Группа изобретений относится к оборудованию для термической резки металлических листов, в частности к устройствам для удаления вредных газов и дыма, образующихся при термической резке металлов, и может быть использована в многосекционных системах удаления отходов термической резки для управления пневмоэлектроклапанами с возможностью увеличения их количества и улучшения экологических показателей оборудования.
Из уровня техники известен стол термической резки листового материала, который содержит рабочую поверхность в виде решетки из вертикальных металлических пластин, опирающихся на раму, по меньшей мере, один воздуховод, размещенный ниже решетки параллельно боковым стенкам рамы и подключаемый к вытяжной вентиляции, и снабженное приводом устройство для удаления газообразных и твердых отходов резки, включающее размещенную под решеткой емкость для сбора твердых отходов резки, помещенную с зазором в открытый сверху кожух, установленный с возможностью возвратно-поступательного перемещения параллельно боковым стенкам рамы, в воздуховоде выполнен продольный щелевой паз, обращенный к решетке и снабженный по краям упирающимися друг в друга упругими буртиками, а днище кожуха снабжено, по меньшей мере, одним щелевым патрубком, параллельным боковым стенкам рамы и входящим в продольный щелевой паз воздуховода (Патент РФ №2325251 С2, дата приоритета 21.07.2006, дата публикации 27.05.2008, автор Китаин Б.Л., RU).
Недостатком аналога является низкая эффективность удаления побочных продуктов термической резки, обусловленная использованием механического привода перемещения устройства для удаления газообразных и твердых отходов резки, в связи с массивностью которого может нарушаться обеспечение синхронности его перемещения, так как устройство может не успевать за движением резака при больших скоростях резки, кроме того, упругие буртики щелевого паза воздуховода из резины или из пластика, выполняющие функцию заслонок, быстро теряют свои свойства под воздействием газов и высокой температуры, тем самым, не обеспечивают надежного дымоудаления и требуют частой замены, в противном случае увеличивается количество вредных выбросов.
Известен стол для термической резки листового металла, содержащий устройство для удаления газообразных продуктов резки, выполненное в виде двух расположенных вдоль длинных сторон стола вентиляционных коробов с окнами, перекрываемых заслонками. Каждый короб на одном из торцов соединен с вентиляционным устройством через воздуховод. Стол разделен перегородками на вентилируемые секции, которые соединены с коробами отверстиями. Отверстия секций расположены напротив соответствующих окон с заслонками, выполненных на верхних стенках коробов и имеющих наклон в сторону стола. Кроме того, заслонки оборудованы рычажно-тяговыми узлами с роликами, неподвижно соединенными с каждой заслонкой и установленными на коробах напротив каждого отверстия. Открытие вентиляционных окон коробов осуществляется при наезде на ролики рычажно-тяговых узлов контактных лыж, закрепленных с двух сторон на машине термической резки (Патент РФ №105605 U1, дата приоритета 08.11.2010, дата публикации 20.06.2011, авторы: Герасимов О.М. и др., RU).
Недостатком данного аналога также является низкая эффективность удаления продуктов термической резки при повышенных скоростях резания из-за значительного количества взаимодействующих механических деталей, приводящих к ухудшению динамики стола, низкой надежности и повышенной шумности устройства.
Известно приспособление для удаления газообразных и твердых продуктов лазерной резки, содержащее набор параллельных коробов, размещенных под обрабатываемым материалом, и средство откачки воздуха из них. При этом с противоположной стороны от размещения средства откачки воздуха установлена форсунка для поочередной подачи импульсов сжатого воздуха в короба под управлением электропневмоклапана, при этом имеющая возможность возвратно-поступательного перемещения, например с помощью управляемого пневмоцилиндра для поочередной подачи импульсной струи воздуха в каждый из коробов (Патент РФ №180970 U1, дата приоритета 01.08.2017, дата публикации 02.07.2018, авторы: Соловьев Н.Г. и др., RU).
