Изобретение относится к механосбО рочным работам, в частности к способам сборки деталей с натягом.
Известен способ соединения деталей с натягом, заключающийся в том, что на одной из соединяемых деталей выполняют канавки, собирают детали, после чего соединение обрабатывают с обеспечением затекания материала .другой соединяемой детали в канавки первой детали .
Однако известный способ не обеспечивает достаточной прочности соединения с натягом и совсем не приводит к увеличению прочности, когда коэффициент линейного расширения охватываемой и охватывающей деталей одинаковы или у охватывающей больше, чем у охватываемой , что приводит наоборот к снижению прочности.
Цель изобретения - повьашение прочности соединений.
Поставленная цель достигается тем, что согласно способу соединения деталей с натягом, заключающемуся в том, что на одной из соединяемых деталей выполняют канавки, собирают детали, после чего соединение обрабатывают с обеспечением затекания материала другой соединяемой детали в канавки первой детали, перед сборкой . на контактирующей поверхности другой детали создают путем пластической деформации остаточные напряжения сжатия, величина которых в 1,5-2 раза больше предела ползучести материала этой детали, а обработку соединения ведут путем снятия остаточных напряжений любым из известных приемов.
10
Остаточные напряжения снимают путем вибронагружения соединения с частотой 5-30 Гц и амплитудой, равной 0,10-0,25 от усилия выпрессовки.
Остаточные напряжения снимают путем
15 нагрева соединения до температуры рекристаллиза1ционного отжига,а также путем облучения соединения ультразвуком.
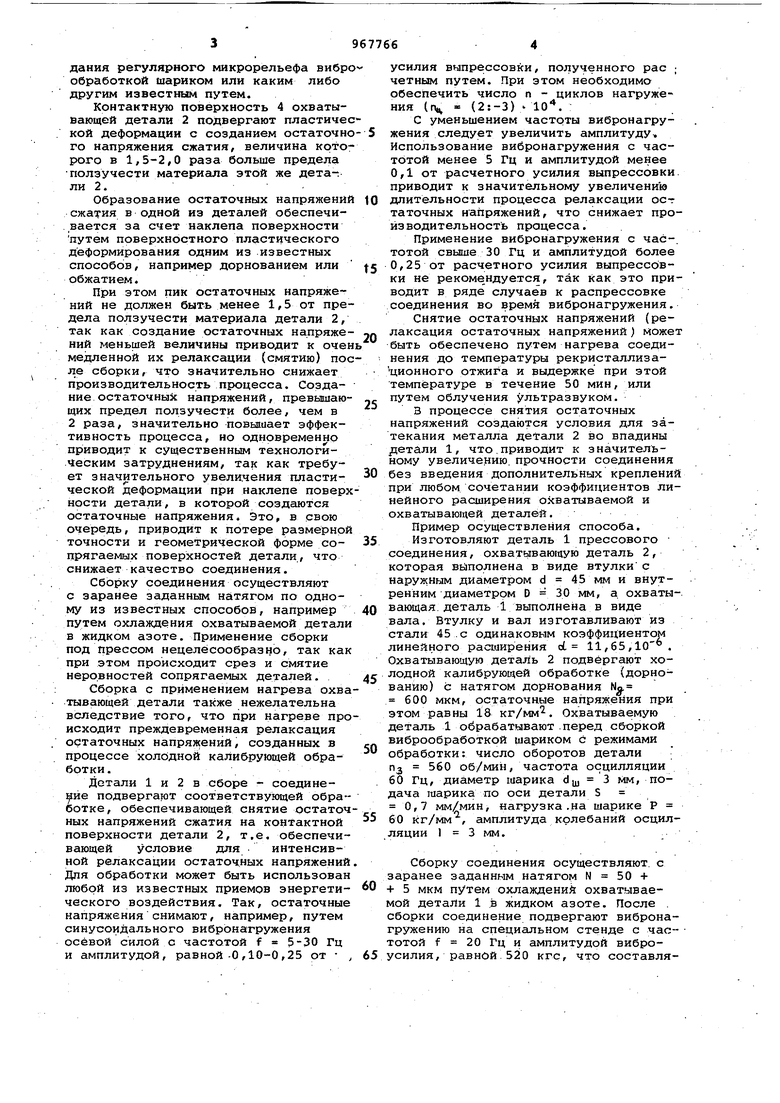
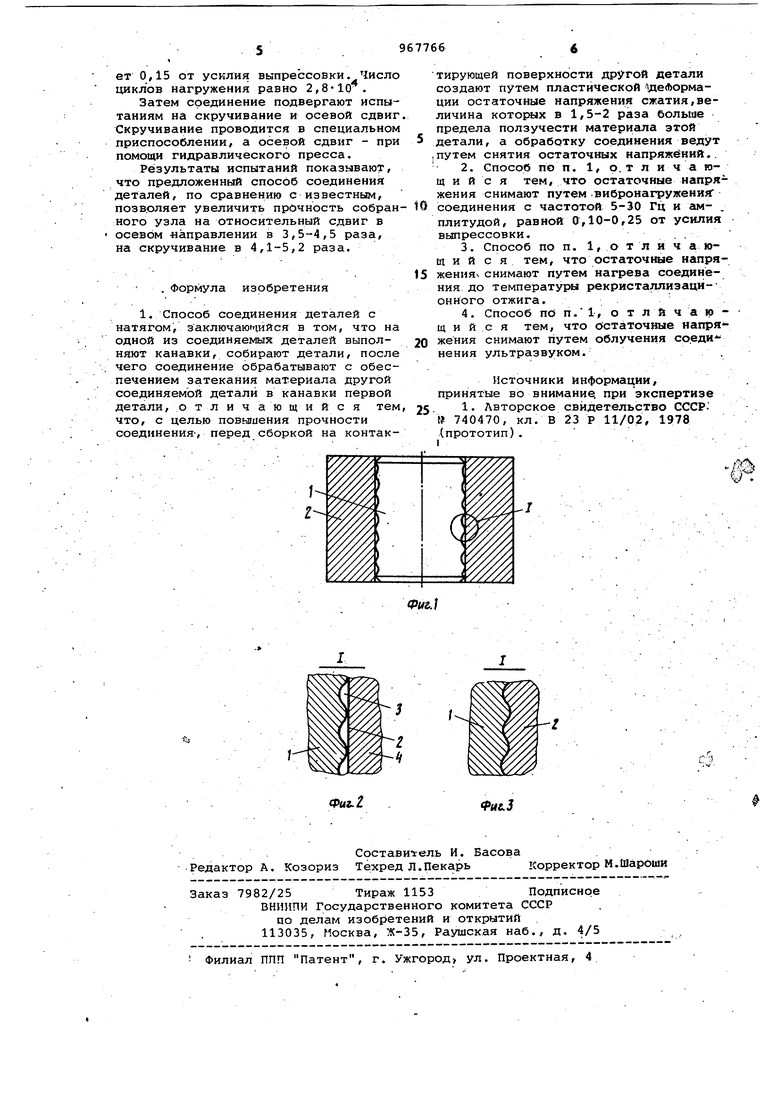
На фиг. 1 показано соединение, общий вид; на фиг. 2 - узел I, вид кон20тактирующих поверхностей деталей в соединении до .снятия остаточных на пряжений; на фиг. 3 - то же, после снятия (релаксации) остаточных -напряжений.
25
Способ соединения деталей с натягом осуществляют следующим образом.
Соединяют детали 1 и 2, перед сборкой на контактную поверхность, например, охватываемой детали 1 наносят
30 углубления (канавки 3) за счет созДания регулярного микрорельефа вибро обработкой шариком или каким либо другим известным путем.
