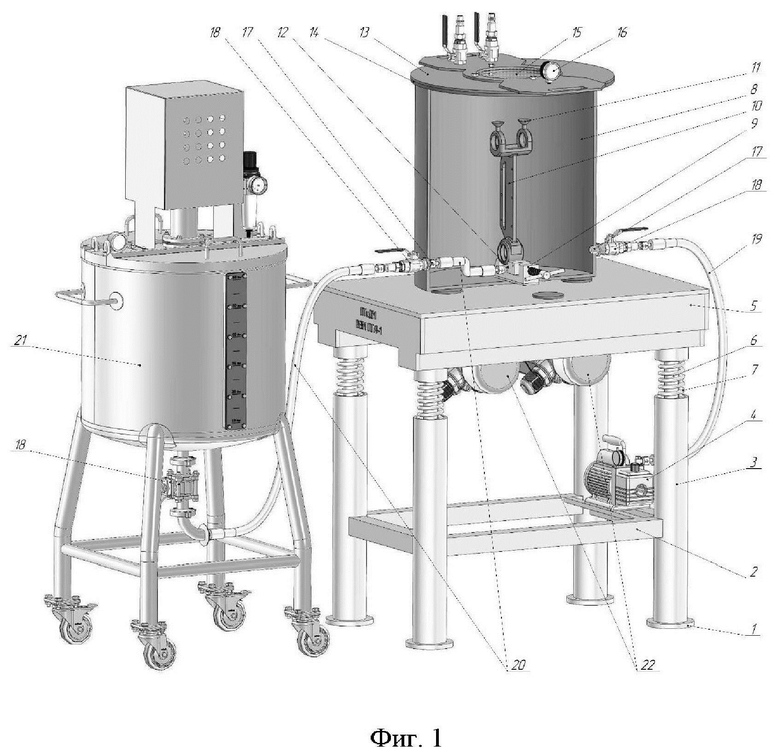
1. Способ изготовления композитных изделий из металлополимера, включающий формование герметичного пакета, вакуумирование, подачу наполнителя в герметичный пакет из емкости при помощи элементов подвода и отвода, отличающийся тем, что герметичный пакет формируется в виде тонкостенной оболочковой пластиковой формы с выпорами и литниками, жестко фиксируется в вакуумной камере, вакуумируется, накладывается вибрационное воздействие на вакуумную камеру, после чего осуществляется вакуумное всасывание металлополимера в тонкостенную оболочковую пластиковую форму до полного заполнения формы, затем снимается вибрационное воздействие и осуществляется выдержка до отверждения металлополимера, далее оболочковая форма извлекается из вакуумной камеры, удаляются литники и выпоры, производится финишная обработка рабочих поверхностей композитного изделия.
2. Устройство для изготовления композитных изделий из металлополимера, включающее опорную плиту с зажимом, на которой расположен вакуумный колпак, емкость для металлополимера, имеющая крышку с вакуумметром и соединенная через подводку с герметичным пакетом, а также вакуумную систему, включающую вакуумный насос, соединенный магистралью с внутренней полостью колпака, отличающееся тем, что вакуумный колпак представляет собой вакуумную камеру, крышка которой оснащена смотровым окном и вакуумметром, а зажим для герметичного пакета размещен на дне камеры, при этом вакуумная камера сопряжена с вакуумной системой и жестко установлена на опорной плите, размещенной на каркасе, с возможностью линейного перемещения в вертикальной плоскости, причем нижняя грань опорной плиты снабжена вибраторами.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОФТОРОПЛАСТОВЫХ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2000 |
|
RU2186658C2 |
| Способ и устройство для изготовления композитного изделия | 2019 |
|
RU2748461C2 |
| RU 214263 U1, 18.10.2022 | |||
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПАУНДА ПОД ВАКУУМОМ | 1993 |
|
RU2061593C1 |
| Электрическое вычислительное устройство для определения отношении произведения двух чисел к третьему числу, задаваемых напряжениями | 1955 |
|
SU105225A1 |
| JP S53111381 A, 28.09.1978 | |||
| Установка для изготовления металлополимерных изделий | 1985 |
|
SU1388299A1 |