Недостатком аналога является снижение эффективности удаления газообразных и твердых продуктов лазерной резки при большой протяженности коробов, ограниченной размером стола, кроме того, исходя из соображений эффективного удаления продуктов резки из коробов и экономии сжатого воздуха, необходимо экспериментально выбирать параметры импульсов сжатого воздуха и скорость возвратно-поступательного перемещения форсунки, а также учитывать их для согласованного программного перемещения резака, управляемого компьютером.
Известен стол вытяжной для термической резки металла с пневмоэлектрическим управлением, включающий рабочую поверхность в виде решетки из вертикальных металлических пластин, опирающихся на раму, воздуховод, размещенный ниже рамы и подключаемый к вытяжной вентиляции, и снабженное приводом устройство для удаления твердых отходов резки, включающее размещенную под упомянутой решеткой емкость для сбора твердых отходов резки, помещенную с зазором в открытый сверху кожух, установленный с возможностью возвратно-поступательного перемещения параллельно боковым стенкам рамы, при этом в воздуховоде выполнен продольный щелевой патрубок, входящий в продольный щелевой паз воздуховода, щелевой патрубок имеет заслонку, установленную на штоке пневмоцилиндра, связанного с пневмоэлектрическим управляющим клапаном, который закреплен на раме и связан с программным логическим контроллером, на раме установлен индуктивный датчик, связанный с программным логическим контроллером, который отслеживает положение резака в пространстве и управляет пневмоэлектрическим управляющим клапаном заслонки, открывая ее в зоне резки для принудительного удаления продуктов резки (Патент РФ №202427 U1, дата приоритета 10.09.2019, дата публикации 17.02.2021, авторы: Ананченко А.П. и др., RU).
Недостатком данного аналога является ограниченная целесообразность его использования при малом количестве пневмоэлектрических клапанов и определенных размерах стола без возможности их наращивания, к тому же, при использовании параллельной системы электроуправления, а также модулей дискретного вывода с отдельными выходами, подключенных к программируемому логическому контроллеру, к которым параллельно подключают пневмоэлектрические клапаны, управляющие соответствующей заслонкой, вполне очевидно, что количество подключений к одному модулю дискретного вывода ограничено, что не позволяет получить технико-экономические преимущества и при этом улучшить экологические показатели оборудования.
В качестве прототипа принято модульное устройство для управления исполнительными элементами, в частности пневмоэлектроклапанами многосекционной вытяжки стола термической резки по изобретению US 2008066596 А1, В23K 10/00, 20.03.2008. В известной машине термической резки, внутри стола которой и под рабочей зоной вдоль длинных сторон расположено несколько вытяжных камер, отделенных друг от друга перегородками и снабженных вытяжными отверстиями, взаимодействующими с заслонками, использован единый электронный модуль для управления множеством пневмоэлектроклапанов многосекционной вытяжки стола термической резки, при этом режущая головка и заслонки вытяжных отверстий приводятся в действие и управляются контроллером, содержащим процессор, который регулирует работу вытяжных камер в зависимости от положения режущей головки (Публикация US 2008066596 А1, В23K 10/00, 20.03.2008, прототип).
Недостатком прототипа является ограничение по количеству подключений пневмоэлектроклапанов из-за использования единого электронного модуля.
Известен электронный модуль управления, который содержит входной и выходной разъемы, выполненные с возможностью подключения к главному управляющему компьютеру, другим контроллерам и/или другим элементам, содержащимся в системе управления, микроконтроллер с заданным программным обеспечением, входной и выходной трансиверы для любого подходящего протокола связи, в том числе, стандарта RS-485, подключенные к микроконтроллеру, блок питания, управляемое от микроконтроллера устройство для включения/выключения пневмоэлектроклапана (Патент РФ № 2649730 С2, дата приоритета 27.11.2013, дата публикации 04.04.2018, автор МИЛЛЕР Лорин Дион, US, прототип).
