Область техники, к которой относится изобретение
Изобретение относится к области электротехники, а именно к электрическим машинам, в частности, к статору электрической машины с числом пазов на полюс и фазу, меньшим единицы, и конструкцией статора с полузакрытыми пазами.
Уровень техники
Электрические машины (ЭМ) применяются в области промышленности, транспорта, энергетики, связи, космических аппаратах и т.д. Основными компонентами ЭМ являются статор, являющийся неподвижным элементом электрической машины, и вращающийся относительно статора ротор. Статор состоит из спинки статора, называемой также ярмом статора, и соединенных со спинкой статора зубцов с нанесенной на них обмоткой.
Производители ЭМ стремятся к улучшению их удельных характеристик, таких как полезная мощность на единицу массы ЭМ и удельный момент на единицу массы ЭМ. Как правило этого добиваются за счет увеличения КПД ЭМ при допустимом уровне ее нагрева. При этом основными способами увеличения КПД являются уменьшение тепловых потерь в сердечнике статора, т.е. в "железе" статора, и омических потерь в обмотке статора.
В известных конструкциях ЭМ используют спинку статора, выполненную в виде кольцевого элемента, от которого выступают зубцы статора, выполненные обычно за одно целое с кольцом спинки статора, ось которых проходит в радиальном направлении ЭМ. При этом, поскольку направление прохождения магнитного потока при работе ЭМ в зоне зубцов статора является радиальным, а в зоне спинки статора - тангенциальным, т.е. проходящим в окружном направлении спинки статора, для производства статоров ЭМ традиционно применяют изотропные электротехнические стали для обеспечения по существу одинаковых магнитных свойств спинки статора по всей длине спинки статора, т.е. в ее окружном направлении, для обеспечения равномерности проходящего через нее магнитного потока при работе ЭМ. При этом, при выполнении спинки статора в виде цельного кольцеобразного элемента очень велик процент отходов, а коэффициент использования материала обычно составляет только около 20%.
Из области техники известны также решения, в которых зубцы статора изготавливают отдельно от спинки статора с последующим соединением зубцов со спинкой статора. Такие решения позволяют упростить изготовление зубцов статора, а также трудоемкость намотки на них обмотки. Кроме того, такие решения также позволяют использовать для изготовления зубцов статора анизотропную сталь. Однако спинка статора в указанных решениях выполнена цельной, имеет обычную кольцеобразную форму и должна изготавливаться, таким образом, из изотропной стали.
Однако сборка статора из отдельных обмоточных зубцов представляет сложную технологическую задачу, которая требует очень точного изготовления сердечников этих зубцов и применения безусадочного компаунда для заливки статора, который обеспечивает прочность статора в процессе его эксплуатации.
Из документа US 4912353 известен двухкомпонентный статор двигателя, содержащий сердечник статора и множество зубцов, при этом сердечник статора имеет пазы на внутренней поверхности сердечника статора для приема наружных концов зубцов, причем на внутренней поверхности сердечника статора дополнительно выполнены прорези, расположенные поперек направления прохождения магнитного потока для уменьшения напряжений при работе электрической машины. При этом указанные прорези, расположенные в сердечнике спинки статора, приводят к увеличению магнитного сопротивления.
Из документа US 6880229 известна электрическая машина, содержащая множество выполненных отдельных зубцов, которые могут быть вставлены в кольцо статора креплением типа «ласточкин хвост» после нанесения на них обмотки. При этом статор выполнен цельным в виде кольца, содержащего множество пазов для приема зубцов.
В документе RU 147322 раскрыт статор электрической машины, содержащий набор катушек, каждая из которых образована обмоткой, зафиксированной через изолятор на сердечнике в виде пакета одинаковых Т-образных пластин с основанием, в котором с противоположных сторон выполнены паз и выступ, причем Т-образные части пластин в пакете накладываются друг на друга, а выступы оснований пластин одного пакета в сборе входят в пазы другого пакета, отличающийся тем, что в каждом пакете, по меньшей мере, две пластины развернуты друг относительно друга таким образом, что выступы и пазы оснований этих пластин расположены с противоположных сторон.
В указанных выше решениях сборка статора с использованием отдельных зубцов осуществляется за счет из механического крепления к общему корпусу спинки статора. При этом отдельные зубцы должны очень точно сопрягаться между собой, а само крепление отдельных зубцов требует применения цельной кольцевой спинки статора, которая ухудшает габаритно-массовые характеристики статора.
Таким образом, актуальной является техническая проблема создания электрической машины с улучшенными удельными характеристиками в отношении мощности и крутящего момента, улучшенными энергетическими характеристиками в отношении КПД и коэффициента мощности, невысокой себестоимостью и малой массой.
Раскрытие сущности изобретения
Таким образом, задача настоящего изобретения заключается в создании статора электрической машины с улучшенными рабочими характеристиками, а также в снижении металлоемкости изготовления и упрощении процесса сборки статора электрической машины.
Указанная выше задача решается статором электрической машины, который содержит множество зубцов статора с выполненной на них обмоткой, множество отдельных сегментов спинки статора, расположенных между зубцами статора, причем в зубцах статора на их торцевой стороне, обращенной в собранном состоянии статора к спинке статора, выполнены пазы, в которые вставлены клинья с обеспечением геометрического замыкания зубцов с сегментами спинки статора.
В преимущественном варианте реализации статора по настоящему изобретению сегменты спинки статора выполнены из анизотропной электротехнической стали, причем направление наилучших магнитных свойств стали совпадает с направлением линий магнитного потока в сегментах спинки статора. Указанное направление наилучших магнитных свойств анизотропной стали расположено в этом случае в направлении протяженности указанных сегментов, т.е. в окружном направлении спинки статора и, соответственно, в поперечном направлении относительно продольной оси зубца статора.
