[0001] Настоящее изобретение относится к области вентиляции, преимущественно вентиляции жилых помещений, и предназначено для фильтрации воздуха, поступающего с улицы в помещение.
Уровень техники
[0002] Фильтры любого вида объединяют в себе две функции: предотвращают попадание загрязнений в помещение через систему вентиляции или воздуховоды приточных клапанов и защищают вентиляционное оборудование или внутренние элементы приточных клапанов. Наиболее важными их элементами являются фильтр-материал и конструкция, удерживающая его.
[0003] Однако, многие фильтры имеют низкий ресурс фильтра, во-первых, ввиду того, что они осаждают на себе крупную пыль и мелкий мусор и, во-вторых, формы фильтр-материала, приводящей к неэффективному использованию поверхности фильтр-материала. Это приводит к необходимости частой замены фильтр-материала, а в некоторых случаях и фильтра в целом, что часто бывает затруднительным, особенно в промышленных системах вентиляции, и затратным.
[0004] Из уровня техники известен объемный фильтр из нетканого самонесущего материала, раскрытый в патенте на изобретение RU 2639702 C2 (опубл. 29.08.2017 г.; МПК: B01D 39/16; B82B 3/00). Объемный фильтр из нетканого самонесущего материала состоит из полимерных несущих волокон с диаметрами микроразмеров и встроенных в несущие волокна полимерных фильтрующих волокон с диаметрами наноразмеров. Несущие волокна образуют связный трехмерный каркас фильтра. Фильтрующие волокна в объеме фильтра распределены таким образом, что их плотность в объеме фильтра различна и увеличивается от поверхности фильтра, обращенной к входящему потоку очищаемой среды, к поверхности фильтра, через которую выходит очищаемая среда. Технический результат заключается в стабильном высоком качестве очистки воздуха или газов в течение длительного времени.
[0005] Недостатком данного фильтра является то, что он выполнен в форме цилиндра. Ввиду этого, для помещения его в воздушный канал требуется или изготавливать воздуховод с большим диаметром или фильтр с меньшим диаметром, чем диаметр воздушного канала. Таким образом, уменьшается площадь очистки воздуха и, как следствие, снижается срок эксплуатации фильтра, т.е. требуются более частые его замены. Также для его установки в воздуховод требуется установка дополнительной перегородки в воздуховоде, на которой фильтр будет закреплен. Перегородки будут создавать дополнительное аэродинамическое сопротивление потоку воздуха, а также усложнять установку фильтра в воздуховод в целом.
[0006] Помимо этого, известны трехмерный нетканый материал, фильтр и технологический процесс, раскрытые в заявке CN 102002820 A (опубл. 06.04.2011 г.; МПК: B01D 39/08; D04H 1/56; D04H 3/16). Волокнистый материал содержит группу полимерных нитей с выдуванием из расплава и полимерную нить с выдуванием из расплава, протянутую через группу. Группа включает в себя несколько слоев, и каждый из нескольких слоев обычно ориентирован в продольном и широтном измерениях. Проходящие нити обычно ориентированы на глубину и протягиваются по меньшей мере через один слой массы. Способ изготовления выдуваемых из расплава полимерных нитей включает: изготовление первого набора выдуваемых из расплава полимерных нитей, сбор первого набора полимерных нитей на вращающемся устройстве для сбора с образованием трубчатой группы нитей, имеющей множество слоев, и нанесение второго набора выдуваемых из расплава полимерных нитей на группу нитей.
[0007] Первый недостаток заключается в том, что в аналоге расплавленные волокна прижимаются роликом для формирования каркаса фильтра. Это может испортить структуру волокон и фильтрующего материала в целом.
[0008] Еще одним известным техническим решением являются изделия, выдуваемые из расплава, и способы их формования, описанные в заявке на выдачу патента US 2023193535 A1 (опубл. 22.06.2023 г.; МПК: B01D 39/16; D04H 1/4291; D04H 1/435; D04H 1/4382; D04H 1/56; D04H 3/016; D04H 3/16). Изделие включает смешанный полимер, содержащий аморфный термопластичный полимер и термопластичный полукристаллический полимер, причем каждый из полимеров, по существу, смешивается с другим и смешивается при массовом соотношении аморфный полимер/полукристаллический полимер, превышающем от 0,05 до примерно 20, образует выдуваемый из расплава нетканый материал, по существу, не имеющий дефектов с длинные волокна одинакового диаметра. Эффективность нетканых материалов, используемых в качестве фильтра, может превышать 95% при перепаде давления менее 2 мм рт.ст. даже после воздействия высоких температур (70°C) в течение часа или более.
[0009] Помимо этого, из уровня техники известен материал для воздушного фильтра из нановолокон с электроформованием и низким сопротивлением, раскрытые в заявке CN 106237717 A (опубл. 21.12.2016 г.; МПК: B01D39/14; B01D39/16; D01D5/00; D04H1/728). Фильтрующий материал имеет многослойную структуру, образованную попеременным размещением нетканых материалов с нитевидным соединением и нановолокон; благодаря использованию электростатической прядильной насадки бесконтактного типа и синхронной комбинированной технологии электростатического прядения и электростатического распыления получается композитная пленка нановолокно/микросфера; вращающийся роторный барабан используется в качестве приемного устройства, а нетканый материал, скрепленный прядением, используется в качестве приемной матрицы, так что получается композиционный материал нановолокно/нетканый материал; слой нетканого материала, скрепленного прядением, покрывает поверхность композиционного материала, нановолокно/нетканый материал для образования многослойной структуры с пряденым - склеенные нетканые материалы и нановолокна, которые расположены поочередно; многослойная структура склеивается для получения эффективного и низкоомного материала воздушного фильтра из нановолокон с электроформованием.
[0010] Общим недостатком всех ранее упомянутых фильтров является то, что они выполнены в форме цилиндра. Ввиду этого, для помещения их в воздушный канал требуется или изготавливать воздуховод с большим диаметром или фильтр с меньшим диаметром, чем диаметр воздушного канала. Таким образом, уменьшается площадь очистки воздуха и, как следствие, снижается срок эксплуатации фильтра, т.е. требуются более частые его замены. Также для их установки в воздуховод требуется установка дополнительной перегородки в воздуховоде, на которой фильтр будет закреплен. Перегородки будут создавать дополнительное аэродинамическое сопротивление потоку воздуха, а также усложнять установку фильтра в воздуховод в целом.
[0011] Также из уровня техники известен бескаркасный канальный фильтр по патенту RU 193889 U1 (опубл. 19.11.2019 г.; МПК: B01D 46/52; F24F 13/28; B60H 3/06). Бескаркасный канальный фильтр содержит меньшее основание с направляющим кольцом, большее основание фильтра в форме кольца с бортиком и внутренним вспомогательным элементом, при этом по наружной поверхности бортика большего основания закреплено уплотнительное кольцо, гофрированный фильтр-материал с углом раскрытия 10-15 градусов, причем гофрированный фильтр-материал герметично соединен с основаниями и выполнен постепенно расширяющимся от меньшего основания к большему основанию. Технический результат заключается в повышении удобства установки бескаркасного канального фильтра в воздушный канал, за счет оптимального расположения поверхностей гофрированного фильтр-материала в замкнутом пространстве воздушного канала и наличия элементов (внутреннего вспомогательного элемента, уплотнительного кольца) повышающих удобство установки фильтра.
[0012] Недостаток данного аналога заключается в том, что фильтрующий материал является жестким волокном. В частности, может использоваться пластиковое полиэстер полотно, стеклопластик, бумажные фильтрующие материалы, металлическая сетка или металлическая пена. Однако, данный фильтр не может быть промыт после засорения и использован повторно пользователем. В связи с этим, значительно снижается срок его эксплуатации.
Сущность изобретения
[0013] Задачей настоящего изобретения является создание объемного фильтра из нетканого самонесущего материала, а также разработка способа его изготовления, которые обеспечивают повышение срока эксплуатации фильтра.
[0014] Данная задача решается заявляемым изобретением за счет достижения таких технических результатов, как повышение срока эксплуатации фильтра, в том числе за счет возможности его повторного применения после засорения, а также благодаря увеличению эффективной площади фильтрации. Заявленный технический результат достигается в том числе, но не ограничиваясь, благодаря:
• полимерному материалу, обеспечивающему возможность многократного мытья фильтра под водой после его засорения;
• переменному сечению фильтра, благодаря чему повышается эффективная площадь фильтрации.
[0015] Более полно, технический результат достигается объемным фильтром из нетканого самонесущего материала, включающим нижнее основание, верхнее основание и фильтрующий элемент, размещенный между основаниями. Фильтрующий элемент образован из полимерных несущих волокон и включает полимерные фильтрующие волокна, диаметр которых по крайней мере на порядок меньше диаметра несущих волокон. При этом несущие и фильтрующие волокна хаотично переплетены друг с другом, а несущие волокна образуют связный трехмерный каркас фильтрующего элемента, поперечное сечение которого выполнено сужающимся от верхнего основания к нижнему.