Анализ существующих решений столов и станков термической резки показывает, что в настоящее время чаще всего на практике используют либо системы с механическим управлением пневмоклапанами при малом количестве клапанов, либо используют параллельную систему электроуправления и, например, модуль дискретного вывода ОВЕН МУ110-16Р с отдельными электрическими выходными элементами, к которым параллельно подключают пневмоэлектроклапана, что либо ограничивает количество клапанов, либо значительно усложняет монтаж системы при большом количестве клапанов и увеличивает расход электрических проводов.
Технической проблемой, решаемой изобретением, является необходимость усовершенствования многосекционной системы удаления газообразных отходов резки, влияющих на экологические показатели, путем создания модульного устройства для управления исполнительными элементами многосекционной вытяжки столов термической резки, которое без значительного усложнения системы позволит уплотнять или наращивать количество вытяжных секций и управляемых пневмоэлектроклапанов до требуемого в соответствии с целями по эффективности вытяжной системы стола термической резки, а также получить технико-экономические преимущества, уменьшить себестоимость и в целом увеличить эффективность работы столов термической резки с дистанционным управлением пневмоэлектроклапанами.
Для решения технической проблемы предложено модульное устройство для управления исполнительными элементами многосекционной вытяжки столов термической резки, встраиваемое в вытяжной стол и образующее с ним многосекционную вытяжную систему принудительного удаления отходов термической резки с электронным управлением пневмоэлектроклапанами, связанными с управляющим устройством. Новым является то, что оно выполнено с возможностью увеличения количества управляемых пневмоэлектроклапанов при наращивании количества вытяжных секций стола, взаимодействующих с соответствующей секции заслонкой, закрепленной на штоке пневмоцилиндра, управляемого пневмоэлектроклапаном, при этом соединение пневмоэлектроклапанов с управляющим устройством выполнено с помощью электронных модулей управления пневмоэлектроклапанами, выполненных в виде плат, установленных на пневмоэлектроклапанах для каждой секции и содержащих микроконтроллерные устройства с заданным программным обеспечением, при этом электронные модули управления пневмоэлектроклапанами последовательно соединены между собой по цифровой шине с электропитанием и с возможностью удаленного управления пневмоэлектроклапанами вытяжного стола по интерфейсу RS-485, причем первый электронный модуль в цепи управления соединен с входом программируемого логического контроллера, кроме того, каждый упомянутый электронный модуль выполнен с возможностью индикации режимов работы с помощью светодиодов, подключенных к микроконтроллеру.
Согласно изобретению, модульное устройство для управления исполнительными элементами встроено в вытяжной стол, представляющий собой металлоконструкцию с корпусом и рабочей поверхностью, образованной решеткой из вертикальных пластин, предназначенной для размещения металлического листа, стол разделен под решеткой на вентилируемые секции и содержит расположенные вдоль одной или двух противоположных сторон вытяжного стола вентиляционные короба с окнами, перекрытыми заслонками, каждый короб на одном из торцов соединен через воздуховод с вентиляционным устройством, а вентилируемые секции соединены с указанными коробами отверстиями, причем отверстия секций расположены напротив соответствующих окон с заслонками, выполненных на боковой стенке короба, каждая заслонка установлена на штоке пневмоцилиндра, соединенного электрической связью с пневмоэлектроклапаном, при этом пневмоцилиндр расположен в коробе с возможностью выхода штока с заслонкой в зазор между стенками короба и вытяжной секции, а пневмоэлектроклапан закреплен на корпусе.
Согласно изобретению, модульное устройство для управления исполнительными элементами многосекционной вытяжки столов термической резки выполнено с возможностью наращивания количества пневмоэлектроклапанов при модульном исполнении вытяжного стола.