Благодаря решению по настоящему изобретению обеспечивается возможность изготовления как зубцов, так и спинки статора из анизотропной электротехнической стали, причем направление наилучших магнитных свойств анизотропной стали совпадает в зубцах с направлением оси зубца, а в спинке статора - с окружным направлением или, соответственно, с направлением протяженности каждого из сегментов спинки статора.
Использование клина, вводимого в продольный паз зубца, обеспечивает также компенсацию зазоров, неизбежно возникающих в процессе производства и сборки статоров, в частности прижим элементов зубца к спинке статора, исключая тем самым опасность существенного увеличения магнитного сопротивления зубца статора замыканию магнитного потока через стержень зубца и спинку статора.
Обмотка на зубцах статора выполнена преимущественно с использованием обмоточного провода с прямоугольным сечением.
При изготовлении каждого зубца статора в виде отдельного элемента, на котором производится намотка секций обмотки, позволяет осуществлять намотку виток к витку, а не в навал как в случае известных всыпных обмоток, что позволяет увеличить коэффициент заполнения примерно в 2 раза при минимизации средней длины витков зубцов статора и снизить, таким образом, потери в обмотке, которые зависят квадратично от коэффициента заполнения паза вокруг шейки зубца и линейно от средней длины витка секции обмотки.
В одном из вариантов реализации участки зубцов статора, обращенные к спинке статора, выполнены в форме ласточкина хвоста, расширяющегося в направлении спинки статора. Выполнение участков зубцов статора, обращенных к спинке статора, в форме ласточкина хвоста, расширяющегося в направлении спинки статора, позволяет простым образом обеспечить геометрическое замыкание зубцов с сегментами спинки статора в процессе, а также после сборки статора, т.е. после введения клиньев в пазы зубцов. Кроме того, указанная форма зубцов в сочетании с комплементарной формой оконечностей сегментов спинки позволяет простым надежным о образом осуществить фиксацию элементов статора относительно друг друга с предотвращением их выпадения из оправки в процессе сборки статора с использованием оправки перед введением клиньев в пазы зубцов.
В одном из вариантов реализации пазы зубцов выполнены в виде прорези, открытой со стороны торцевой, т.е. обращенной к спинке статора поверхности зубцов, и со стороны боковых поверхностей зубцов статора. Выполнение паза с торцевой, т.е. обращенной к спинке статора стороны зубцов, и со стороны боковых поверхностей зубцов позволяет обеспечить возможность введения клина в зубцы статора на этапе его сборки как с торцевой, так и с его боковых стороны.
В одном из вариантов реализации клинья имеют форму пластины по существу прямоугольного сечения и введены в паз с торцевой стороны зубцов.
В одном из вариантов реализации клинья выполнены в виде прутка и введены в пазы зубцов с боковой стороны зубцов.
В одном из вариантов реализации клинья зубцов выполнены из материала с высокой теплопроводностью. Выполнение клиньев из материала с высокой теплопроводностью позволяет уменьшить тепловые напряжения, возникающие в области основания зубцов статора электрической машины.
Задача изобретения решается также способом сборки статора электрической машины, согласно которому:
обеспечивают оправку,
обеспечивают множество зубцов статора с выполненной на них обмоткой,
обеспечивают множество отдельных сегментов спинки статора,
выполняют по меньшей мере один паз на торцевой стороне зубцов, обращенной в собранном состоянии статора к спинке статора,
располагают зубцы статора вдоль оправки попеременно между сегментами спинки статора и
вводят в пазы по меньшей мере части зубцов статора клинья с обеспечением геометрического замыкания между зубцами и сегментами спинки статора;
соединяют обмотки зубцов в соответствии со схемой укладки обмотки электрической машины.
В одном из вариантов реализации сегменты спинки статора изготавливают из анизотропной электротехнической стали, причем направление наилучших магнитных свойств указанной стали совпадает с направлением протяженности указанных сегментов.
В одном из вариантов реализации участки зубцов, обращенные к спинке статора, выполняют в форме ласточкина хвоста, расширяющегося в направлении спинки статора.
В одном из вариантов реализации обмотку на зубцах статора выполняют с использованием обмоточного провода с прямоугольным сечением.
В одном из вариантов реализации пазы зубцов выполняют в виде прорези, открытой со стороны торцевой и боковых поверхностей зубцов статора.
В одном из вариантов реализации клинья зубцов выполняют в форме пластины по существу прямоугольного сечения и вводят в пазы зубцов с торцевой стороны зубцов.
В одном из вариантов реализации клинья выполняют в форме прутка и вводят в пазы зубцов с боковой стороны зубцов.
В одном из вариантов реализации клинья выполняют из материала с высокой теплопроводностью.
Под отдельными сегментами спинки статора в смысле настоящего изобретения понимаются сегменты спинки статора, которые выполнены в виде отдельных элементов независимо от зубцов статора и расположены попеременно между указанными зубцами статора, причем спинка статора образована в этом случае указанными сегментами статора и расположенными между ними оснований зубцов статора. Соответственно, количество сегментов спинки статора соответствует количеству зубцов статора электрической машины.
Техническим результатом, достигаемым благодаря заявленному изобретению, является увеличение удельных характеристик электрической машины, снижение себестоимости и массы статора, а также трудоемкости сборки статора электрической машины.
Таким образом, предлагаемое техническое решение обеспечивает возможность выполнения отдельных зубцов статора для обеспечения простоты и максимальной эффективности намотки на них обмотки, а также возможность изготовления спинки статора из отдельных относительно коротких сегментов, каждый из которых может быть изготовлен в этом случае из анизотропной электротехнической стали, что позволяет улучшить магнитные свойства спинки статора и повысить тем самым рабочие характеристики эффективности электрической машины.