[0016] Нижнее и верхнее основания необходимы для организации потока воздуха (его ограничения или пропуска) через фильтрующий элемент. То, что фильтрующий элемент образован из полимерных несущих волокон, позволяет создать жесткий прочный каркас фильтрующего элемента необходимой формы. Фильтрующие полимерные волокна в нем, в свою очередь, необходимы для механической очистки воздуха. Причем то, что волокна именно полимерные необходимо в том числе для возможности мытья фильтра после его засорения, что увеличивает длительность его эксплуатации. Диаметр фильтрующих волокон должен быть по крайней мере на порядок меньше диаметра несущих волокон. Это необходимо для баланса между эффективной очисткой и аэродинамическим сопротивлением на фильтре. Поперечное сечение фильтрующего элемента должно быть выполнено сужающимся от верхнего основания к нижнему. Это обеспечивает увеличение эффективной площади фильтрации воздуха и позволяет размещать данный фильтр в воздушные каналы.
[0017] Отношение диаметров несущих волокон к диаметрам фильтрующих может составлять не менее чем 50:1.
[0018] Толщина фильтрующего элемента может составлять не менее 3 мм.
[0019] Волокна в объеме фильтрующего элемента могут быть распределены таким образом, что их плотность в объеме фильтра различна и увеличивается от нижнего основания к верхнему основанию.
[0020] Нижнее и верхнее основания могут быть выполнены из пенополиуретановой заливки.
[0021] Несущие и фильтрующие волокна могут быть выполнены полипропиленовыми.
[0022] Также технический результат достигается способом изготовления объемного фильтра. Согласно способу, сначала формируют расплавленные полимерные нити путем экструзии. Затем выдувают расплавленные полимерные несущие волокна на приемную поверхность, формируя несущие волокна. После этого укладывают слоями расплавленные полимерные несущие волокна на приемной поверхности. При этом выполняют возвратно-поступательное движение в направлении, перпендикулярном направлению выдува указанных волокон, и вращательное движение при помощи приемной поверхности. Причем используют приемную поверхность переменного сечения. После уложения по крайней мере одного слоя несущих волокон, формируют полимерные фильтрующие волокна путем электроформования. Затем осаждают полимерные фильтрующие волокна на слоях несущих волокон. Причем осуществляют выдув расплавленных полимерных несущих волокон и осаждение полимерных фильтрующих волокон до образования связного трехмерного каркаса. После этого разрезают связный трехмерный каркас, формируя фильтрующий элемент, поперечное сечение которого выполнено сужающимся. На фильтрующий элемент устанавливают нижнее и верхнее основания.
[0023] Изготовление фильтра из полимерных волокон позволяет мыть фильтр после его засорения, что увеличивает длительность его эксплуатации. Переменное сечение приемной поверхности позволяет изготавливать фильтры, поперечное сечение которых постепенно сужается. Благодаря этому увеличивается эффективная площадь фильтрации воздуха.
[0024] Для изготовления фильтра в форме усеченного конуса могут использовать приемную поверхность, которая выполнена в виде множества усеченных конусов. При этом для производства множества таких фильтров одновременно могут размещать усеченные конусы попеременно так, что соприкасающиеся поверхности двух соседних конусов являются поочередно меньшим и большим основанием усеченного конуса. В этом случае разрезать сформированный трёхмерный каркас могут в местах соприкосновения двух соседних усеченных конусов.
[0025] На этапе выдува полимерных нитей могут выдувать закрученную струю воздуха.
[0026] В процессе формирования волокон могут регулировать диаметр полимерных волокон так, что отношение диаметров несущих волокон к диаметрам фильтрующих составляет не менее чем 50:1.
[0027] Возвратно-поступательные движения приемной поверхности могут выполнять с постоянной частотой так, что волокна в объеме фильтра распределены таким образом, что их плотность в объеме фильтра различна и увеличивается от нижнего основания к верхнему основанию.
[0028] Нижнее и верхнее основания могут устанавливать путем заливки торцов фильтрующего элемента полиуретановой системой.
[0029] В качестве материала несущих и фильтрующих волокон могут использовать полипропилен.
Описание чертежей
[0030] Объект притязаний по настоящей заявке описан по пунктам и чётко заявлен в формуле изобретения. Упомянутые выше задачи, признаки и преимущества изобретения очевидны из нижеследующего подробного описания, в сочетании с прилагаемыми чертежами, на которых показано:
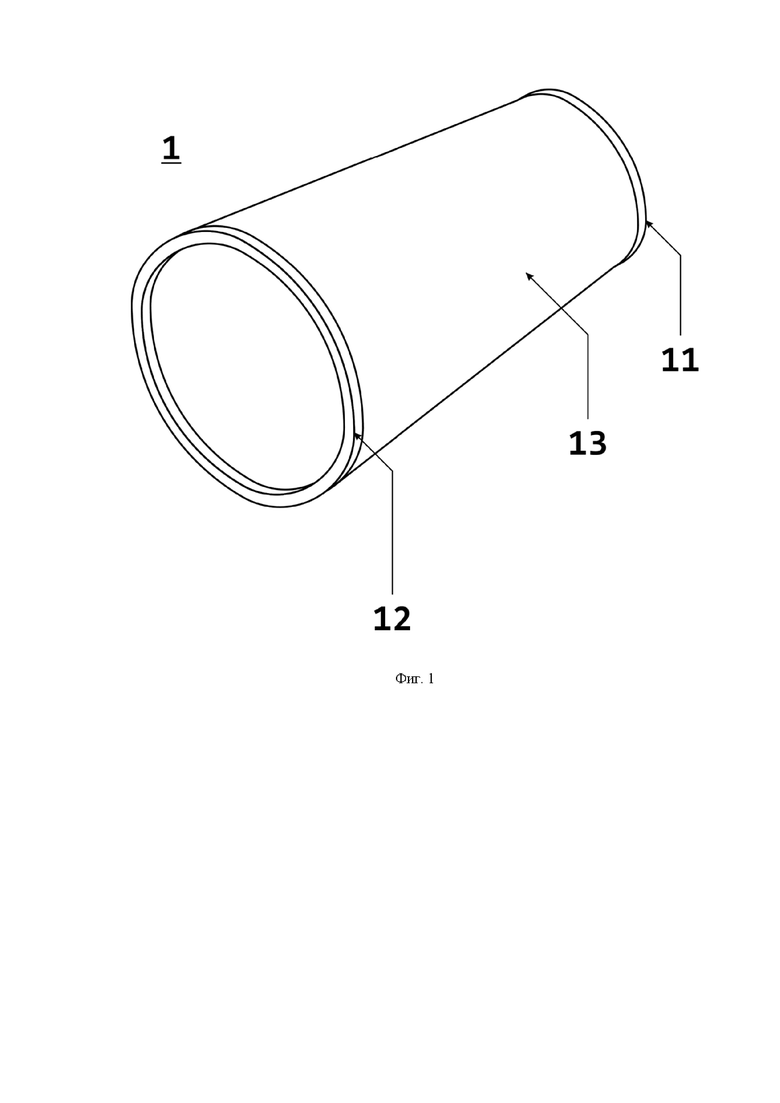
[0031] На Фиг. 1 представлен изометрический вид объемного фильтра, согласно настоящему изобретению.
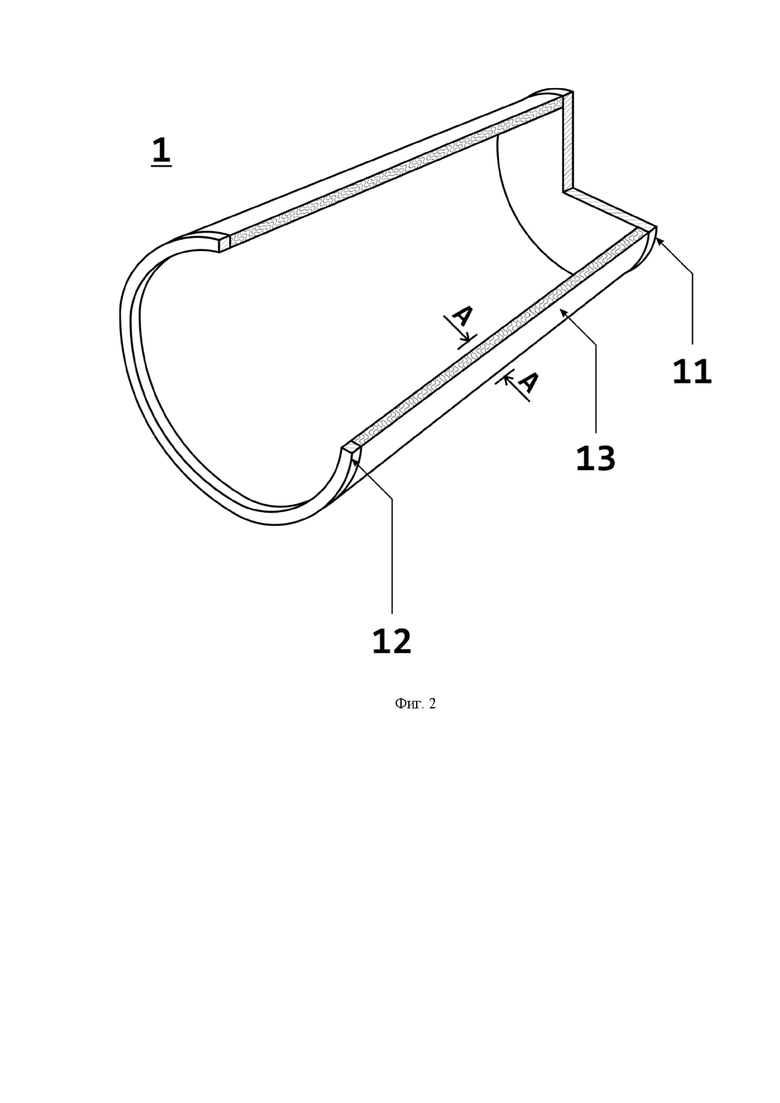
[0032] На Фиг. 2 представлен изометрический вид объемного фильтра в разрезе, согласно настоящему изобретению.