Для решения технической проблемы предложен электронный модуль управления пневмоэлектроклапаном, содержащийся в составе предложенного модульного устройства для управления исполнительными элементами многосекционной вытяжки столов термической резки. Указанный модуль выполнен в виде платы, содержащей расположенный на ней микроконтроллер с заданным программным обеспечением. На плате установлены входной и выходной разъемы для подключения соответственно предыдущего в цепи управления электронного модуля или программного логического контроллера и следующего в цепи управления электронного модуля, причем подключение может быть выполнено с помощью многопроводного кабеля типа «витая пара» два провода которого предназначены для связи по интерфейсу RS-485, а остальные - для передачи электропитания. Линии входного и выходного разъемов, которые отведены под интерфейс RS-485, подключены соответственно к входному и выходному трансиверам стандарта RS-485, установленным на плате, каждый из которых подключен к соответствующим контактам микроконтроллера. Линии питания входного и выходного разъемов соединены между собой и подключены к понижающему импульсному преобразователю напряжения для обеспечения питания микроконтроллера. На плате также расположен управляемый от микроконтроллера силовой ключ, выход которого предназначен для подключения к пневмоэлектроклапану. Кроме того, к выходным контактам микроконтроллера подключен установленный на плате набор светодиодов для индикации режимов работы.
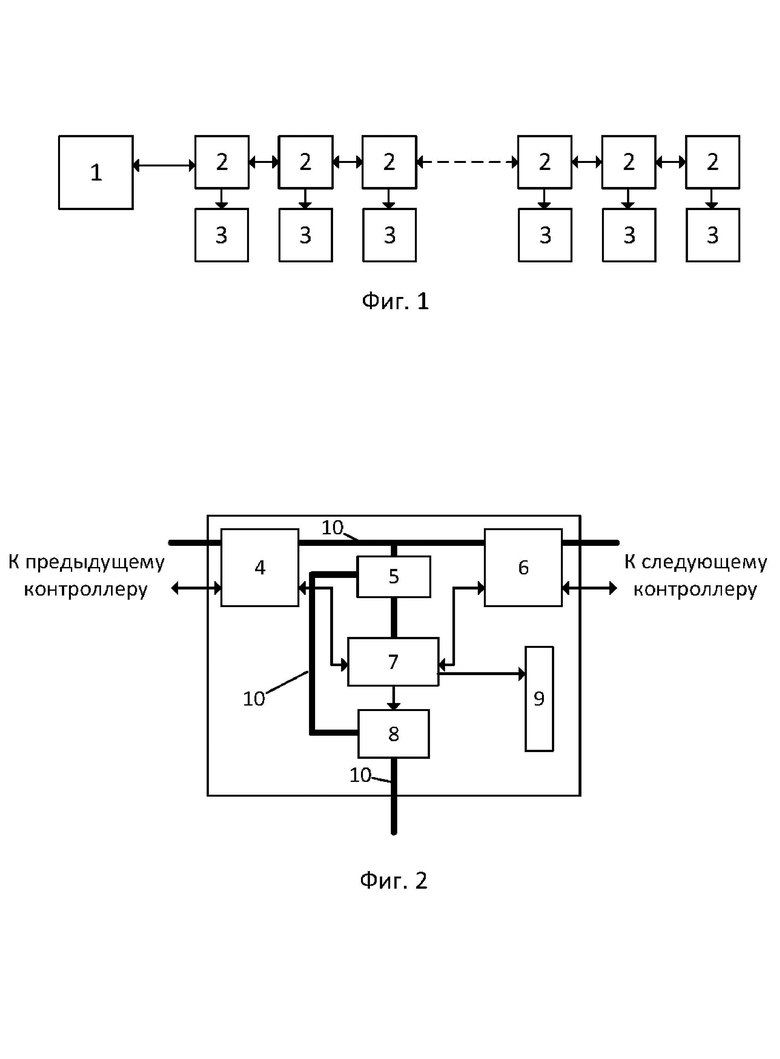
На фиг. 1 приведена блок-схема подключения электронных модулей управления пневмоэлектроклапанами модульного устройства для управления исполнительными элементами многосекционной вытяжки столов термической резки; на фиг. 2 показана структурная блок-схема платы электронного модуля управления пневмоэлектроклапаном. На чертежах приведены следующие обозначения позиций: 1 - программируемый логический контроллер; 2 - электронный модуль управления пневмоэлектроклапаном; 3 - пневмоэлектроклапан; 4 - входной трансивер RS-485; 5 - внутренний источник питания; 6 - выходной трансивер RS-485; 7 - микроконтроллер; 8 - силовой ключ; 9 - схема индикации режимов работы с набором светодиодов; 10 - линия электропитания.
