Изобретение относится к термической деструкции углеводородного сырья, в частности к термической деструкции резиновой крошки, полученной из использованных автомобильных шин с применением углекислого газа, изобретение может быть использовано в промышленности, сельском хозяйстве и других отраслях экономики, где осуществляют действия по термической деструкции резиновой крошки, полученной из использованных автомобильных шин.
Известен способ термической деструкции изношенных шин, при котором осуществляют пиролиз измельченных шин в реакторе при температуре 550-800°С в среде восстановительного газа, полученного в генераторе восстановительных газов сжиганием газов, содержащих углеводороды, и осуществляют разделение продуктов пиролиза (RU 2269415 С2).
Известен способ термической деструкции изношенных шин в среде рециркулирующих газов пиролиза в реакторе при температуре 200-500°С, с разделением продуктов пиролиза посредством аппарата разделения (RU 2339510 С1).
Известен способ термической деструкции изношенных шин, включающий их загрузку в реактор, пиролиз материала при температуре 550-800°С в среде восстановительного газа с последующим разделением продуктов пиролиза и выгрузку твердого остатка (RU 2139187 С1).
Известен также способ получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа, Способ получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа, включающий предварительный нагрев резиновой крошки с влажностью 9-12% и размерами ее фрагментов 1-6 мм до 310-340°С, сушку ее до влажности 0,9-1,1% и последующее механическое разрушение резиновой крошки на более мелкие фрагменты с использованием центробежной силы и ударной нагрузки путем соударения резиновой крошки о вогнутую стальную стенку камеры термической деструкции с температурой 800-810°С, удаление продуктов термической деструкции за пределы камеры термической деструкции, использование бункер-дозатора, винтового конвейера, центробежно-ударной мельницы, сообщение выхода бункер-дозатора со входом винтового конвейера, сообщение выхода винтового конвейера со входом центробежно-ударной мельницы, содержащей электродвигатель, диск горизонтальный разбрасывающий с торцевой поверхностью, верхней поверхностью и нижней поверхностью, камеру термической деструкции с полостью и пазом кольцевым с верхней областью и нижней областью, сообщение электродвигателя с диском горизонтальным разбрасывающим, размещение диска горизонтального разбрасывающего относительно паза кольцевого с возможностью подачи резиновой крошки в полость камеры термической деструкции со стороны верхней поверхности диска горизонтального разбрасывающего и верхней области паза кольцевого, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции со стороны нижней поверхности диска горизонтального разбрасывающего и нижней области паза кольцевого (RU 2780833 С1, опубликовано 04.10.2022 Бюл. №28). Указанное техническое решение (далее также известный способ), как наиболее близкое, как по совокупности существенных признаков, так и по достигаемому техническому результату включая назначение, выбирается в качестве наиболее близкого аналога (прототипа) для заявляемого изобретения «Способ получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа».
Техническая проблема: известный способ не обеспечивает получение технического углерода, как конечного продукта, непосредственно на выходе из камеры термической деструкции центробежно-ударной мельницы, т.к. получается промежуточный продукт в виде полуфабриката, образованного смесью крупной и мелкодисперсной фракций дисперсного углерода, подлежащего последующей дополнительной переработке с целью получения технического углерода с требуемыми физико-химическими показателями. В известном способе, так же, как и заявляемом способе, используется углекислый газ, необходимый для создания инертной среды с целью исключения попадания кислорода воздуха окружающей среды в процесс термической деструкции. При замене воздуха окружающей среды на углекислый газ осуществляется контакт углекислого газа с резиновой крошкой, но в известном способе время контакта определяется временем, необходимым для вытеснения воздуха окружающей среды из системы, образованной технологическим оборудованием, используемым для подготовки резиновой крошки к термической деструкции, что составляет 1-20 с, которое недостаточно для вытеснения воздуха окружающей среды из пор и трещин резиновой крошки, но данная задача и не ставилась в известном способе, а ставилась задача вытеснения воздуха окружающей из системы, образованной технологическим оборудованием. Вместе с тем увеличение времени воздействия углекислого газа на резиновую крошку для цели вытеснения из ее пор и трещин воздуха окружающей среды и замены его углекислым газом не будем эффективным, если не использовать действия способа, направленные на интенсификацию процесса вытеснения воздуха окружающей среды из пор и трещин резиновой крошки и их заполнения углекислым газом, а также иные действия способа, непосредственно связанные с проведением термической деструкции резиновой крошки и получением технического углерода требуемой дисперсии, как товарного продукта, непосредственно на выходе из камеры термической деструкции центробежно-ударной мельницы.
Задача, на решение которой направлен заявляемый способ: создать новый способ получения технического углерода, как готового продукта, с применением углекислого газа, термической деструкцией резиновой крошки использованных автомобильных шин с производительностью 2000 кг/час, непосредственно на выходе из камеры термической деструкции центробежно-ударной мельницы, физико-химические показатели которого соответствуют техническому углероду марки Т-900 по ГОСТ 7885-86 «УГЛЕРОД ТЕХНИЧЕСКИЙ ДЛЯ ПРОИЗВОДСТВА РЕЗИНЫ. ТЕХНИЧЕСКИЕ УСЛОВИЯ».