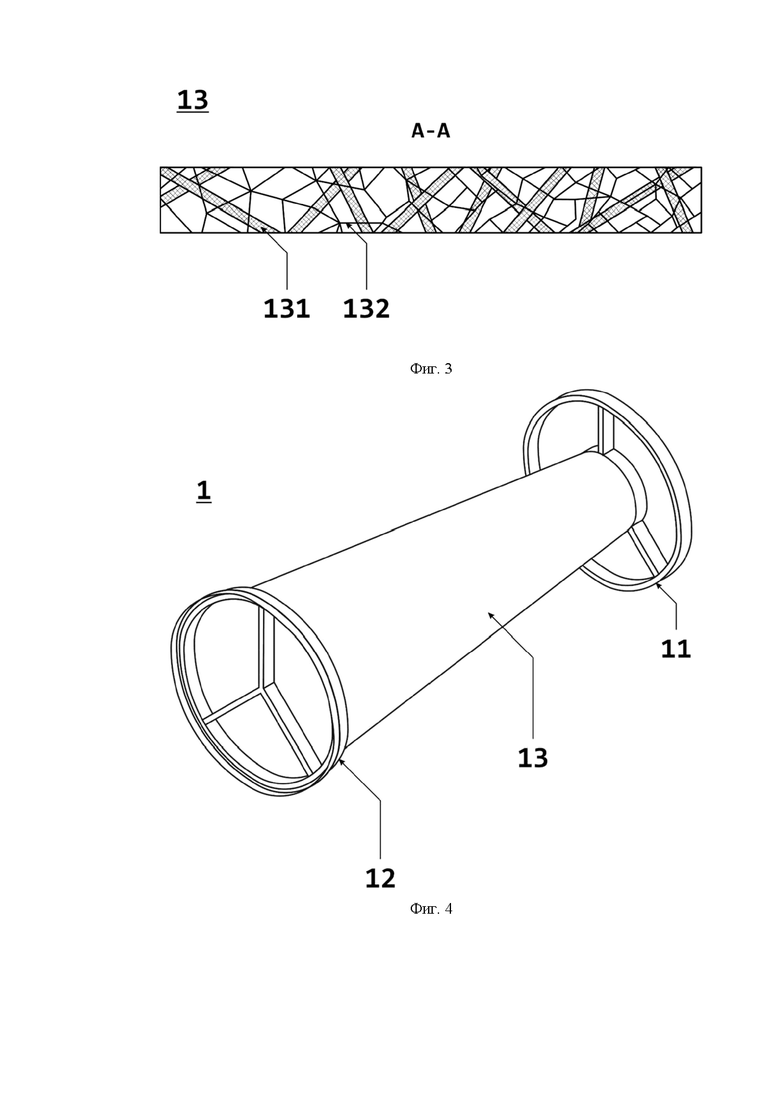
[0033] На Фиг. 3 представлен разрез, обозначенный на Фиг. 2, показывающий схематичный вид структуры из полимерных несущих и фильтрующих волокон, согласно настоящему изобретению.
[0034] На Фиг. 4 представлен иной вариант выполнения оснований объемного фильтра, согласно настоящему изобретению.
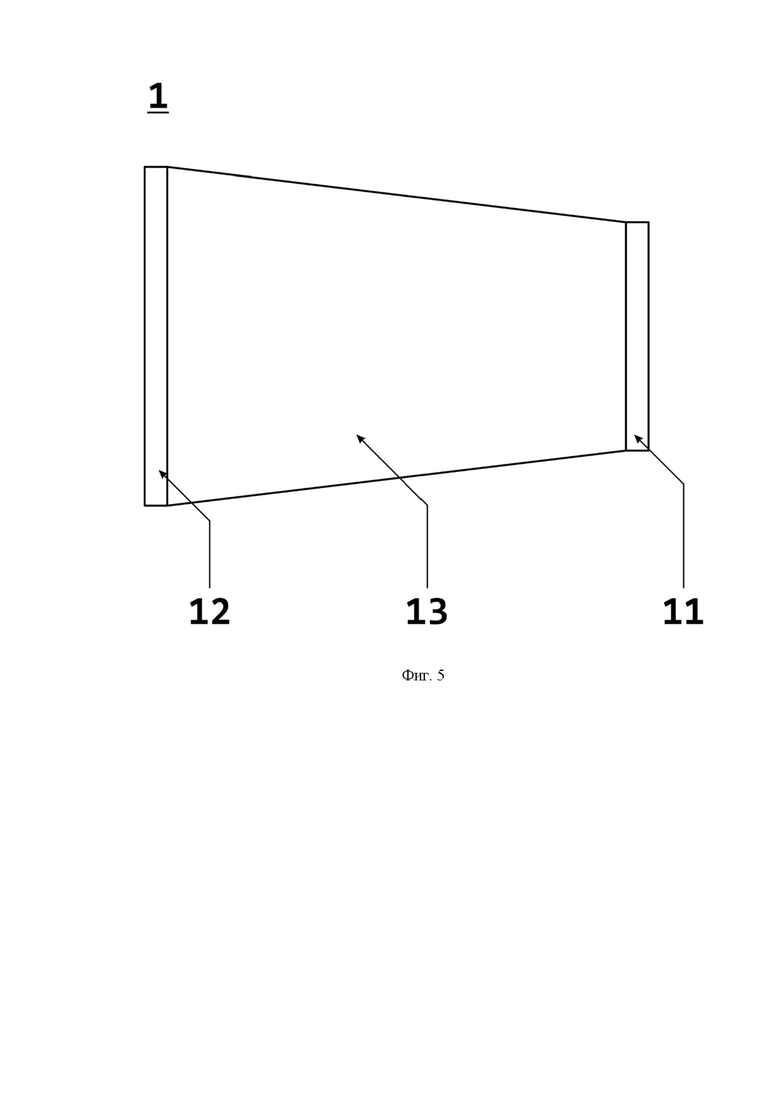
[0035] На Фиг. 5 представлен схематичный вид объемного фильтра в виде сбоку, согласно настоящему изобретению.
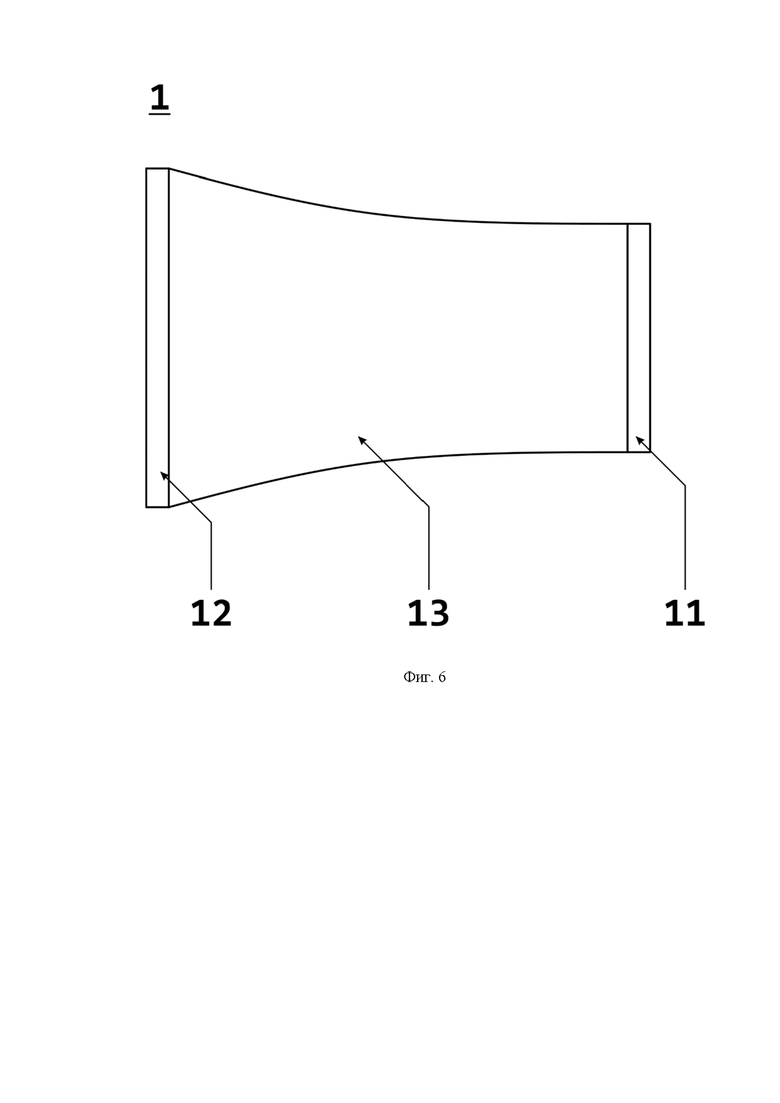
[0036] На Фиг. 6 представлен схематичный вид объемного фильтра в виде сбоку в ином варианте реализации, согласно настоящему изобретению.