В отличие от известных решений, конструкция статора и способ сборки статора по настоящему изобретению обеспечивают возможность изготовления спинки статора из отдельных дугообразных сегментов, располагаемых между зубцами статора. Изготовление спинки статора из отдельных сегментов, каждый из которых является относительно коротким, позволяет использовать для их изготовления анизотропную сталь, применение которой обеспечивает возможность получения наилучших магнитных свойств спинки статора в направлении, совпадающим с направлением длины, т.е. с направлением максимальной протяженности сегментов спинки статора, что позволяет получить магнитные свойства спинки статора на всей его протяженности с окружном направлении, которые превышают магнитные свойства всех известных статоров, спинки которых изготавливаются из изотропных электротехнических сталей. Кроме того, при изготовлении спинки статора из отдельных сегментов, обеспечивается коэффициент использования материала, который существенно, в частности, в несколько раз выше коэффициента использования материала при изготовлении цельного кольцевого статора, при котором коэффициент использования материала обычно не превышает 20%.
Таким образом, согласно настоящему изобретению может быть обеспечено выполнение как зубцов, так и сегментов спинки статора из анизотропной электротехнической стали. Направление наибольшей протяженности в смысле настоящего изобретения считается направление сегментов спинки статора, которое совпадает в собранном состоянии статора с окружным направлением спинки статора, вдоль которого также происходит замыкание магнитного потока при работе электрической машины. Указанное направление наибольшей протяженности участков спинки статора по существу совпадает также с направлением касательной, проведенной в центре дугообразного сегмента спинки статора. При этом анизотропная сталь в отличие от специализированной (прецизионной) изотропной электротехнической стали имеет аналогичные или близкие к ней магнитные свойства, а стоимость анизотропной стали в 50-60 раз меньше стоимости специализированной