Контактную поверхность 4 охватывающей детали 2 подвергают пластической деформации с созданием остаточно го напряжения сжатия, величина которого в 1,5-2,0 раза больше предела ползучести материала этой же дета-:ли 2.
Образование остаточных напряжений сжатия в одной из деталей обеспечивается за счет наклепа поверхности путем поверхностного пластического деформирования одним из известных способов, например дорнованием или обжатием.
При этом пик остаточных напряжений не должен быть менее 1,5 от предела ползучести материала детали 2, так как создание остаточных напряжеНИИ меньшей величины приводит к очен медленной их релаксации (смятию) после сборки, что значительно снижает производительность процесса. Создание остаточных напряжений, превышающих предел ползучести более, чем в 2 раза, значительно повьиаает эффективность процесса, но одновременно пр1иводит к существенным технологическим затруднениям, так как требует значительного увеличения пластической деформации при наклепе поверхности детали, в которой создаются остаточные напряжения. Это, в свою очередь, приводит к потере размерной точности и геометрической форме сопрягаемых поверхностей детали, что снижает качество соединения.
Сборку соединения осуществляют с заранее заданным натягом по одному из известных способов, например путем охлаждения охватываемой детали в жидком азоте. Применение сборки под прессом нецелесообразно, так как при этом происходит срез и смятие неровностей сопрягаемых деталей.
Сборка с применением нагрева охватывающей детали также нежелательна вследствие того, что при нагреве происходит преждевременная релаксация остаточных напряжений, созданных в процессе холодной калибрующей обработки.
Детали 1 и 2 в сборе - соедине йе подвергают соответствующей обработке, обеспечивающей снятие остаточных напряжений сжатия на контактной поверхности детали 2, т.е. обеспечивающей условие для интенсивной релаксации остаточных напряжений Для обработки может быть использован любой из известных приемов энергетического воздействия. Так, остаточные напряжения снимают, например, путем синусоидального вибрЬнагружения осевой силой с частотой f 5-30 Гц и амплитудой, равной-0,10-0,25 от
усилия выпрессовки, полученного рас четным путем. При этом необходимо обеспечить число п - циклов нагружения (пц « (2:-3) 10.