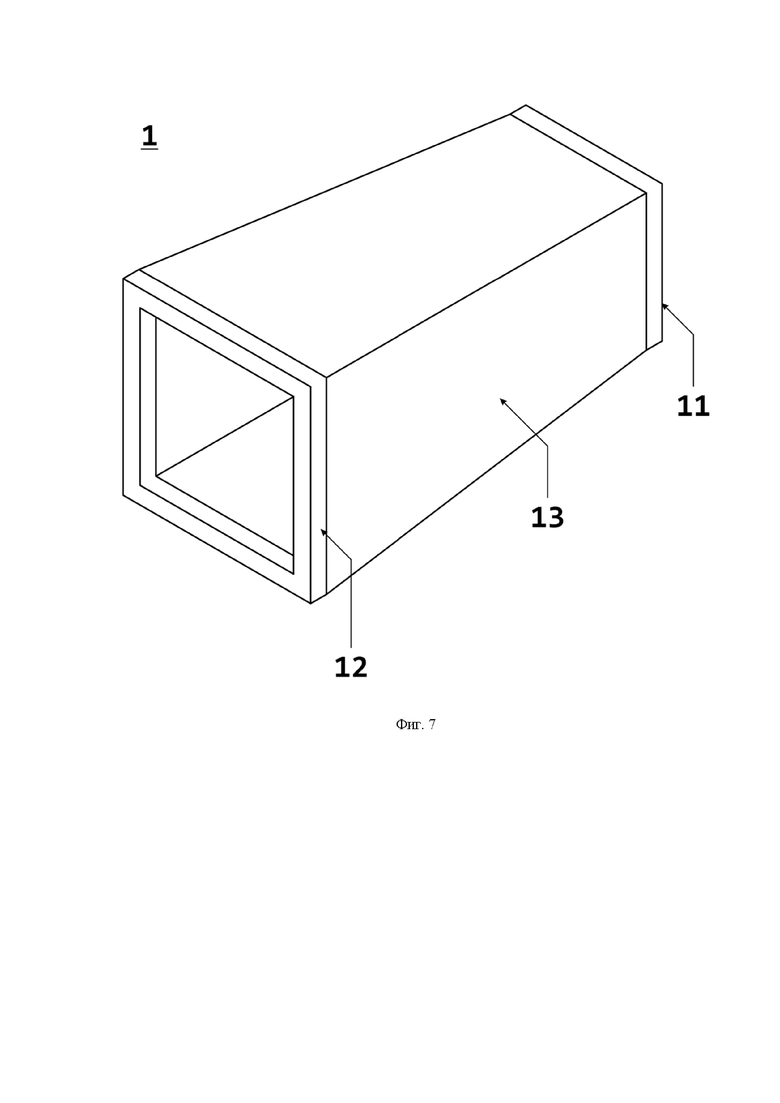
[0037] На Фиг. 7 представлен изометрический вид объемного фильтра в форме усеченной пирамиды, согласно настоящему изобретению.
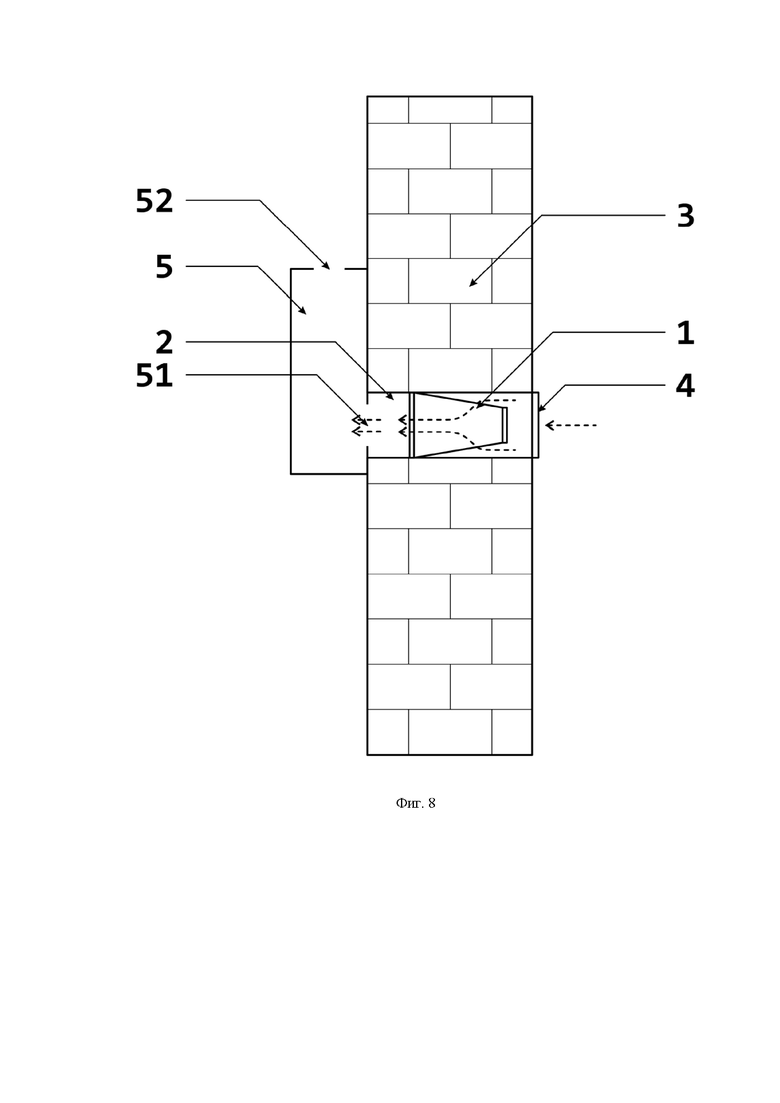
[0038] На Фиг. 8 представлен схематичный объемного фильтра, установленного в воздушный канал, согласно настоящему изобретению.
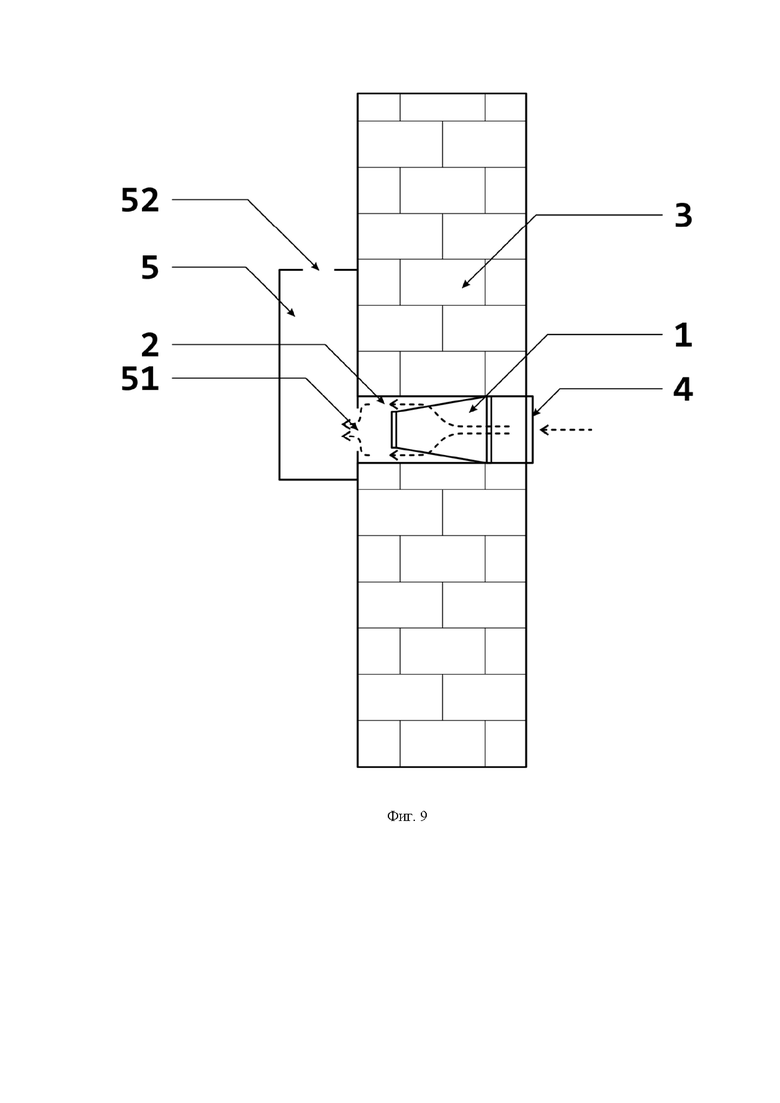
[0039] На Фиг. 9 представлен схематичный объемного фильтра, установленного в воздушный канал в ином направлении, согласно настоящему изобретению.