прецизионной изотропной стали. Таким образом статор электрической машины по настоящему изобретению позволяет получить электрическую машину с рабочими характеристиками, которые достижимы при существующем уровне техники только при использовании для изготовления спинки статора дорогих специализированных изотропных сталей, таких как, например, 49К2ФА.
Благодаря выполнению магнитопровода спинки статора из анизотропной стали, имеющей наилучшие магнитные свойства в окружном направлении спинки статора, возможно выполнение спинки статора меньшей толщины в отличие от спинки статора, выполненной из дорогой изотропной стали или получение более эффективной ЭМ при неизменных габаритах ЭМ. В результате этого возможно увеличить выемки зубцов паз на 10-20%, что позволит заложить больше обмотки, и, таким образом, увеличить удельные характеристики электродвигателя. Обмотка может быть выполнена с использованием обмоточного провода с прямоугольным сечением, что позволяет получить максимальный коэффициент заполнения. В частности, согласно проведенным расчетам, при наличии, например, 14 полюсов статора в статоре по настоящему изобретению толщина шейки зубца может быть уменьшена примерно на 25%, при этом ширина спинки статора также может быть уменьшена. Это позволяет большее число витков обмоточного провода на каждый зуб с тем же коэффициентом заполнения. В результате требуемый крутящий момент электрической машины можно получить при меньшем токе.
Предлагаемая конструкция статора электрической машины не требует особо точного изготовления сердечника зубца, что дает возможность свести к минимуму зазоры в сопряжениях элементов сердечника статора и обеспечить необходимую прочность и устойчивость статора к механическим воздействиям в процессе эксплуатации.
При этом предлагаемое техническое решение может использоваться как в нормальной, так и в обращенной конструкции электрической машины, т.е. при расположении статора как внутри, так или снаружи относительно ротора.
Краткое описание чертежей
Настоящее изобретение описано далее со ссылками на прилагаемые чертежи, на которых изображено:
