Изобретение относится к технологии изготовления многостеночной панели из полимерных композиционных материалов и может быть использовано в производстве летательных и космических аппаратов.
Известен способ изготовления многостеночной панели с пенопластовым наполнителем (Батраков, В.В. Исследование конструктивно-технологических решений многостеночных конструкций / В.В. Батраков, В.Р. Сахбутдинова, Е.С. Петрунина // Новые технологии, материалы и оборудование российской авиакосмической отрасли: Материалы Всероссийской научно-практической конференции с международным участием. Материалы докладов, Казань, 08-10 августа 2018 года. Том 2. - Казань: Казанский государственный технический университет им. А.Н. Туполева, 2018. - С. 68-72).
Недостатком способа является высокая трудоемкость, дорогостоящее оснащение, низкая прочность стенок панели, так как формование трубчатых элементов осуществляется внешним давлением на преформу, находящуюся на податливой поверхности пенопластового наполнителя.
Известен способ изготовления многослойной панели (патент №2352726 C1 Российская Федерация, МПК E04B 1/08, B21D 47/04, B64C 3/26. №2007140208/11: заявл. 30.10.2007: опубл. 20.04.2009 / И.М. Закиров, А. В. Никитин, Н.И. Акишев, М.Г. Талаков ; заявитель КНИТУ-КАИ. Бюл. №11 - 8 с.).
Недостатком способа является низкая технологичность соединения гофры с обшивками, так как реализация подвода давления к обшивкам с гофрой требует сложного оснащения.
Известен способ изготовления композитной трехслойной панели (патент №2797465 C1 Российская Федерация, МПК B32B 3/12, B64C 1/00. №2022113082: заявл. 16.05.2022: опубл. 06.06.2023 / В.Ф. Аристов, Н.Н. Тютюнник; заявитель ООО "Научно-исследовательский институт космических и авиационных материалов". Бюл. №16 - 9 с.). Способ описывает технологию изготовления трехслойных панелей с трубчатым и сотовым заполнителем. Данный способ принят за прототип.
Недостатком является необходимость в соединение стенок трубчатых элементов между собой, что требует дополнительной оснастки и повышает трудоемкость, совмещенные стенки приводят к нерациональным толщинам. А также есть сложность удаления оправок из длинномерных трубчатых элементов.
Техническим результатом от использования предлагаемого изобретения является создание эффективного способа изготовления многостеночной панели, сокращается время на раскрой материала и подготовку преформ, способ позволяет подводить большое давление к препрегу, не используются вкладыши, и как следствие, возможность создания крупногабаритной и прочной конструкции.
Технический результат достигается за счет того, что изготовление многостеночной панели из композитов включает выкладку на поверхности формообразующих оснасток цельных листов препрега для верхней и нижней обшивки, а также стенок, формование обшивок и стенок, клеевое соединение обшивок и стенок, новым является то, что препрег для верхней части панели выклеивается на трансформируемую оснастку в плоском состоянии и затем совместно с оснасткой принимает форму верхней обшивки с ребрами, препрег для нижней части панели также выклеивается на оснастку и принимает форму оребренной нижней обшивки, ребра которой имеют прямоугольную форму с пазом, ширина пазов равна толщине ребер верхней обшивки, а глубина пазов меньше, чем высота ребер верхней обшивки, после формования обшивок ребра верхней обшивки входят в пазы нижней и соединяются клеевым способом, образуя стеночную конструкцию панели.