В примере выполнения предложенное модульное устройство для управления исполнительными элементами многосекционной вытяжки столов термической резки встроено в вытяжной стол и образует с ним многосекционную вытяжную систему принудительного удаления отходов термической резки с электронным управлением пневмоэлектроклапанами, связанными с управляющим устройством, Вытяжной стол представляет собой металлоконструкцию с корпусом и рабочей поверхностью, образованной решеткой из вертикальных пластин, предназначенной для размещения металлического листа, причем вытяжной стол может быть модульным (условно не показано). Под решеткой вытяжной стол разделен на вентилируемые секции. Вдоль вытяжного стола с одной или обеих сторон расположены вентиляционные короба с окнами, перекрытыми заслонками. Каждый короб на одном из торцов соединен через воздуховод с вентиляционным устройством. Вентилируемые секции снабжены отверстиями, которые расположены напротив соответствующих окон с заслонками, выполненных на боковых стенках коробов. Каждая заслонка установлена на штоке пневмоцилиндра двухпозиционного типа. Указанный пневмоцилиндр соединен электрической связью с пневмоэлектроклапаном 3, например (SY5120-5D). При этом пневмоцилиндр расположен в коробе и закреплен на стойке корпуса с возможностью выхода штока с заслонкой в зазор между стенками короба и вытяжной секции, а пневмоэлектроклапан закреплен на корпусе. Соединение пневмоэлектроклапанов 3 с управляющим устройством 1, например программируемым логическим контроллером, который имеет интерфейс RS-485, организовано с помощью специальных электронных модулей управления пневмоэлектроклапанами, выполненных в виде плат 2, установленных на пневмоэлектроклапанах 3 для каждой секции и содержащих микроконтроллерные устройства 7 с заданным программным обеспечением. Электронные модули управления пневмоэлектроклапанами последовательно соединены между собой по цифровой шине с электропитанием и предназначены для удаленного управления пневмоэлектроклапанами вытяжного стола по интерфейсу RS-485, причем первый электронный модуль в цепи управления соединен с входом указанного программируемого логического контроллера 1.
Электронный модуль управления пневмоэлектроклапаном, содержащийся в составе предложенного модульного устройства для управления исполнительными элементами многосекционной вытяжки столов термической резки, выполнен в виде платы 2, устанавливаемой на пневмоэлектроклапане 3, закрепленном на корпусе вблизи секции. Плата 2 содержит микроконтроллер 7 с заданным программным обеспечением. На плате установлены входной и выходной разъемы для подключения соответственно предыдущего в цепи управления электронного модуля или программного логического контроллера и следующего в цепи управления электронного модуля, причем подключение может быть выполнено с помощью многопроводного кабеля типа «витая пара», два провода которого предназначены для организации связи по интерфейсу RS-485, а остальные - для передачи электропитания. Линии входного и выходного разъемов, которые отведены под интерфейс RS-485, подключены соответственно к входному 4 и выходному 6 трансиверам стандарта RS-485, установленным на плате, каждый из которых подключен к соответствующим контактам микроконтроллера 7. Линии питания 10 входного и выходного разъемов соединены между собой и подключены к понижающему импульсному преобразователю напряжения, который обеспечивает питание микроконтроллера. На плате также расположен управляемый от микроконтроллера 7 силовой ключ 8, выход которого предназначен для подключения к пневмоэлектроклапану. Кроме того, к выходным контактам микроконтроллера подключен установленный на плате набор светодиодов 9 для индикации режимов работы.