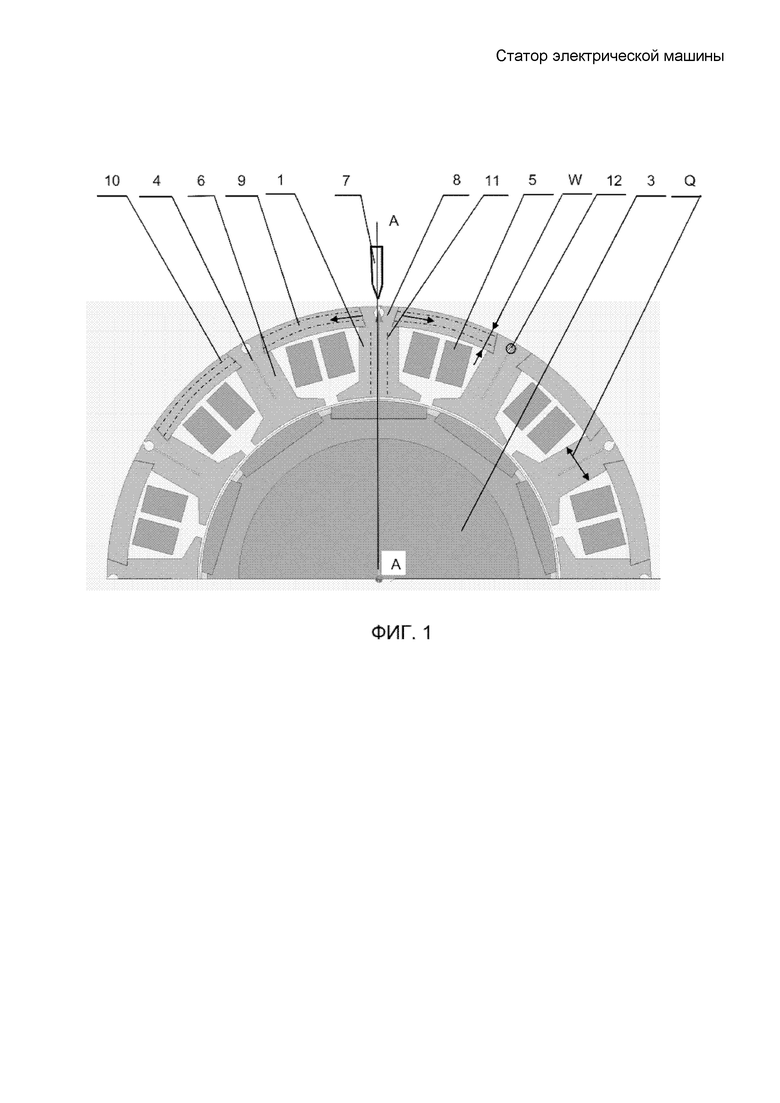
На фиг. 1 представлено схематическое изображение поперечного сечения фрагмента электрической машины со статором по настоящему изобретению;
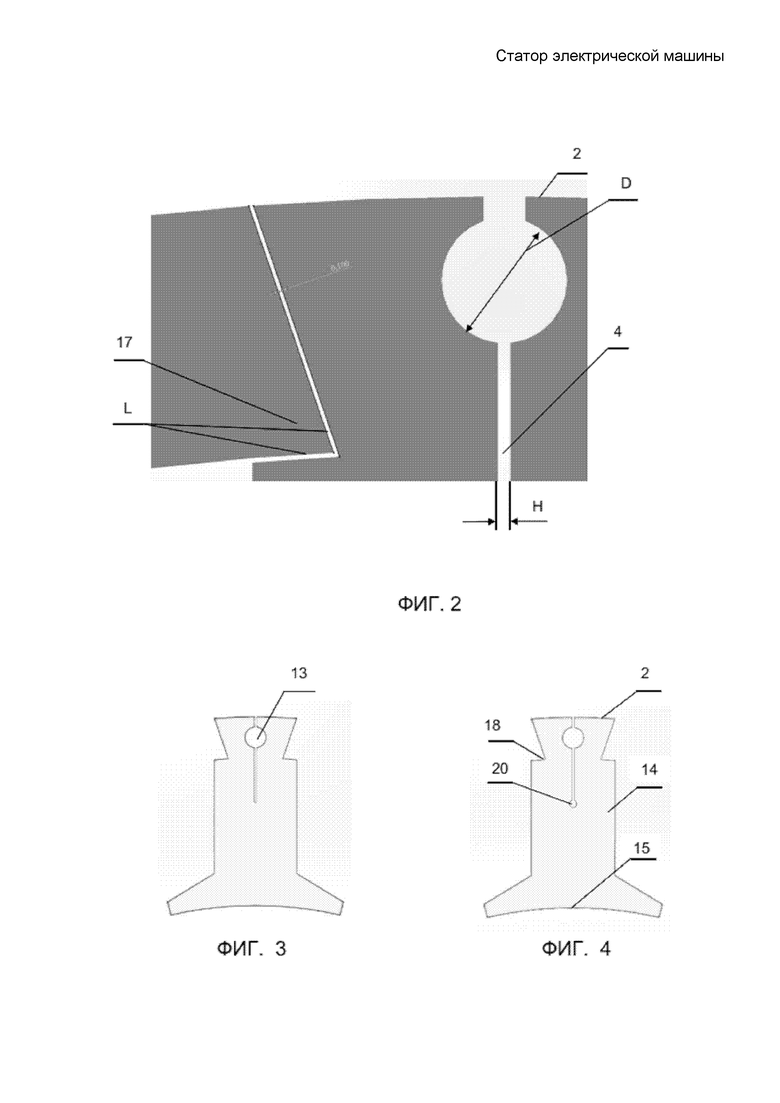
На фиг. 2 представлено увеличенное изображение области сопряжения сегмента спинки статора с торцевой стороной зубца статора с выполненным на ней пазом для клина;
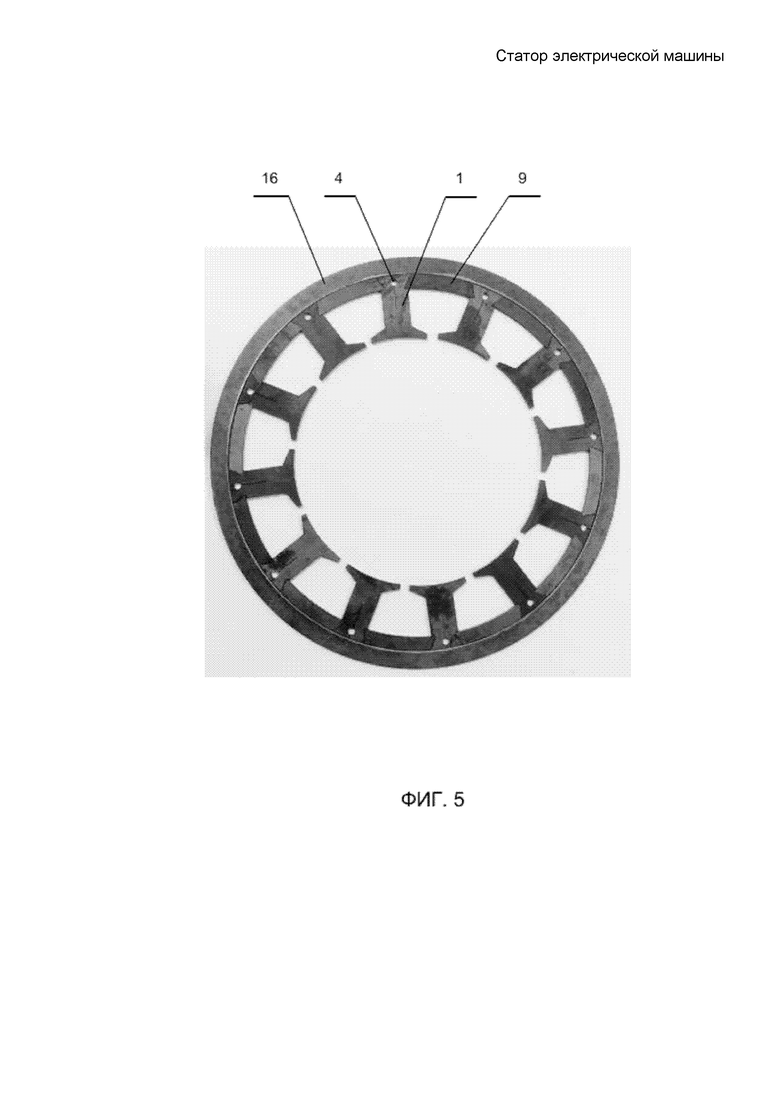
На фиг. 3 показан вид сбоку зубца статора по настоящему изобретению с первым вариантом выполнения паза зубца;
На фиг 4 показан вид сбоку зубца статора по настоящему изобретению со вторым вариантом выполнения паза зубца;
На фиг. 5 представлено схематичное аксонометрическое изображение зубца статора по настоящему изобретению, выполненного в виде пакета пластин;
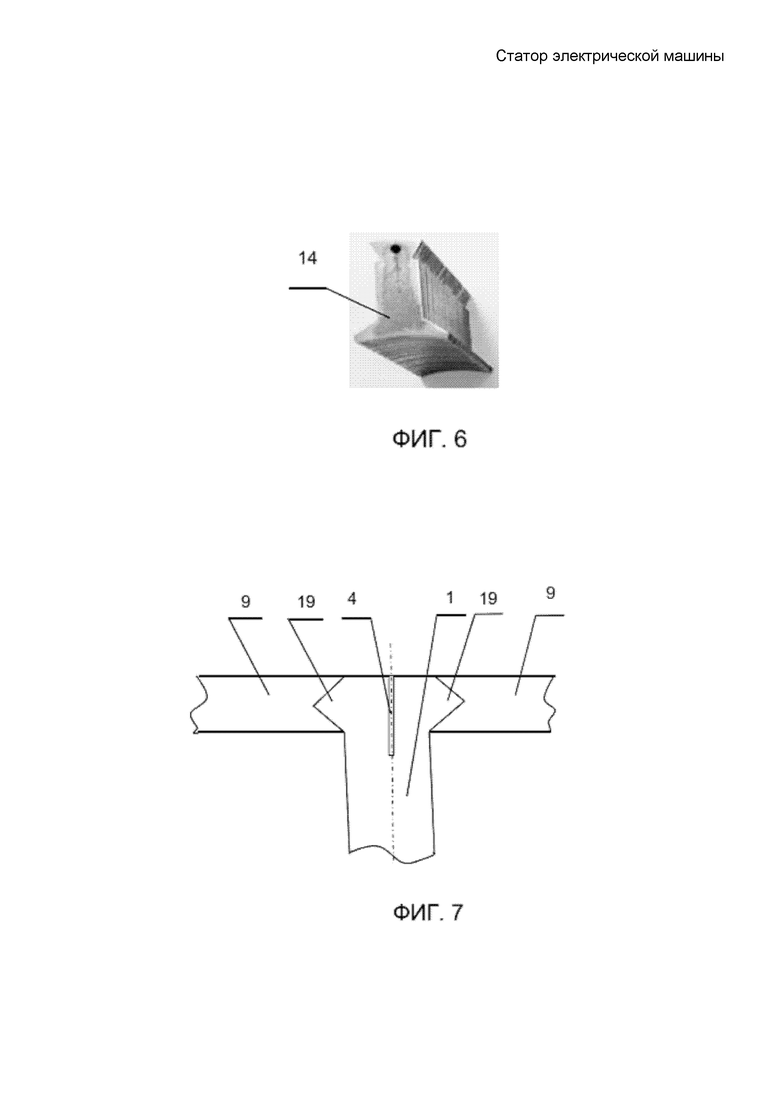
На фиг. 6 представлено схематичное изображение макета статора по настоящему изобретению в собранном состоянии зубцов (без обмотки) и сегментов спинки статора на оправке;
На фиг. 7 изображен альтернативный вариант выполнения области сопряжения зубца и сегмента спинки статора.
Осуществление изобретения
На фиг. 1 схематично изображен фрагмент электрической машины, содержащей множество зубцов 1 статора и спинку статора, которая замыкает магнитный поток между зубцами 1 статора. Каждый из зубцов 1 снабжен обмоткой 5, выполненной предпочтительно из провода прямоугольного сечения для увеличения коэффициента заполнения. Намотка провода обмотки зубцов производится обмоточным проводом с прямоугольным сечением, что увеличивает получаемый коэффициент заполнения примерно в два раза по сравнению с всыпной обмоткой, при этом средняя длина витка обмотки 5 становится минимальной. Увеличение коэффициента заполнения и уменьшение длины витка позволяет уменьшить омические потери в статоре и, вследствие этого, увеличить КПД ЭМ. При этом обмоткой 5 на данном этапе могут снабжаться как каждый из зубцов по отдельности, так можно выполнять обмотку 5 и единым проводом группы зубцов 1, относящихся к одной фазе электрической машины.