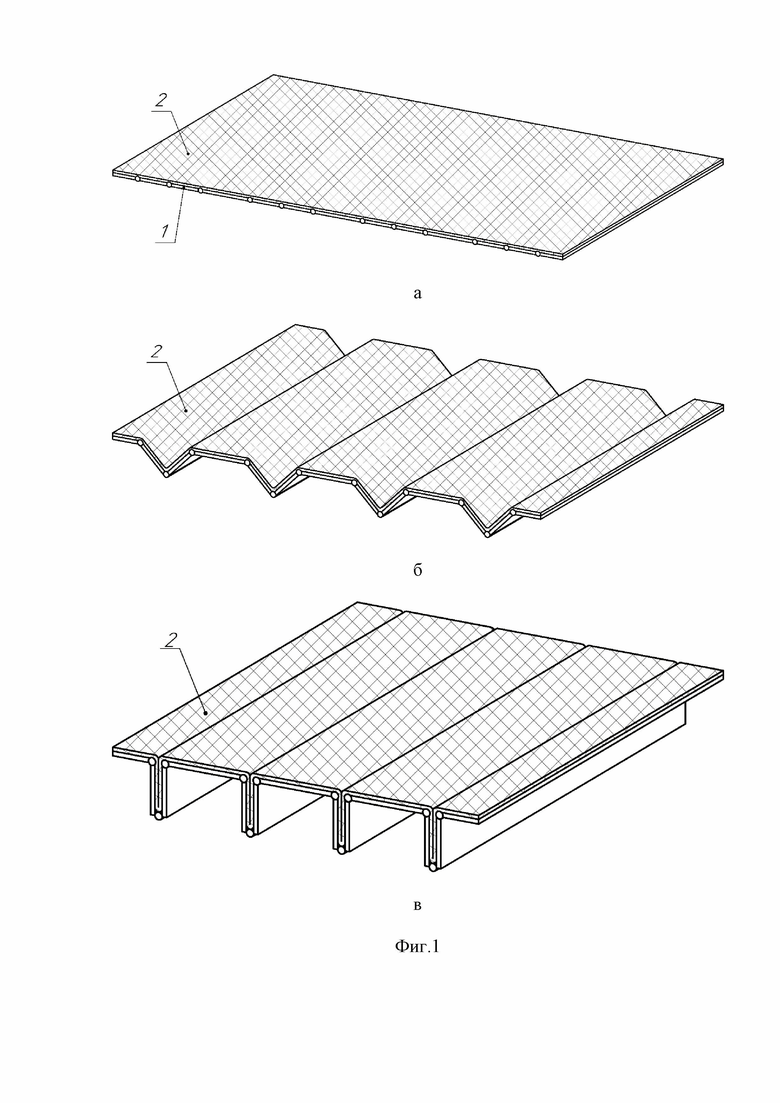
Сущность изобретения поясняется на фиг. 1-5, где фиг. 1-4 - этапы технологического процесса изготовления многостеночной панели; фиг. 5 - готовая многостеночная панель.
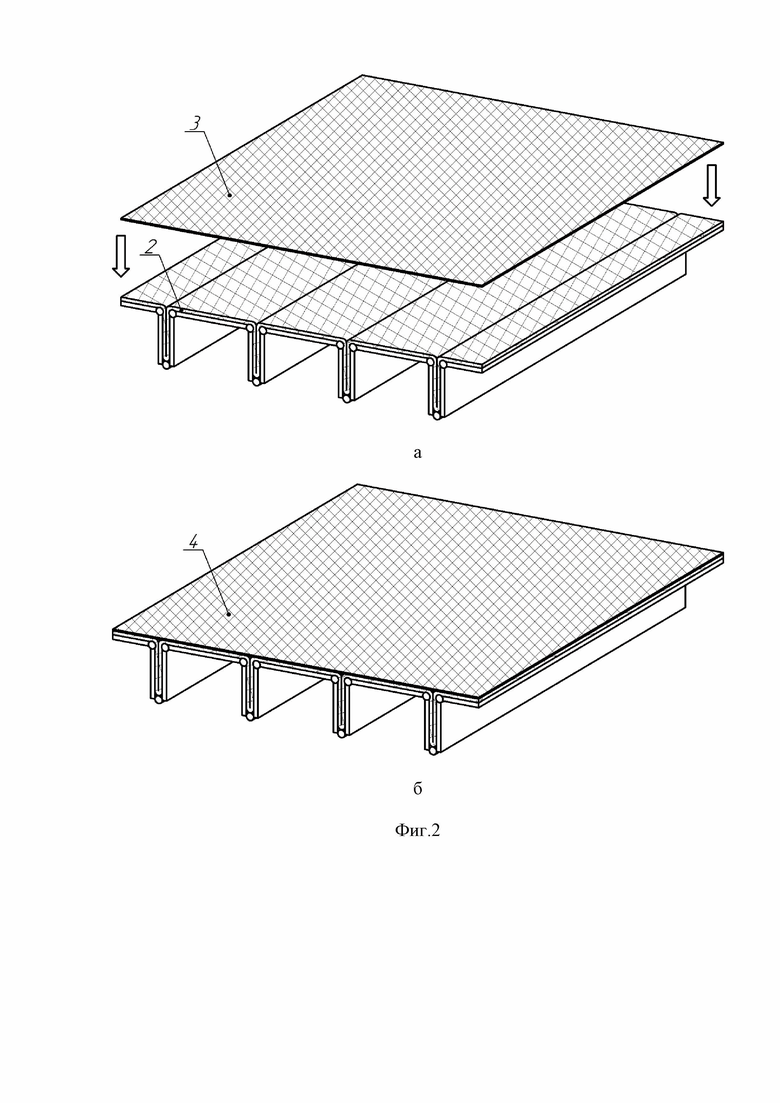
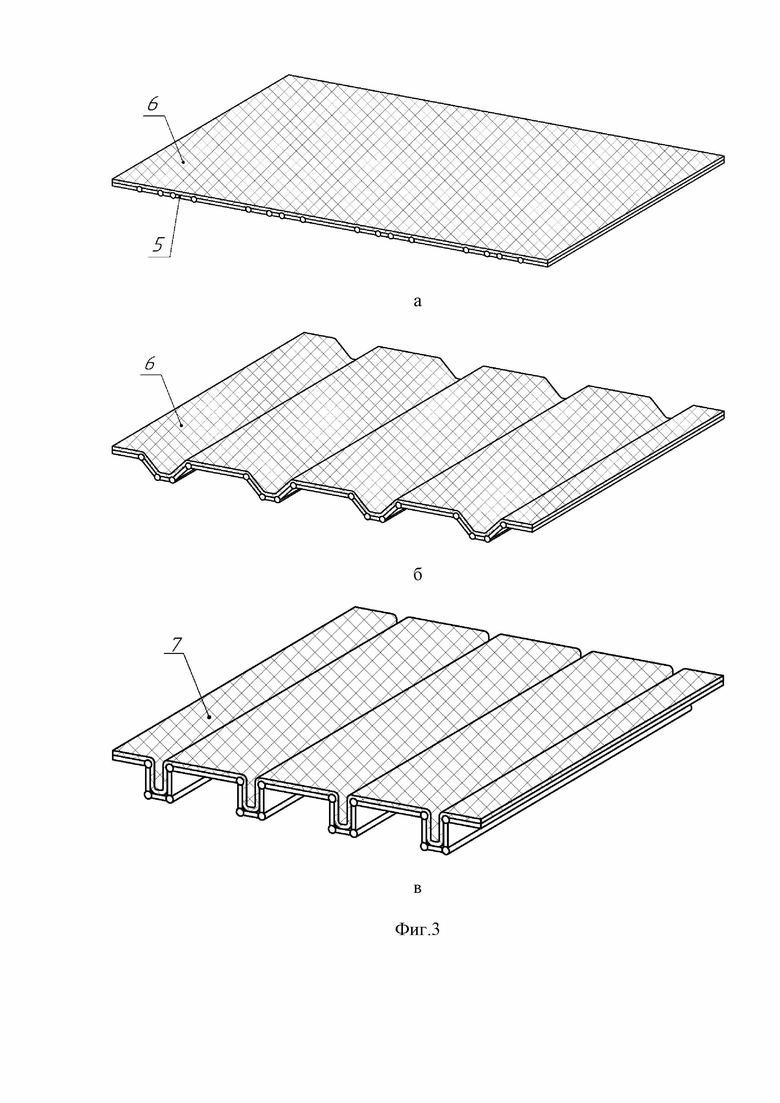
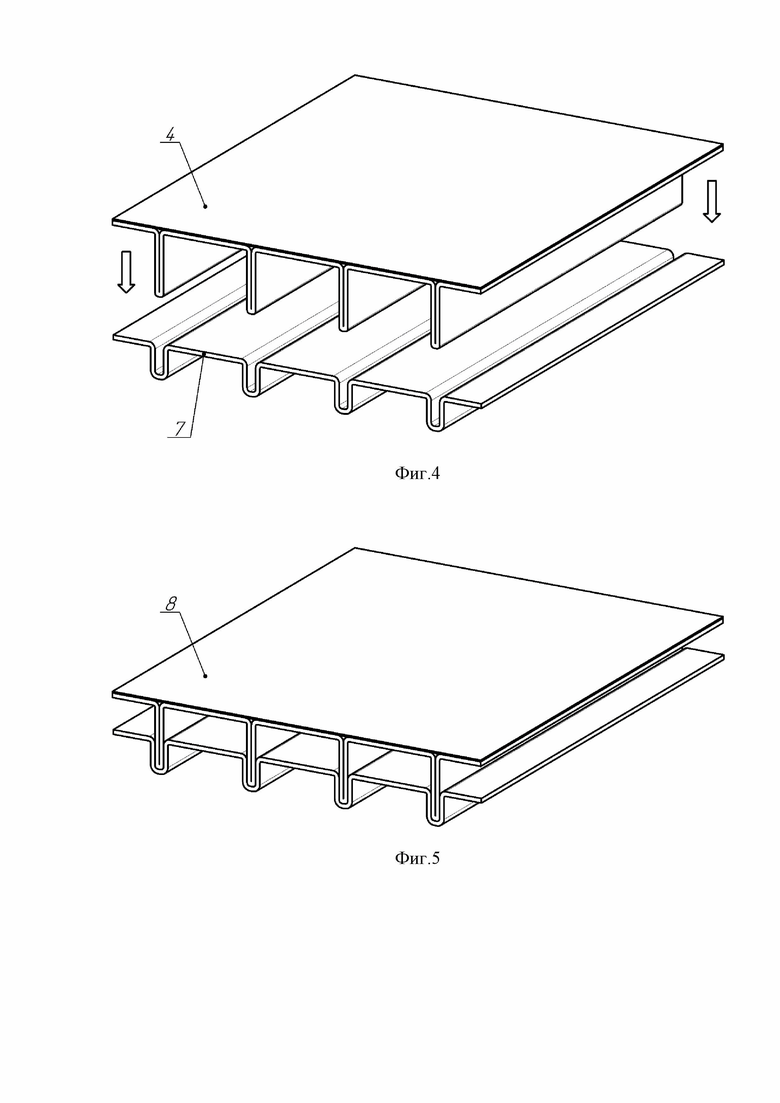
Здесь 1 - трансформируемая оснастка для верхней части панели; 2 - лист препрега для верхней части панели, образующий систему преформ ребер; 3 - лист препрега для верхней части панели, образующий обшивку; 4 - отвержденная верхняя обшивка с ребрами; 5 - трансформируемая оснастка для нижней части панели; 6 - лист препрега для нижней части панели; 7 - отвержденная нижняя обшивка с ребрами; 8 - многостеночная панель.