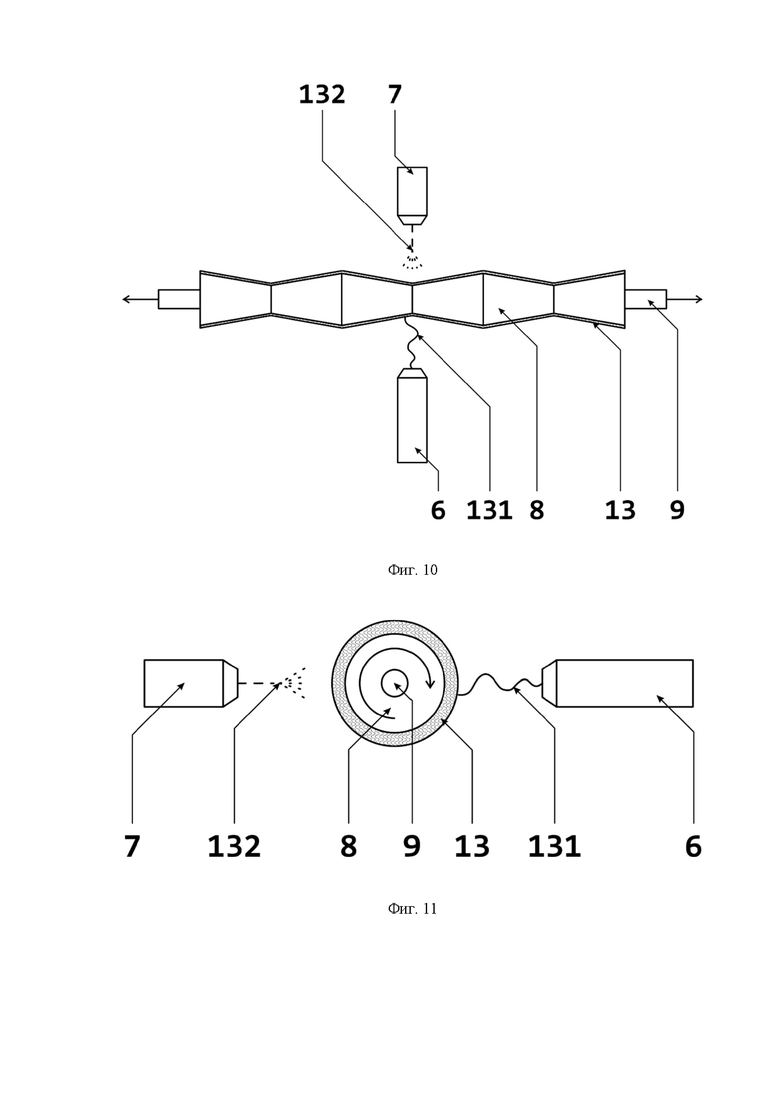
[0040] На Фиг. 10 представлен схематичный вид технологической линии изготовления объемного фильтра в виде сверху, согласно настоящему изобретению.
[0041] На Фиг. 11 представлен схематичный вид технологической линии изготовления объемного фильтра в виде сбоку, согласно настоящему изобретению.
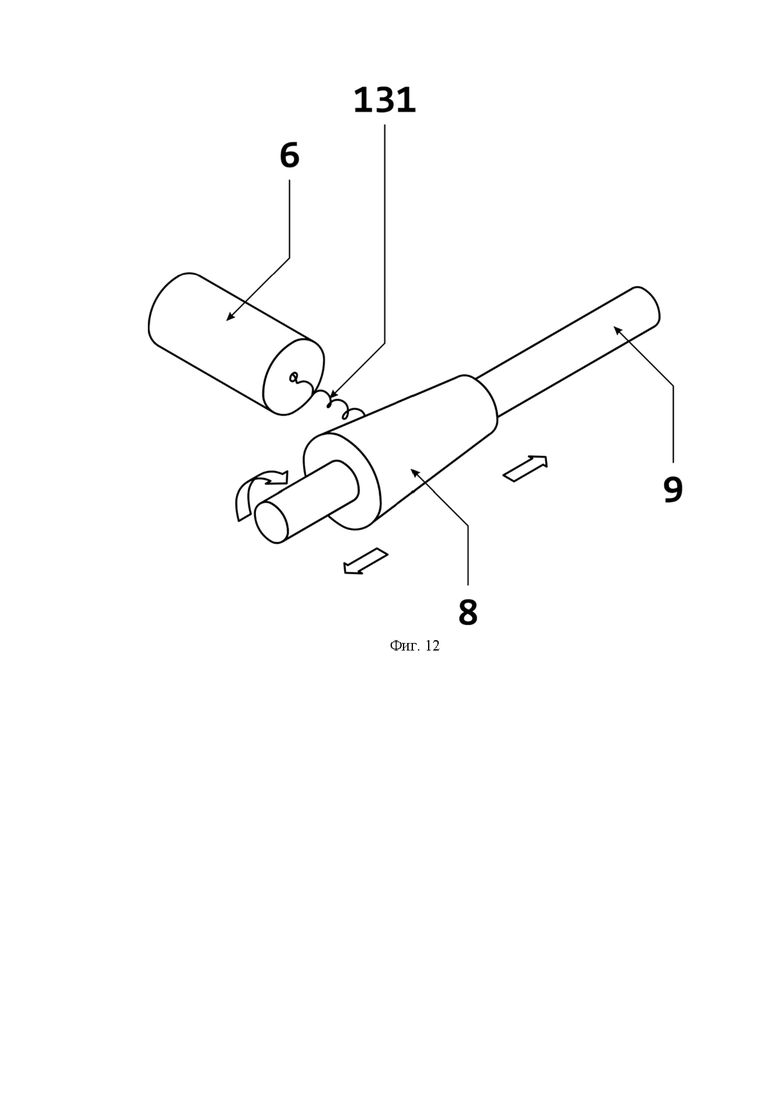
[0042] На Фиг. 12 представлен изометрический схематичный вид процесса укладки несущих волокон на приемную поверхность в виде усеченного конуса, согласно настоящему изобретению.
[0043] Данные фигуры поясняются следующими позициями:
Позиция 1 - объемный фильтр;
Позиция 11 - нижнее основание;
Позиция 12 - верхнее основание;
Позиция 13 - фильтрующий элемент;
Позиция 131 - полимерные несущие волокна;
Позиция 132 - полимерные фильтрующие волокна;
Позиция 2 - воздушный канал;
Позиция 3 - стена;
Позиция 4 - воздухозаборная решетка;
Позиция 5 - воздухоочистительное устройство;
Позиция 51 - отверстие для ввода воздуха в воздухоочистительное устройство;
Позиция 52 - отверстие для вывода воздуха из воздухоочистительного устройства;
Позиция 6 - экструдер;
Позиция 7 - устройство электроформования;
Позиция 8 - приемная поверхность;
Позиция 9 - вал.
Подробное описание изобретения
[0044] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту, очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[0045] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[0046] Используемый в описании технического решения термин «фильтр» подразумевает под собой всю конструкцию объемного фильтра, т.е. под этим термином подразумевается сочетание фильтрующего элемента и удерживающих элементов. Термин «фильтрующий элемент» обозначает элемент фильтра, на котором происходит осаждение пыли и мелкого мусора, т.е. не представляет собой всю конструкцию фильтра, а лишь его очищающую часть. При этом описанный далее объемный фильтр может применяться как в воздуховодах систем вентиляции, так и в воздушных каналах приточных клапанов или приточных, или приточно-рециркуляционных установок. Также важно отметить, что он применим как в каналах с прямоугольным поперечным сечением, так и с круглым.
[0047] На Фиг. 1 представлен изометрический вид объемного фильтра 1 из нетканого самонесущего материала, согласно настоящему изобретению. Данный фильтр 1 включает нижнее основание 11, верхнее основание 12 и фильтрующий элемент 13, размещенный между основаниями 11, 12. Как показано на Фиг. 2 и Фиг. 3, фильтрующий элемент 13 образован из полимерных несущих волокон 131 и включает полимерные фильтрующие волокна 132. При этом диаметр фильтрующих волокон 132 по крайней мере на порядок меньше диаметра несущих волокон 131. Как видно на Фиг. 3, несущие 131 и фильтрующие 132 волокна хаотично переплетены друг с другом. Несущие волокна 131 при этом образуют связный трехмерный каркас фильтрующего элемента 13, поперечное сечение которого выполнено сужающимся от верхнего основания к нижнему.
[0048] Выполнение фильтрующего элемента 13 из полимерных волокон 131, 132 позволяет значительно увеличить срок эксплуатации фильтра 1, благодаря возможности промывания фильтра 1 после его засорения. Также важно при этом то, что сечение фильтрующего элемента 13 выполнено сужающимся от верхнего основания к нижнему, позволяет увеличить эффективную площадь очистки воздуха, а также устанавливать данный фильтр 1 в воздушные каналы приточных установок, не создавая чрезмерное аэродинамическое сопротивление. Так, в случае, если фильтрующий элемент 13 выполнен с постоянным поперечным сечением, для помещения его в канал 2 площадь поперченного сечения фильтрующего элемента 13 должна быть меньше, чем площадь поперечного сечения канала 2, чтобы обеспечить проход воздуха через фильтрующий элемент 13. Причем, для обеспечения нормального расхода воздуха и избежать значительных перепадов давления на фильтре 1, поперечные сечения должны отличаться примерно в два раза (так поток воздуха, входящему в фильтр 1 будет равным потоку воздуха, выходящему из него). Более того, для установки такого фильтрующего элемента 13 в канал 2 будет необходимо установить стенку для фиксации, которая также будет создавать дополнительное аэродинамическое сопротивление. В то время как фильтрующий элемент 13, выполненный расширяющимся, может иметь большее основание с поперечным сечением таким же, как и поперечное сечение канала 2. В результате снизиться аэродинамическое сопротивление в канале, а также увеличится эффективная площадь фильтрации.