Каждый из зубцов 1 имеет плоскость А-А симметрии, называемую далее также продольной осью А-А зубца 1, проходящую в радиальном направлении статора. Каждый из зубцов 1 на своей торцевой стороне 2, обращенной в собранном состоянии статора к спинке статора, снабжен пазом 4, который проходит в радиальном направлении зубца предпочтительно вдоль плоскости его симметрии А-А на глубину, составляющую примерно от 40% до 75% от величины высоты зубца. Указанный паз проходит на всю высоту сердечника 6 зубца 1 и открыт в направлении торцевой стороны 2 зубца, а также в направлении его боковых сторон 14, плоскость которых по существу параллельна плоскости статора электрической машины. Ширина H указанного паза подбирается в зависимости от толщины Q сердечника 6 зубца и наружного диаметра статора, и для статоров, имеющих диаметр порядка нескольких дециметров, может составлять величину в диапазоне от 0,1 до 1,5 мм. Со торцевой стороны 2 зубца 1 указанный паз может быть расширен, как показано на фиг. 2, для облегчения введения в него клина 7. Высота зубца 1 статора определяется как расстояние между внутренней поверхностью сегментов 9 спинки статора и полюсной стороной 15 зубца, обращенной к ротору 3 электрической машины, измеренное вдоль оси А-А зубца 1. При этом высота сердечника 6 зубца 1, как и высота сердечника спинки статора, определяется шириной пакета пластин сердечника 6 зубцов 1 и сегментов 9 спинки статора, замыкающего магнитопровод между зубцами 1, и измеряется в направлении, поперечном плоскости статора электрической машины.
Как показано на фиг. 3 и фиг. 4, вдоль паза 4 дополнительно может быть выполнена по меньшей мере одна выемка 13 с расширением паза 4, предназначенная для обеспечения возможности введения в нее клина 12 в виде прутка с боковых сторон зубца 1. Указанная выемка предпочтительно представляет собой цилиндрическое отверстие, выполненное вдоль указанного паза на всю высоту сердечника 6 зубца 1 и проходящее между его противоположными друг другу боковыми сторонами 14. Однако, поперечное сечение указанной выемки 13 может отличаться от круглой, при этом форма поперечного сечения клина 12 должна соответствовать поперечному сечению указанной выемки 13. Кроме указанной выемки 13 вдоль длины указанного паза в его донной части может быть дополнительно выполнена выемка 20, предназначенная для компенсации упругих напряжений, действующих на зубец при его расклинивании в процессе сборки статора.
Сборка статора по настоящему изобретению осуществляется следующим образом. Снабженные обмоткой 5 и пазами 4 зубцы 1 статора располагают в окружном направлении внутри кольцевой оправки 16 попеременно с сегментами 9 спинки статора так, что каждый из зубцов 1 окружен двумя смежными сегментами 9 спинки статора, как показано на фиг. 6, а каждый сегмент 9 спинки статора, в свою очередь, окружен двумя соседними зубцами 1.
Зубцы 9 на своей стороне, обращенной к спинке статора имеют форму ласточкина хвоста 8, расширяющегося в направлении спинки статора с образованием наружной выемки 18 ласточкина хвоста 8, а обе оконечности сегментов спинки статора имеют сужающуюся форму с образованием сужающегося выступа 17 заостренной формы, комплементарного с выемкой 18 зубцов в области их сопряжения с сегментами спинки статора. При сборке на оправке указанные выступы 17 сегментов 9 спинки входят в выемки 18 зубцов статора с образованием между ними геометрического замыкания, так что предотвращается выпадение как каждого из зубцов 1, так и каждого из сегментов 9 спинки статора из оправки (см. фиг. 5).
Следует заметить, что выполнение зубцов 1 статора в области их сопряжения в форме ласточкина хвоста 8, и выполнение сопрягаемых с ними сегментов 9 спинки статора в виде сужающихся выступов 17 является одним из возможных вариантов реализации геометрического замыкания указанных элементов статора между собой в процессе сборки статора. Очевидно, что геометрическое замыкание может быть также достигнуто при зеркальном выполнении области сопряжения зубцов 1 и сегментов 9 спинки статора, например как показано на фиг. 7, на которой зубцы 1 статора в своей области, обращенной к спинке статора, выполнены с двусторонними выступами 19, входящими при сборке статора в имеющие комплементарную форму выемки на оконечностях сегментов 9 спинки статора.
Как показано на увеличенном изображении области сопряжения сегментов 9 спинки и зубцов 1 статора на фиг. 2, между сегментами спинки статора и зубцами в процессе сборки предусмотрен технологический зазор L, составляющий величину около 0,1 мм. Наличие указанного зазора L обеспечивает беспрепятственную сборку сегментов 9 спинки и зубцов 1 статора на оправке.
После размещения на оправке всех зубцов 1 и сегментов 9 спинки статора, как показано на фиг. 5, фиксация конструкции статора в единое целое осуществляется введением в пазы 4 зубцов клиньев 7 вдоль оси А-А зубцов, изображенных на фиг. 1. При этом за счет упругой деформации участков зубцов, расположенных по обеим сторонам от паза 4, т.е. вследствие перемещения половинок ласточкиных хвостов 8 в тангенциальном направлении спинки статора за счет расширения пазов 4 в результате их расклинивания при введении клиньев 7, происходит сжимание технологических зазоров L и тем самым фиксация статора с образованием жесткой конструкции по существу без стыковочных зазоров между зубцами 1 и сегментами спинки статора. Это также дает возможность довести до минимума зазоры в областях сопряжения элементов сердечника статора и обеспечить необходимую прочность и устойчивость статора к механическим воздействиям в процессе эксплуатации.
Клинья 7, 12 зубцов выполнены преимущественно из материала с высокой теплопроводностью, что позволяет уменьшить тепловые напряжения, возникающие в области основания зубцов статора электрической машины.
При этом клинья 7 могут вводиться в паз 4 как с торцевой стороны 2 зубцов, так и с боковой стороны 14 зубцов статора. При этом в первом случае они могут быть выполнены в виде металлической или полимерной пластины по существу прямоугольного сечения с заостренным нижним концом для облегчения их введения в паз 4 вдоль оси А-А зубца. Толщина указанной пластины выбирается немного большей ширины H паза 4 для обеспечения надежного геометрического замыкания торцевой оконечности 2 зубца с прилегающими к нему сегментами 9 спинки статора вследствие расклинивания торцевой стороны 2 зубца 1. При этом длина клина 7, т.е. его протяженность в направлении высоты сердечника 6 зубца 1, может быть как равной длине паза в направлении его протяженности, так и быть меньше указанной длины, при этом оправка 16 для сборки статора может проходить не на всю высоту сердечника статора.