Способ изготовления многостеночной панели из композитов реализуют следующим образом. Листы препрега 2 выклеивают на трансформируемую оснастку для верхней части панели 1, состоящую из пластинчатых элементов и соединительных шарниров (фиг. 1, а). Затем трансформируемую оснастку 1 вместе с листами препрега 2 помещают в вакуумный мешок, обеспечивающий прижим листов препрега к трансформируемой оснастке и их совместное складывание (фиг. 1, б). После того, как препрег принимает конечную заданную форму (фиг. 1, в), вакуумный мешок удаляют и укладывают внешний лист препрега 3 (фиг. 2, а), который задает гладкую внешнюю поверхность панели. Затем осуществляют процесс формования, получают отвержденную верхнюю обшивку с ребрами 4 (фиг. 2, б). После формования трансформируемую оснастку удаляют.
Для формования нижней части панели используют трансформируемую оснастку 5 (фиг. 3, а). Отличием нижней трансформируемой оснастки является значительно меньшая ширина пластинчатых элементов, которые образуют вертикальные стенки пазов, и дополнительные пластинчатые элементы, которые образуют горизонтальную стенку пазов и задают его ширину. Листы препрега 6 выкладывают на оснастку 5 и по той же технологии, что у верхней части, изготавливают нижнюю часть панели (фиг. 3, а, б, в), но без внешнего листа препрега. Полученная нижняя часть панели 7 (фиг. 3, в) имеет ребра прямоугольной формы с пазами, при этом ширина пазов соответствует толщине ребер верхней части панели, а глубина пазов меньше высоты ребер верхней части. Меньше не менее чем в 2 раза.
На окончательном этапе на сопрягаемые поверхности панели наносят клей и совмещают ребра верхней части панели с пазами нижней части панели, тем самым соединяют верхнюю часть панели 4 с нижней 7 (фиг. 4). В результате получают многостеночную панель 8 (фиг. 5).