[0049] Нижнее основание 11 является основанием, размещенным дальше по потоку воздуха. Нижнее основание 11 фильтра 1 должно быть выполнено закрытым, чтобы воздух не мог проходить сквозь него.
[0050] Верхнее основание 12 является основанием, размещенным ближе по потоку воздуха. Оно 12 должно иметь то же по форме поперечное сечение, что и воздушный канал 2. При этом площадь поперечного сечения должна быть равной или примерно равной (в случае примерной равности возможен только вариант, когда верхнее основание 12 меньше поперечного сечения канала 2 для более комфортной установки фильтра в канале системы вентиляции) площади поперечного сечения воздушного канала 2 для обеспечения надежной фиксации фильтра 1 внутри.
[0051] Фактически, основания 11, 12 необходимы для фиксации фильтра 1 в канале 2, а выполнение нижнего основания 11 сплошным также необходимо для перекрытия потока воздуха. Возможны различные варианты выполнения оснований 11, 12. В частности, основания 11, 12 могут быть получены путем заливки торцов фильтрующего элемента 13 пенополиуретановой системой. В этом случае фильтр 1 выглядит, как это показано на Фиг. 1. Преимущество данного способа заключается в низкой стоимости производства и высокой скорости изготовления такой заливки. При этом важно выбрать такой пенополиуретановую систему, температура плавления которой ниже, чем температура плавления полимерных волокон 131, 132. В противном случае, в процессе заливки фильтрующий элемент 13 может быть поврежден. При этом такая заливка не нуждается в дополнительной фиксации, а сама прилипает к фильтрующему элементу 13. Помимо этого, может быть выполнена окантовка торцов верхнего основания 12, что обеспечивает плотность прилегания фильтра 1 к стенкам воздушного канала 2, а также помогает предотвратить вымывание фильтрующего материала и увеличить его долговечность.
[0052] В ином варианте основания 11, 12 могут быть выполнены сложной формы с использованием пресс-формы или иным способом из пластика. Пример таких оснований 11, 12 представлен на Фиг. 4. Данные основания 11, 12 сложной формы могут быть приклеены к фильтрующему элементу, например, клеем герметиком. Как видно на Фиг. 4, большее основание (верхнее основание 12) фильтра 1 выполнено в форме кольца с бортиком. Наличие у кольца бортика обеспечивает возможность быстрой и плотной установки фильтра 1 в воздушном канале 2 системы вентиляции. На бортик может дополнительно быть наклеенно уплотнительное кольцо, что приводит к повышению удобства установки. Меньшее основание (нижнее основание 11) также включает направляющее кольцо, что позволяет более надежно зафиксировать фильтр 1 в канале 2, а также позволяет держать его при установке, что облегчает установку/извлечение фильтра 1. Также большее основание может дополнительно включать внутренний вспомогательный элемент, который позволяет удобно, быстро, без перекосов и повреждения бескаркасного канального фильтра плотно установить фильтр 1 в воздушный канал 2 системы вентиляции. Представленные на Фиг. 4 формы оснований 11, 12 хотя и облегчают установку фильтра 1 в канал 2 и увеличивают плотность крепления, однако являются кране дорогими в производстве и затрачивают много времени на изготовление.
[0053] Фильтрующий элемент 13 в воздушном фильтре 1 предназначен для непосредственного улавливания частиц и загрязнений из воздуха. В рамках настоящего изобретения фильтрующий элемент 13 имеет микропористую структуру, созданную несущими волокнами 131, и нанопористую структуру, созданную фильтрующими волокнами 132. Микропористая структура несущих волокон 131 позволяет воздуху проходить через фильтр 1, не создавая чрезмерное аэродинамическое сопротивление, а наноструктура из фильтрующих волокон 132 позволяет улавливать частицы из проходящего потока воздуха. При этом фильтрующие волокна 132 осуществляют механическую фильтрацию воздуха. Однако, настоящий фильтр 1 может также применяться для фильтрации с использованием электростатического захвата. В зависимости от дополнительных технологий, фильтрующий элемент 13 может быть обработан так, чтобы обладать электростатическими свойствами для улучшения захвата частиц. Помимо этого, волокна 132 могут быть обработаны антимикробными добавками для обеззараживания воздуха. В минимальном варианте, настоящий фильтр обеспечивает по крайней мере класс очистки воздуха G4.
[0054] Важно при этом, чтобы диаметр фильтрующих волокон 132 был по крайней мере на порядок меньше диаметра несущих волокон 131. Это позволяет, во-первых, увеличить поверхность фильтрации. Маленькие диаметры фильтрующих волокон 132 создают большую поверхность для фильтрации на единицу объема материала. Это позволяет увеличить количество места для задержания частиц воздуха, улучшая эффективность фильтрации. Помимо этого, это позволяет улучшить захват мелких частиц, содержащихся в воздухе. Фильтрующие волокна 132 меньшего диаметра способны более эффективно задерживать мелкие частицы, включая те, которые могут быть вредными для здоровья человека. Также это, как было сказано ранее, снижает сопротивление воздушного потока.
[0055] Оптимальным соотношением диаметров несущих волокон 131 к диаметрам фильтрующих 132 составляет не менее чем 50:1. Если снизить данное соотношение, то ухудшаться следующие эксплуатационные параметры. Во-первых, произойдет увеличение сопротивления воздушного потока. Уменьшение диаметра несущих волокон 131 может привести к более плотной структуре, что повышает сопротивление воздушного потока через фильтр. Это может увеличить энергопотребление системы вентиляции и кондиционирования воздуха. Во-вторых, снизиться прочность фильтрующего элемента 13. Более тонкие несущие волокна 131 могут быть менее прочными, что может уменьшить структурную прочность фильтра 1 в целом. Это может привести к деформации фильтра 1 и снижению срока его эксплуатации. Также уменьшение диаметра несущих волокон 131 уменьшит пространство для фильтрации, т.к. между несущими волокнами 131 будет меньше пространства для фильтрующих волокон 132. Помимо этого, это увеличит вероятность засорения фильтрующего элемента 13. Более тонкие несущие волокна 131 могут более быстро засоряться и забиваться частицами, что ухудшит проходимость воздуха и эффективность фильтрации. Более того, такой фильтрующий элемент 13 будет сложен в производстве. Изготовление фильтров 1 с очень низким отношением диаметров может быть осложнено трудностями в обработке материалов и создании стабильной структуры.
[0056] Толщина фильтрующего элемента 13 может составлять не менее 3 мм, чтобы в нем могло поместиться достаточное количество несущих волокон 131 для обеспечения прочности, а также достаточное количество фильтрующих волокон 132 для обеспечения эффективной очистки воздуха и повышения длительности эксплуатации до засорения фильтрующего элемента 13. При меньшей толщине, в частности, возможны ситуации, когда фильтр будет разрушаться под давлением воздушного потока.
[0057] Выбор материала для волокон 131, 132 фильтрующего элемента 13 зависит от множества факторов, таких как химическая стойкость, механическая прочность, стоимость, электростатические свойства и другие. Необходимые параметры зависят от условий эксплуатации. В частности, волокна 131, 132 могут быть выполнены из полипропилена. Полипропилен является легким, но прочным материалом. Он обеспечивает достаточную прочность и устойчивость к механическим воздействиям, что важно для долговечности фильтрующих элементов. Помимо этого, полипропилен можно обработать так, чтобы обладал электростатическими свойствами, что может улучшить эффективность захвата частиц воздуха. Также полипропилен является гидрофобным материалом, что предотвратить проникновение влаги в фильтрующий элемент 13. Более того, полипропилен является недорогим материалом, что может снизить общую стоимость производства фильтров. В иных вариантах могут также использоваться полиэфирные, нейлоновые, полиуретановые эластомерные и иные волокна.
[0058] Форма каркаса фильтрующего элемента 13 может быть разной. При этом важно, чтобы его поперечное сечение было выполнено сужающимся от верхнего основания 12 к нижнему 11. В частности, фильтрующий элемент 13 может быть выполнен в форме усеченного конуса. Тогда верхнее и нижнее основания 12, 11 могут иметь круглую форму, а сам фильтр 1 может применяться для круглых воздушных каналов 2. В этом случае фильтр 1 выглядит так, как это показано на Фиг. 1 и Фиг. 2. Также на Фиг. 5 представлен фильтр 1 в форме усеченного конуса в виде сбоку. В этом случае поперечное сечение линейно увеличивается по длине фильтра 1. Также возможен вариант выполнения с нелинейно сужающимся поперечным сечением, как это показано на Фиг. 6.