В случае введения клиньев с боковой стороны зубцов, они могут быть выполнены в виде клина 12, выполненного из металлического или полимерного стержня или прутка по существу круглого сечения, диаметр которого немного превышает диаметр D выемки 13. При этом указанные клинья 12 могут вводиться при сборке статора как с одной, так и с обеих боковых сторон 14 зубца 1. В практическом варианте реализации для статоров, имеющих диаметр порядка нескольких дециметров, диаметр указанного прутка клина 12 может составлять величину в диапазоне от 1,5 мм до 5 мм.
Клинья 7 выполнены преимущественно из композитного материала, у которого теплопроводность в два с половиной раза выше теплопроводности меди. Также принципиально возможно использование в качестве материала, выполняющего функцию клина, композитного материала, расширяющегося при отверждении. В этом случае указанный композитный материал при сборке статора подается под давлением в пазы зубцов с последующим его отверждением, в процессе которого происходит его расширение с обеспечением геометрического замыкания сегментов спинки и зубцов статора между собой.
После введения клиньев 7 в пазы 4 зубцов 1 оправка может быть удалена. На следующих этапах может быть осуществлено соединение обмоток отдельных зубцов 1 или групп зубцов 1 в соответствии с электрической схемой соединений электрической машины, а также заливание всей конструкции статора компаундом известным из уровня техники образом.
Как сегменты спинки статора 9, так и зубцы 1 предпочтительно изготавливаются из анизотропной электротехнической стали, которая вдоль направления проката имеет улучшенные магнитные свойства. При этом как направление 10 линий магнитного потока в сегментах 9 спинки статора, так и направление 11 линий магнитного потока в сердечниках 6 зубцов 1 совпадают с направлением наилучших магнитных свойств анизотропного электротехнического сплава, из которого изготавливаются сегменты 9 спинки статора и зубцы 1. Таким образом, может быть уменьшена толщина W сегментов спинки статора и толщина Q сердечников 6 зубцов 1 при сохранении неизменных рабочих характеристик электрической машины. Вследствие этого, снижается масса ЭМ и увеличивается коэффициент заполнения меди в статоре что улучшает удельные характеристики ЭМ и повышает КПД. Более того, анизотропная сталь на порядок дешевле изотропной стали с идентичными магнитными показателями что снижает себестоимость ЭМ. В случае сохранения габаритов электрической машины указанные удельные характеристики электрической машины могут быть существенно улучшены.
Сердечники 6 зубцов 1 и сегментов спинки статора 9 предпочтительно изготавливают известным способом посредством набора (пакетирования) из отдельных плоских пластин, вырубленных из листов электротехнической стали (см. фиг. 5), для уменьшения вихревых токов в сердечниках статора. Кроме того, согласно настоящему изобретению за счет выполнения спинки статора из отдельных сегментов обеспечивается возможность значительно увеличить коэффициент использования материала по сравнению с известными статорами.
Таким образом, предлагаемое техническое решение сохраняет как все преимущества решений, использующих раздельное выполнение зубцов 1 статора, так и позволяет снизить массу электрической машины и ее себестоимость за счет применения анизотропной стали и повышения коэффициента использования материала при изготовлении спинки статора за счет существенного снижения количества отходов при вырубке стальных листов при изготовлении спинки статора из отдельных сегментов, а также повысить рабочие характеристики электрической машины, в частности, ее КПД при сохранении габаритов электрической машины.
Произведенные при разработке изобретения расчеты показали, что по сравнению с известными электрическими машинами со сплошным магнитопроводом и несъемными зубцами статор по настоящему изобретению обеспечивает возможность уменьшения высоты сердечника статора больше чем в 1,5 раза при сохранении величины номинального момента.
Перечень обозначений
1 - Зубец
2 - Торцевая сторона зубца
3 - Ротор
4 - Паз зубца
5 - Обмотка
6 - Сердечник зубца
7 - Клин
8 - Ласточкин хвост зубца
9 - Сегмент спинки статора
10 - Направление линий магнитного потока в сегментах спинки статора
11 - Направление линий магнитного потока в сердечниках зубцов
12 - Клин
13 - Выемка
14 - Боковая сторона
15 - Полюсная сторона
16 - Оправка
17 - Выступ
18 - Выемка
19 - Выступ
20 - Выемка
W - Толщина сегментов спинки статора
Q - Толщина сердечников зубцов
L - Технологический зазор
А-А - Ось зубца
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ СТАТОРА | 2018 |
|
RU2687560C1 |
| Способ сборки статора электрической машины | 1990 |
|
SU1791909A1 |
| Способ изготовления статора электрической машины | 2016 |
|
RU2652088C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2019 |
|
RU2706016C1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1998 |
|
RU2178230C2 |
| Статор электрической машины | 1980 |
|
SU1119124A1 |
| ИНДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2017 |
|
RU2660811C1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
Изобретение относится к области электротехники, в частности к электрическим машинам, более конкретно к статору электрической машины. Технический результат - улучшение удельных характеристик электрической машины, увеличение коэффициента использования материала при изготовлении статора, а также снижение себестоимости и массы статора. Статор содержит множество зубцов 1 статора с выполненной на них обмоткой 5, множество сегментов 9 спинки статора, расположенных между зубцами 1 статора. В зубцах 1 статора на их торцевой стороне 2, обращенной в собранном состоянии статора к спинке статора, выполнены пазы, в которых помещены клинья 7, 12 с обеспечением геометрического замыкания зубцов 1 с сегментами 9 спинки статора. Раскрыт также способ сборки такого статора. Зубцы 1 и сегменты 9 спинки статора изготавливают из анизотропной электротехнической стали. 2 н. и 12 з.п. ф-лы, 7 ил.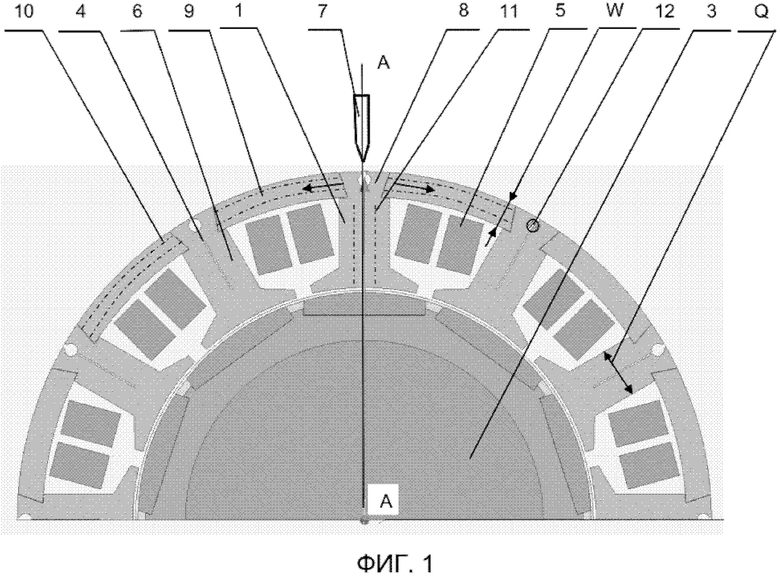
1. Статор электрической машины, содержащий:
множество зубцов статора с выполненной на них обмоткой,
множество отдельных сегментов спинки статора, расположенных между зубцами статора,
причем в каждом из зубцов статора на их торцевой стороне, обращенной в собранном состоянии статора к спинке статора, выполнены пазы, в которых помещены клинья с обеспечением геометрического замыкания зубцов с сегментами спинки статора,
причем указанные пазы зубцов выполнены в виде прорези, открытой со стороны торцевой и боковых поверхностей зубцов статора.
2. Статор по п. 1, в котором сегменты спинки статора выполнены из анизотропной электротехнической стали, причем направление наилучших магнитных свойств стали совпадает с направлением линий магнитного потока в указанных сегментах спинки статора.
3. Статор по п. 1, в котором обмотка на зубцах статора выполнена с использованием обмоточного провода с прямоугольным сечением.
4. Статор по п. 1, в котором участки зубцов статора, обращенные к спинке статора, выполнены в форме ласточкина хвоста, расширяющегося в направлении спинки статора.
5. Статор по п. 1, в котором клинья имеют форму пластины, по существу, прямоугольного сечения и введены в паз с торцевой стороны зубцов.
6. Статор по п. 1, в котором клинья выполнены в виде прутка и введены в пазы зубцов с боковой стороны зубцов.
7. Статор по любому из пп. 1-6, в котором клинья зубцов выполнены из материала с высокой теплопроводностью.
8. Способ сборки статора электрической машины, согласно которому:
обеспечивают оправку,
обеспечивают множество зубцов статора с выполненной на них обмоткой,
обеспечивают множество отдельных сегментов спинки статора,
выполняют по меньшей мере один паз на торцевой стороне каждого из зубцов, обращенной в собранном состоянии статора к спинке статора,
причем указанные пазы зубцов выполняют в виде прорези, открытой со стороны торцевой и боковых поверхностей зубцов статора,
располагают зубцы статора вдоль оправки между сегментами спинки статора и
вводят в пазы зубцов статора клинья с обеспечением геометрического замыкания между зубцами и сегментами спинки статора,
соединяют обмотки зубцов в соответствии со схемой укладки обмотки электрической машины.
9. Способ по п. 8, в котором сегменты спинки статора изготавливают из анизотропной электротехнической стали, причем направление наилучших магнитных свойств указанной стали совпадает с направлением линий магнитного потока в указанных сегментах спинки статора.
10. Способ по п. 8, в котором участки зубцов, обращенные к спинке статора, выполняют в форме ласточкина хвоста, расширяющегося в направлении спинки статора.
11. Способ по п. 8, в котором обмотку на зубцах статора выполняют с использованием обмоточного провода с прямоугольным сечением.
12. Способ по п. 8, в котором клинья зубцов выполняют в форме пластины, по существу, прямоугольного сечения и вводят в пазы зубцов с торцевой стороны зубцов.
13. Способ по п. 8, в котором клинья выполняют в форме прутка и вводят в пазы зубцов с боковой стороны зубцов.
14. Способ по любому из пп. 8-13, в котором клинья выполняют из материала с высокой теплопроводностью.
| СПОСОБ ПРЕДПОСЕВНОЙ ОБРАБОТКИ СЕМЯН ЗЕРНОВЫХ, ЗЕРНОБОБОВЫХ, КРУПЯНЫХ И МАСЛИЧНЫХ КУЛЬТУР | 2002 |
|
RU2224399C2 |
| US 2012043848 A1, 23.02.2012 | |||
| US 7845065 B2, 07.12.2010 | |||
| СТАТОР ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЭТИМ СТАТОРОМ | 2007 |
|
RU2440658C2 |
| Статор электрической машины и способ его изготовления | 1981 |
|
SU1008850A1 |
| Устройство для крепления обмотки в пазах шихтованного магнитопровода электрической машины | 1976 |
|
SU609180A1 |
| Электрическая машина | 1982 |
|
SU1089712A1 |
| Статор электрической машины | 1983 |
|
SU1130949A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Полюс статора электрической машины постоянного тока | 1972 |
|
SU486422A1 |
| Способ изготовления магнитопроводов электрических машин | 1972 |
|
SU997187A1 |