С уменьшением частоты вибронагружения следует увеличить амплитуду. Использование вибронагружения с частотой менее 5 Гц и амплитудой менее 0,1 от расчетного усилия выпрессовки приводит к значительному увеличению длительности процесса релаксации остаточных напряжений, что снижает производительность процесса.
Применение вибронагружения с частотой свыше 30 Гц и амплитудой более 0,25 от расчетного усилия выпрессовки не рекомендуется, так как это приводит в ряде случаев к распрессовке соединения во время вибронагружения.
Снятие остаточных напряжений (релаксация остаточных напряжений) може быть обеспечено путем нагрева соединения до температуры рекристаллизационного отжига и выдержке при этой температуре в течение 50 мин, или путем облучения ультразвуком.
3 процессе снятия остаточных напряжений создаются условия для затекания металла детали 2 во впадины детали 1, что.приводит к значительному увеличе.нию. прочности соединения без введения дополнительных креплени при любом сочетании коэффициентов линейного расширения охватываемой и охватывающей деталей.
Пример осуществления способа.
Изготовляют деталь 1 прессового соединения, охватывающую деталь 2, которая выполнена в виде втулкис наружным диаметром d 45 мм и внутренним диаметром D 30 мм, а. охватывающая, деталь 1 выполнена в виде вала. Втулку и вал изготавливают из стали 45.с одинаковым коэффициентом линейного расширения d 11,65,10°. Охватывающую деталь 2 подвергают холодной калибрующей обработке (дорнованию) с натягом дорнования N 600 мкм, остаточные напряжения при этом равны 18 кг/мм. Охватываемую деталь 1 обрабатывают .перед сборкой виброобработкой шариком с режимами обраб.отки: число оборотов детали Пз 560 об/мин, частота осцилляции 60 Гц, диаметр шарика дщ 3 Мм, подача шарика по оси детали S 0,7 мм/мин, нагрузка .на шарике Р 60 кг/мм, амплитуда колебаний осцилляции .
Сборку соединения осуществляют, с заранее заданным натяго N 50 + + 5 мкм путем охлаждений охватываемой детали 1 .в жидком азоте. После . сборки соединение подвергают вибронагружению на специальном стенде с час тотой f 20 Гц и амплитудой виброусилия, равной 520 кгс, что составляет 0,15 от усилия выпрессовки. Число циклов нагружения равно 2,810 . Затем соединение подвергают испытаниям на скручивание и осевой сдвиг Скручивание проводится в специальном приспособлении, а осевой сдвиг - при помощи гидравлического пресса. Результаты испытаний показывают, что предложенный способ соединения деталей, по сравнению с известным, позволяет увеличить прочность собран ного узла на относительный сдвиг в осевом «Управлении в 3,5-4,5 раза, на скручивание в 4,1-5,2 раза. . Формула изобретения 1. Способ соединения деталей с натягом, заключаючийся в том, что на одной из соединяемых деталей выполняют канавки, собирают детали, после чего соединение обрабатывают с обеспечением затекания материала другой соединяемой детали в канавки первой детали, отличающийся тем что, с целью повышения прочности соединения , перед сборкой на контактирующей поверхности другой детали создают путем пластической деЛормации остаточные напряжения сжатия,величина которых в 1,5-2 раза больше предела ползучести материала этой детали, а обработку соединения ведут путем снятия остаточных напряжений.. 2. Способ по п. 1, о. т л и ч а ющ и и с я тем, что остаточные напряжения снимают путем .вибронагружения соединения с частотой 5-30 Гц и ам- . плитудой, равной 0,10-0,25 от усилия выпрессовки.. 3.Способ по п. 1, о т л и ч а rein и и с я тем, что остаточные напряженияч снимают путем нагрева соединения до температуры рекристаллизационного отжига. . 4,Способ по п.1, о т ли ч а ющ и и с я тем, что остаточные напряжения снимают путем облучения со.едИ нения ультразвуком. Источники информации, принятые во внимание, при экспертизе 1 Авторское свидетельство СССР 740470, кл. В 23 Р 11/02, 1978 (прототип). .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки деталей с натягом | 1983 |
|
SU1199557A1 |
| Способ соединения деталей с натягом | 1984 |
|
SU1260568A1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ С НАТЯГОМ | 2003 |
|
RU2238181C1 |
| Способ соединения деталей с натягом | 1978 |
|
SU740470A1 |
| СПОСОБ АКУСТИЧЕСКОЙ ОБРАБОТКИ БАНДАЖА И КОЛЕСНОГО ЦЕНТРА ПРИ СБОРКЕ КОЛЕСНОЙ ПАРЫ | 2014 |
|
RU2565446C1 |
| Способ неподвижного соединения деталей типа вал-втулка | 1991 |
|
SU1792818A1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| Способ обработки резьбовых деталей | 1982 |
|
SU1101470A1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ | 2014 |
|
RU2573165C1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1977 |
|
SU617227A1 |