[0059] Помимо этого, настоящее изобретение, как говорилось ранее, применимо также и для фильтров 1 с прямоугольным поперечным сечением, применимых в прямоугольных воздушных каналах 2. Так, на Фиг. 7 представлен фильтр 1, имеющий квадратное поперечное сечение, в изометрическом виде. Тогда верхнее и нижнее основания 12, 11 могут иметь квадратную форму.
[0060] На Фиг. 8 представлен схематичный вид размещения настоящего фильтра 1 в воздушном канале 2 с изображением воздушного потока в первом варианте размещения. В данном случае, поток воздуха (обозначен пунктирной линией) проходит через внешнюю боковую поверхность фильтрующего элемента 13. Затем воздух проходит через волокна 131, 132, входя в него со стороны его внешней поверхности и выходя со стороны внутренний поверхности. После этого поток воздуха выходит через верхнее основание 12, выполненное открытым.
[0061] Иной вариант размещения показан на Фиг. 9. В этом случае поток воздуха (обозначен пунктирной линией) проходит через проходит через открытое верхнее основание 12. Затем воздух проходит через волокна 131, 132, входя в фильтрующий элемент 13 со стороны его внутренней поверхности и выходя со стороны внешней поверхности.
[0062] Настоящий фильтр 1 может быть изготовлен в соответствии со способом изготовления объемного фильтра 1, который схематично изображен на Фиг. 10, Фиг. 11 и Фиг. 12. Сначала формируют расплавленные полимерные нити путем экструзии (при помощи экструдера 6). Затем выдувают расплавленные полимерные несущие волокна 131 на приемную поверхность 8, формируя несущие волокна 131. После этого укладывают слоями расплавленные полимерные несущие волокна 131 на приемной поверхности 8. При этом выполняют возвратно-поступательное движение в направлении, перпендикулярном направлению выдува указанных волокон 131, и вращательное движение при помощи приемной поверхности 8. Причем используют приемную поверхность 8 переменного сечения. После уложения по крайней мере одного слоя несущих волокон 131, формируют полимерные фильтрующие волокна 132 путем электроформования (при помощи устройства электроформования 7). Затем осаждают полимерные фильтрующие волокна 132 на слоях несущих волокон 131. Причем осуществляют выдув расплавленных полимерных несущих волокон 131 и осаждение полимерных фильтрующих волокон 132 до образования связного трехмерного каркаса. После этого разрезают связный трехмерный каркас, формируя фильтрующий элемент 13, поперечное сечение которого выполнено сужающимся. На фильтрующий элемент 13 устанавливают нижнее 11 и верхнее основания 12. В результате получают объемный фильтр 1 из нетканого самонесущего материала, обеспечивающий повышенный срок эксплуатации.
[0063] Для изготовления фильтра 1 в форме усеченного конуса могут использовать приемную поверхность 8, которая выполнена в виде множества усеченных конусов, как это показано на Фиг. 12. При этом для производства множества таких фильтров 1 одновременно могут размещать усеченные конусы попеременно так, что соприкасающиеся поверхности двух соседних конусов являются поочередно меньшим и большим основанием усеченного конуса, как это показано на Фиг. 10. В этом случае разрезать сформированный трёхмерный каркас могут в местах соприкосновения двух соседних усеченных конусов.
[0064] Для производства фильтра 1 в форме усеченной пирамиды, показанного на Фиг. 7, необходимо, соответственно формировать приемную поверхность 8 из множества усеченных пирамид. То же касается и производства фильтра 1, поперечное сечение которого сужается нелинейно.
[0065] Для укладки полимерных несущих волокон 131 могут выдувать закрученную струю воздуха, в частности могут это делать коаксиальным вращающимся потоком воздуха. Тогда расплавленные волокна 131 ориентируются в пространстве в виде колец. Эти кольца затем слоями укладываются на приемной поверхности 8. Это позволяет создать микроструктуру поверхности, что улучшает эффективность фильтрации, обеспечивает хорошее сцепление между волокнами 131 и придает необходимую жесткость изготовленному фильтру 1.
[0066] Как говорилось ранее, предпочтительно, чтобы отношение диаметров несущих волокон 131 к диаметрам фильтрующих 132 составляло не менее, чем 50:1. Регулировать этот диаметр могут при помощи фильеры экструдера 6. При этом средний диаметр несущих волокон 131 задается размером фильеры экструдера 6, через которую выдавливают расплавленную полимерную нить, характеристиками потока воздуха, раздувающего нить в несущие волокна 131, а также температурой материала нити на выходе из фильеры, и может варьироваться в диапазоне от 10 до 300 мкм. При этом следует отметить, что в более узком диапазоне (в пределах одного порядка) средний диаметр несущих волокон 131 можно регулировать только за счет изменения характеристик потока воздуха.
[0067] Также важно отметить, что осаждение несущих волокон 131 на приемную поверхность 8 предпочтительно осуществлять в диапазоне температур, обеспечивающем монолитное термоскрепление между собой в процессе остывания минимум двух последовательно осаждаемых на приемную поверхность 8 слоев из волокон 131 и не позволяющем более горячему осаждаемому несущему волокну 131 глубоко проникать в ранее сформированный волокнистый материал (в частности, для полипропилена, волокно 131 в момент укладки на поверхность предыдущего слоя должно иметь температуру в пределах 180-250°C). Кроме того, изменением скорости вращения и возвратно-поступательных движений приемной поверхности 8, а также скорости осаждения на него волокон 131 возможно получение различной плотности каркаса фильтра 1 по толщине. Под термином «монолитное» понимается, что плотность каркаса фильтра 1 в зоне соединения соседних слоев волокон 131 приблизительно такая же, как и в самих слоях, то есть отсутствует выраженная граница между соседними слоями осажденных волокон 131.
[0068] В частности, возвратно-поступательные движения приемной поверхности 8 могут выполнять с постоянной частотой так, что волокна 131, 132 в объеме фильтра распределены таким образом, что их плотность в объеме фильтра 1 различна и увеличивается от нижнего основания 11 к верхнему основанию 12. Это позволяет не усложнять производства, задавая сложную частоту возвратно-поступательного движения приемной поверхности 8. При этом аэродинамика сужающегося фильтра 1 такова, что даже при одинаковой плотности по всей поверхности, воздух практически не доходит до более узких участков фильтра 1.
[0069] Помимо этого, от поверхности фильтра 1, обращенной к входящему потоку очищаемой среды, к поверхности фильтра 1, через которую выходит очищаемая среда.
[0070] Одновременно с осаждением на приемную поверхность 8 несущих волокон 131 в получаемый из них слой при помощи устройства 7 осаждают фильтрующие волокна 132, полученные электроформованием волокнистых материалов (electrospinning), имеющие средний диаметр в диапазоне от 20 до 1000 нм. При этом скорость осаждения фильтрующих волокон 132 могут изменять в течение всего времени изготовления фильтра 1 таким образом, чтобы их плотность в объеме фильтра 1 увеличивалась от поверхности фильтра 1, обращенной к входящему потоку очищаемой среды к поверхности фильтра 1, через которую выходит очищаемая среда. В случае если эксплуатация фильтра предполагает направление потока очищаемой среды изнутри наружу, скорость осаждения волокон 132 в процессе изготовления увеличивают, иначе - уменьшают. Это позволяет улучшить эффективность фильтрации, т.к. более высокая плотность волокон ближе к входу может помочь лучше задерживать крупные частицы, тогда как менее плотный слой ближе к выходу может обеспечивать более легкий проход для очищенного воздуха. Помимо этого, это позволяет оптимизировать аэродинамическое сопротивление потока. Также контролируемое изменение скорости осаждения фильтрующих волокон 132 в объем несущих волокон 131 позволяет получать фильтр 1, имеющий локальную по толщине фильтрующую способность, увеличивающуюся в объеме фильтра 1 в направлении прохождения очищаемой среды через него.
[0071] Настоящий объемный фильтр является самонесущим и обеспечивает стабильно высокое качество очистки воздуха или газов в течение длительного времени. Эксплуатировать его возможно при температуре воздуха от -40°С до +50°С и при относительной влажности воздуха до 95%.
[0072] Важно отметить, что любые дополнительные элементы (признаки) объемного фильтра 1, согласно настоящему изобретению, могут использоваться как все одновременно, так по отдельности и в любой комбинации. При их включении в фильтр 1 будут достигаться описанные дополнительные технические результаты. Более того, дополнительные этапы способа изготовления фильтра 1 могут также рассматриваться в качестве дополнительных функций дополнительных или основных элементов фильтра 1.
[0073] Настоящий объемный фильтр 1, помимо ранее описанного размещения в воздушном канале 2 приточной или приточно-рециркуляционной установки, может также применяться и в обычных комнатных устройствах, предназначенных только для очистки рециркуляционного воздуха внутри помещения. В частности, фильтры из полимерных материалов могут применяться в сочетании с блоками зарядки для осуществления электростатической очистки воздуха в помещении, а также в сочетании с другими фильтрами в иных типах установок, например, осуществляющих механическую очистку воздуха. Также они могут быть установлены не в воздушных каналах, в размещены внутри крупногабаритных воздухоочистительных установок внутри вентиляционных воздуховодов или подключенных к вентиляционным воздуховодам. При этом они могут использоваться как по одному, так и формировать каскад из фильтров.