Данный способ позволяет:
- Сократить время, затрачиваемое на раскрой материала и подготовку преформ, а также повысить прочность соединения стенок с обшивкой, за счет использования цельных листов материала;
- Обеспечить высокую прочность композита за счет возможности подвода большого давления к препрегу;
- Создавать крупногабаритные многостеночные панели с регулярным и переменным сечением, так как панель изготавливают из двух частей без использования вкладышей.
Таким образом, данный способ изготовления многостеночной панели позволяет наиболее эффективно получить силовую оболочечную конструкцию панели за счет использования цельнолистовых материалов и трансформируемых оснасток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2399491C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СЛОИСТОЕ ИЗДЕЛИЕ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ ИЗ ВОЛОКНИСТОГО ПЛАСТИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2144469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОЙ СТРИНГЕРНОЙ ПАНЕЛИ | 2015 |
|
RU2616662C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2697367C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2623773C1 |
Изобретение относится к технологии изготовления многостеночной панели из полимерных композиционных материалов и может быть использовано в производстве летательных и космических аппаратов. Изготовление многостеночной панели из композитов включает выкладку на поверхности формообразующих оснасток цельных листов препрега для верхней и нижней обшивки, а также стенок, формование обшивок и стенок, клеевое соединение обшивок и стенок. Препрег для верхней части панели выклеивается на трансформируемую оснастку в плоском состоянии и затем совместно с оснасткой принимает форму верхней обшивки с ребрами. Препрег для нижней части панели также выклеивается на оснастку и принимает форму оребренной нижней обшивки, ребра которой имеют прямоугольную форму с пазом. Ширина пазов равна толщине ребер верхней обшивки, а глубина пазов меньше, чем высота ребер верхней обшивки. После формования обшивок ребра верхней обшивки входят в пазы нижней и соединяются клеевым способом, образуя стеночную конструкцию панели. Способ изготовления многостеночной панели позволяет наиболее эффективно получить силовую оболочечную конструкцию панели за счет использования цельнолистовых материалов и трансформируемых оснасток. 5 ил. 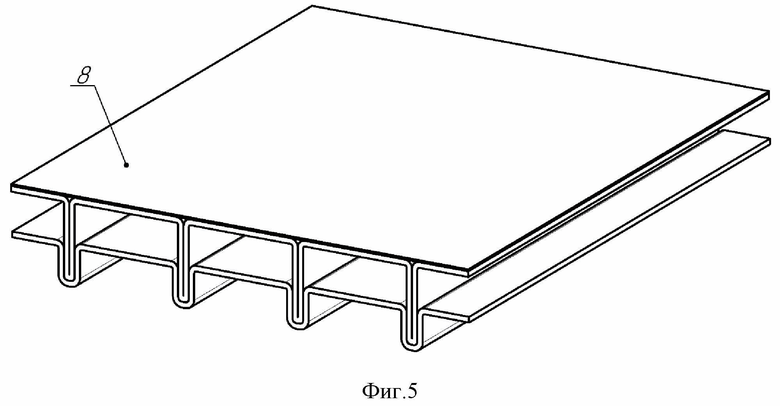
Способ изготовления многостеночной панели из композитов, включающий выкладку на поверхности формообразующих оснасток цельных листов препрега для верхней и нижней обшивки, а также стенок, формование обшивок и стенок, клеевое соединение обшивок и стенок, отличающийся тем, что препрег для верхней части панели выклеивается на ровную поверхность трансформируемой оснастки и затем совместно с оснасткой принимает форму верхней обшивки с ребрами, препрег для нижней части панели также выклеивается на оснастку и принимает форму оребренной нижней обшивки, ребра которой имеют прямоугольную форму с пазом, ширина пазов равна толщине ребер верхней обшивки, а глубина пазов меньше, чем высота ребер верхней обшивки, после формования обшивок ребра верхней обшивки размещают в пазах нижней обшивки и соединяют клеевым способом, образуя многостеночную конструкцию панели.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2623781C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2495744C1 |
| SU 924298 A1, 30.04.1982 | |||
| EP 3687783 B1, 09.08.2023 | |||
| БАРАБАН, ОБРАЗУЮЩИЙ, В ЧАСТНОСТИ, РОТОР ТУРБОМАШИНЫ, КОМПРЕССОР И ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЕ ЭТОТ БАРАБАН | 2003 |
|
RU2314437C2 |