Принудительное удаление отходов термической резки в многосекционной вытяжной системе с электронным управлением пневмоэлектроклапанами, связанными с управляющим устройством, осуществляется следующим образом. В процессе вырезки деталей резак горелочной установки совершает движения по командам программируемого логического контроллера 1 относительно неподвижно лежащей на решетке листовой металлической заготовки. Программируемый логический контроллер 1 отслеживает положение резака в пространстве и управляет через соединенные между собой через последовательную цифровую шину микроконтроллерные устройства плат управления пневмоэлектрическим клапаном 3 соответствующей заслонки, открывая ее в зоне резки. В результате этого пневмоцилиндры также поочередно открывают-закрывают заслонки окон вентиляционного короба. Таким образом, открытой, в основном, оказывается только одна заслонка напротив именно той секции, над которой в данный момент происходит резка. Могут быть открыты две заслонки соседних секций, но это происходит при прохождении резаком границы этих секций и занимает непродолжительный промежуток времени. При открытой заслонке из секции происходит принудительное удаление продуктов резки.
Технический результат, достигаемый группой изобретений, объединенных единым изобретательским замыслом, заключается в создании модульного устройства для управления исполнительными элементами многосекционной вытяжки столов термической резки с применением микроконтроллерных устройств в составе специальных электронных модулей управления пневмоэлектроклапаном каждой секции, монтируемых непосредственно на пневмоэлектроклапане, с передачей данных по последовательной шине.
Указанный технический результат является следствием усовершенствования многосекционной системы удаления газообразных отходов резки, влияющих на экологические показатели, путем создания модульного устройства для управления исполнительными элементами многосекционной вытяжки столов термической резки и его электронного модуля управления. Предложенное усовершенствование позволяет без значительного усложнения системы за счет применения микроконтроллерных устройств управления пневмоэлектроклапаном, с передачей данных по последовательной шине уплотнять или наращивать количество вытяжных секций и управляемых пневмоэлектроклапанов до требуемого в соответствии с целями по эффективности вытяжной системы стола термической резки. Кроме того, усовершенствование также позволяет получить следующие технико-экономические преимущества: - уменьшить количество электропроводов и трудозатраты на монтаж; - использовать фильтровентиляционную установку меньшей мощности за счет концентрации вытяжного потока при увеличении плотности расположения вытяжных секций дымоудаления; - вне зависимости от количества пневмоэлектроклапанов использовать более простой программируемый логический контроллер с минимальным числом интерфейсов; - привнести универсализацию проектирования вытяжного стола станка с возможностью модульного построения. Указанные преимущества, в свою очередь, позволяют уменьшить себестоимость и в целом увеличить эффективность работы столов термической резки с дистанционным управлением пневмоэлектроклапанами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Беспроводной контроллер датчиков | 2018 |
|
RU2701103C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО КОНТРОЛЯ КОТЕЛЬНОЙ | 2017 |
|
RU2656670C1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО УПРАВЛЕНИЯ ПОДОГРЕВАТЕЛЕМ ГАЗА | 2007 |
|
RU2357171C1 |
| МОДУЛЬ ХРАНЕНИЯ, ЗАРЯДА И ВЫДАЧИ МЕТКИ РАДИОПОЗИЦИОНИРОВАНИЯ | 2023 |
|
RU2832095C1 |
| Автоматизированная система беспроводного управления технологическими процессами | 2019 |
|
RU2712478C1 |