[0074] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛИМЕРНЫХ ВОЛОКОН И ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ, ВКЛЮЧАЮЩИХ МНОЖЕСТВО ПОЛИМЕРНЫХ КОМПОНЕНТОВ, В ЗАМКНУТОЙ СИСТЕМЕ | 2008 |
|
RU2384659C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ФИЛЬТРОВАНИЯ | 2001 |
|
RU2281146C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА ИЗ ТЕРМОПЛАСТОВ | 2008 |
|
RU2388854C2 |
| ПРОНИЦАЕМАЯ ЛЕНТА ДЛЯ ПОЛУЧЕНИЯ НЕТКАННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2520935C2 |
| Объемный фильтр из нетканого самонесущего материала | 2016 |
|
RU2639702C2 |
| ПРОНИЦАЕМАЯ ЛЕНТА ДЛЯ ПОЛУЧЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2663407C2 |
| ФИЛЬТРУЮЩИЙ МОДУЛЬ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТИ (ВАРИАНТЫ) | 2012 |
|
RU2538746C2 |
| ПРОНИЦАЕМЫЙ РЕМЕНЬ ДЛЯ ПРОИЗВОДСТВА ТКАНИ, МАТЕРИИ И НЕТКАНОЙ ПРОДУКЦИИ | 2008 |
|
RU2507334C2 |
| НЕПЛИССИРОВАННЫЙ ТРУБЧАТЫЙ ОБЪЕМНЫЙ ФИЛЬТР С ФИЛЬТРУЮЩИМ МАТЕРИАЛОМ ИЗ ТОНКИХ ВОЛОКОН | 2011 |
|
RU2563273C2 |
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2023 |
|
RU2810429C1 |
Настоящее изобретение относится к области вентиляции, преимущественно вентиляции жилых помещений, и предназначено для фильтрации воздуха, поступающего с улицы в помещение. Объемный фильтр из нетканого самонесущего материала включает нижнее основание, верхнее основание и фильтрующий элемент, размещенный между основаниями. Фильтрующий элемент образован из полимерных несущих волокон и включает полимерные фильтрующие волокна, диаметр которых по крайней мере на порядок меньше диаметра несущих волокон. При этом несущие и фильтрующие волокна хаотично переплетены друг с другом, а несущие волокна образуют связный трехмерный каркас фильтрующего элемента, поперечное сечение которого выполнено сужающимся от верхнего основания к нижнему. Описанный объемный фильтр обеспечивает повышение срока эксплуатации фильтра, в том числе за счет возможности его повторного применения после засорения, а также благодаря увеличению эффективной площади фильтрации. 2 н. и 13 з.п. ф-лы, 12 ил.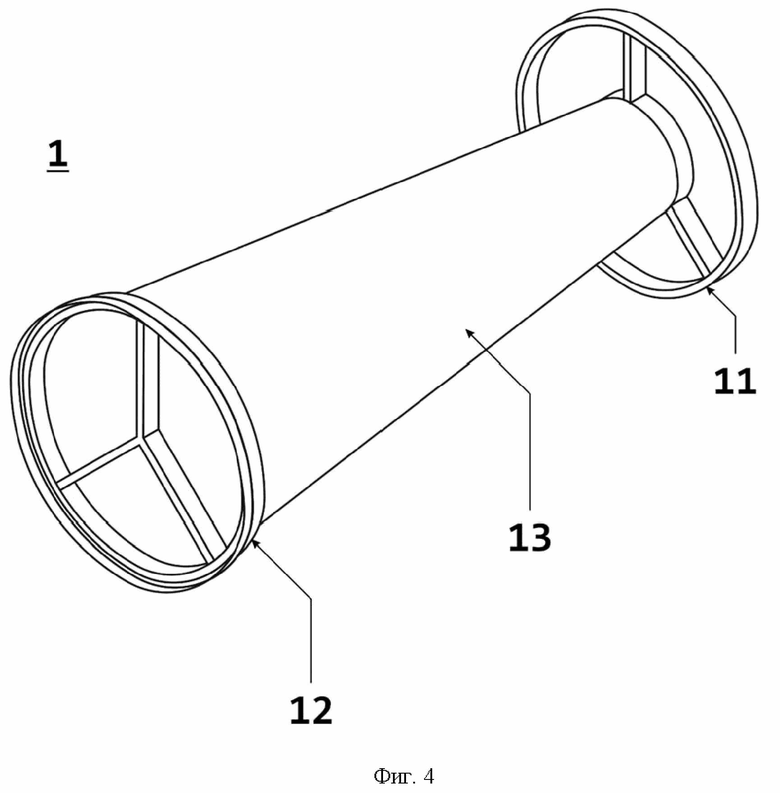
1. Объемный фильтр из нетканого самонесущего материала, включающий:
- нижнее основание,
- верхнее основание, и
- фильтрующий элемент, размещенный между основаниями, образованный из полимерных несущих волокон и включающий полимерные фильтрующие волокна, диаметр которых по крайней мере на порядок меньше диаметра несущих волокон,
при этом несущие и фильтрующие волокна хаотично переплетены друг с другом, а несущие волокна образуют связный трехмерный каркас фильтрующего элемента, поперечное сечение которого выполнено сужающимся от верхнего основания к нижнему.
2. Объемный фильтр по п. 1, отличающийся тем, что отношение диаметров несущих волокон к диаметрам фильтрующих составляет не менее чем 50:1.
3. Объемный фильтр по п. 1, отличающийся тем, что толщина фильтрующего элемента составляет не менее 3 мм.
4. Объемный фильтр по п. 1, отличающийся тем, что волокна в объеме фильтрующего элемента распределены таким образом, что их плотность в объеме фильтра различна и увеличивается от нижнего основания к верхнему основанию.
5. Объемный фильтр по п. 1, отличающийся тем, что нижнее и верхнее основания выполнены из пенополиуретановой заливки.
6. Объемный фильтр по п. 1, отличающийся тем, что несущие и фильтрующие волокна выполнены полипропиленовыми.
7. Способ изготовления объемного фильтра, по которому:
- формируют расплавленные полимерные нити путем экструзии;
- выдувают расплавленные полимерные несущие волокна на приемную поверхность, формируя несущие волокна;
- укладывают слоями расплавленные полимерные несущие волокна на приемной поверхности, при этом выполняют возвратно-поступательное движение в направлении, перпендикулярном направлению выдува указанных волокон, и вращательное движение при помощи приемной поверхности, причем используют приемную поверхность переменного сечения;
- формируют полимерные фильтрующие волокна путем электроформования;
- осаждают полимерные фильтрующие волокна на слоях несущих волокон;
- осуществляют выдув расплавленных полимерных несущих волокон и осаждение полимерных фильтрующих волокон до образования связного трехмерного каркаса;
- разрезают связный трехмерный каркас, формируя фильтрующий элемент, поперечное сечение которого выполнено сужающимся;
- устанавливают нижнее и верхнее основания на фильтрующий элемент.
8. Способ по п. 7, отличающийся тем, что используют приемную поверхность, которая выполнена в виде множества усеченных конусов.
9. Способ по п. 8, отличающийся тем, что размещают усеченные конусы попеременно так, что соприкасающиеся поверхности двух соседних конусов являются поочередно меньшим и большим основанием усеченного конуса.
10. Способ по п. 9, отличающийся тем, что разрезают сформированный трёхмерный каркас в местах соприкосновения двух соседних усеченных конусов.
11. Способ по п. 7, отличающийся тем, что выдувают закрученную струю воздуха.
12. Способ по п. 7, отличающийся тем, что регулируют диаметр полимерных волокон так, что отношение диаметров несущих волокон к диаметрам фильтрующих составляет не менее чем 50:1.
13. Способ по п. 7, отличающийся тем, что возвратно-поступательные движения приемной поверхности выполняют с постоянной частотой так, что волокна в объеме фильтра распределены таким образом, что их плотность в объеме фильтра различна и увеличивается от нижнего основания к верхнему основанию.
14. Способ по п. 7, отличающийся тем, что нижнее и верхнее основания устанавливают путем заливки торцов фильтрующего элемента полиуретановой системой.
15. Способ по п. 7, отличающийся тем, что в качестве материала несущих и фильтрующих волокон используют полипропилен.
| Объемный фильтр из нетканого самонесущего материала | 2016 |
|
RU2639702C2 |
| 0 |
|
SU193889A1 | |
| CN 102002820 A, 06.04.2011 | |||
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2023 |
|
RU2810429C1 |
| Способ скрепления функционального волокнистого материала с нетканой подложкой | 2020 |
|
RU2775738C2 |
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННО-РАЗДЕЛЬНОЙ ЭКСПЛУАТАЦИИ НЕСКОЛЬКИХ ЭКСПЛУАТАЦИОННЫХ ОБЪЕКТОВ ОДНОЙ СКВАЖИНОЙ (ВАРИАНТЫ) И КЛАПАН-ОТСЕКАТЕЛЬ РЕВОЛЬВЕРНОГО ТИПА ДЛЯ НЕЕ | 2013 |
|
RU2539053C1 |
| ПОДДАЮЩИЙСЯ ПЛИССИРОВАНИЮ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2418615C2 |