| ЯЧЕЙКА ХРАНЕНИЯ, ЗАРЯДА И ВЫДАЧИ МЕТКИ РАДИОПОЗИЦИОНИРОВАНИЯ | 2023 |
|
RU2831421C1 |
| УСТРОЙСТВО ХРАНЕНИЯ, ЗАРЯДА И ВЫДАЧИ МЕТКИ РАДИОПОЗИЦИОНИРОВАНИЯ, МОДУЛЬ И ЯЧЕЙКА ДЛЯ ТАКОГО УСТРОЙСТВА | 2023 |
|
RU2832163C1 |
| КОНТРОЛЛЕР УПРАВЛЕНИЯ И МОНИТОРИНГА | 2018 |
|
RU2699064C1 |
| Модульное устройство управления горением | 2023 |
|
RU2803771C1 |
| Системный интерфейс программируемого логического контроллера | 2018 |
|
RU2709169C1 |
Изобретение относится к области термической резки металлических листов и может быть использовано в многосекционных системах удаления отходов термической резки для управления исполнительными элементами вытяжки. Модульное устройство содержит управляющий блок, пневмоэлектроклапаны, выполненные с возможностью взаимодействия с соответствующими исполнительными элементами многосекционной вытяжки, и электронные модули управления пневмоэлектроклапанами, выполненные в виде платы с микроконтроллерным блоком, имеющим заданное программное обеспечение. При этом каждый из электронных модулей выполнен с возможностью присоединения к другим электронным модулям с обеспечением индивидуального управления каждым пневмоэлектроклапаном, в том числе в случае увеличения количества управляемых пневмоэлектроклапанов и соответственно электронных модулей управления при наращивании количества вытяжных секций стола, причем все электронные модули управления последовательно соединены друг с другом посредством цифровой шины с электропитанием и с возможностью удаленного управления пневмоэлектроклапанами по интерфейсу RS-485, причем первый электронный модуль в цепи соединен с выходом управляющего блока, а каждый из упомянутых электронных модулей выполнен с индикацией режимов работы с помощью светодиодов, подключенных к микроконтроллеру. Использование изобретения позволяет расширить технологические возможности устройства. 2 ил.
Модульное устройство для управления исполнительными элементами многосекционной вытяжки стола термической резки, содержащее управляющий блок, пневмоэлектроклапаны, выполненные с возможностью взаимодействия с соответствующими исполнительными элементами многосекционной вытяжки, и электронный модуль управления пневмоэлектроклапанами, выполненный в виде платы и содержащий микроконтроллерный блок с заданным программным обеспечением, при этом упомянутый электронный модуль связан с управляющим блоком, отличающееся тем, что каждый из пневмоэлектроклапанов снабжен установленным на нем своим электронным модулем управления, каждый из которых выполнен с возможностью присоединения к другим электронным модулям управления с обеспечением индивидуального управления каждым пневмоэлектроклапаном, в том числе в случае увеличения количества управляемых пневмоэлектроклапанов и соответственно электронных модулей управления при наращивании количества вытяжных секций упомянутого стола, при этом все электронные модули управления последовательно соединены друг с другом посредством цифровой шины с электропитанием и с возможностью удаленного управления пневмоэлектроклапанами по интерфейсу RS-485, причем первый электронный модуль в цепи соединен с выходом управляющего блока, а каждый из упомянутых электронных модулей выполнен с индикацией режимов работы с помощью светодиодов, подключенных к микроконтроллеру.
| US 2008066596 A1, 20.03.2008 | |||
| БЕСПРОВОДНОЙ ПРЕОБРАЗОВАТЕЛЬ ПОЛОЖЕНИЯ И СПОСОБ УПРАВЛЕНИЯ ЗАПОРНОЙ АРМАТУРОЙ | 2013 |
|
RU2649730C2 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ ДЕРЕВЬЕВ | 1966 |
|
SU214227A1 |
| Пневматический питатель для автоматической перегрузки сыпучих материалов из сосудов, работающих под вакуумом | 1961 |
|
SU142939A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 2009 |
|
RU2548211C2 |
| JPH 01127189 A, 19.05.1989. | |||