Получаемый технический результат: обеспечение получения технического углерода, как готового продукта, с применением углекислого газа, термической деструкцией резиновой крошки использованных автомобильных шин с производительностью 2000 кг/час, непосредственно на выходе из камеры термической деструкции центробежно-ударной мельницы, физико-химические показатели которого соответствуют техническому углероду марки Т-900 по ГОСТ 7885-86 «УГЛЕРОД ТЕХНИЧЕСКИЙ ДЛЯ ПРОИЗВОДСТВА РЕЗИНЫ. ТЕХНИЧЕСКИЕ УСЛОВИЯ».
Технический результат представлен таким образом, чтобы обеспечить возможность понимания специалистом на основании уровня техники его смыслового содержания.
Заявитель раскрыл задачу, на решение которой направлено заявленное изобретение, с указанием получаемого технического результата.
Резиновая крошка использованных автомобильных шин - совокупность частиц измельченной резины различной дисперсности и разнообразной формы, которые характеризуются, прежде всего тем, что сохраняют в своей основе молекулярную структуру и эластомерные свойства исходной резины, а поверхность частиц может быть активирована для придания особых свойств резиновой крошке, либо путем частичной девулканизации приповерхностного слоя частиц, либо модификацией поверхности частиц химической или физико-химической обработкой.
Классифицирующие признаки и марки технического углерода (далее также техуглерод), используемого, например, для производства резины, определены ГОСТ 7885-86 «УГЛЕРОД ТЕХНИЧЕСКИЙ ДЛЯ ПРОИЗВОДСТВА РЕЗИНЫ. ТЕХНИЧЕСКИЕ УСЛОВИЯ».
Из указанного ГОСТ 7885-86 известна марка Т-900, в отношении которой указаны сведения - малоактивный, получаемый термическим разложением природного газа, с низким показателем дисперсности и низким показателем структурности (пп.1.1. последний абзац). В качестве сырья для получения технического углерода марка Т-900 используется природный газ, который подвергается термическому разложению.
Использование в качестве сырья для получения технического углерода марка Т-900 дорогого природного газа нельзя признать эффективным.
В заявляемом способе, в качестве исходного сырья для получения техуглерода, используются отходы резиновой крошки, полученной из использованных автомобильных шин.
Размер частиц (13-120 нм) определяет дисперсность техуглерода. Физико-химическим показателем, характеризующим дисперсность, является удельная поверхность. Один нм. равен 0,001 мкм.
Техуглерод обладает высокоразвитой удельной поверхностью (5-150 м2/г), со значительной активностью.
Истинная плотность частиц техуглерода- 1,76-1,9 г/см3. Насыпная плотность хлопьевидного («пылящего») техуглерода составляет 330-420 кг/м3. Для удобства транспортирования и использования техуглерод гранулируют до плотности 300-600 кг/м3.
По физико-химическим показателям технический углерод для производства резины должен соответствовать требованиям и нормам, указанным в таблице (пп.2.3. ГОСТ 7885-86)
Для технического углерода марки Т-900 в ГОСТ 7885-86 указаны следующие физико-химические показатели (см. табл.ГОСТ 7885-86):
- удельная условная поверхность, 12-16 м2/г;
- зольность, %, не более 0,15;
- Массовая доля остатка, %, не более, после просева через сито с сеткой:
- - 0045 - 0,08;
--05 - 0,0010;
--014 - 0,02.
Соотношения между номером сита и диаметром отверстия сита: 0045 - 0,333 мм; 05 -3,000 мм; 014-1,071 мм.
Температура самовозгорания технического углерода свыше 250°С, которая осуществляется в присутствии кислорода. Именно этим обстоятельством продиктовано проведение термической деструкции резиновой крошки в среде инертного газа, в частности, в среде углекислого газа, где нет кислорода.
Техуглерод, как готовый продукт, нашел широкое применение в качестве усиливающего компонента в производстве резин и пластических масс. Около 70% всего выпускаемого техуглерода используется в производстве шин, около 20% в производстве резино-технических изделий. Остальное количество находит применение в качестве: черного пигмента; замедлителя «старения» пластмасс; компонента, придающего пластмассам специальные свойства электропроводные, антистатические, способность поглощать ультрафиолетовое излучение, излучение радаров.
Сущность заявленного способа заключается в том, что в способе получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа, включающем предварительный нагрев резиновой крошки с влажностью 9-12% и размерами ее фрагментов 1-6 мм до 310-340°С, сушку ее до влажности 0,9 - 1,1% и последующее механическое разрушение резиновой крошки на более мелкие фрагменты с использованием центробежной силы и ударной нагрузки путем соударения резиновой крошки о вогнутую стальную стенку камеры термической деструкции с температурой 800-810°С, удаление продуктов термической деструкции за пределы камеры термической деструкции, использование бункер-дозатора, винтового конвейера, центробежно-ударной мельницы, сообщение выхода бункер-дозатора со входом винтового конвейера, сообщение выхода винтового конвейера со входом центробежно-ударной мельницы, содержащей электродвигатель, диск горизонтальный разбрасывающий с торцевой поверхностью, верхней поверхностью и нижней поверхностью, камеру термической деструкции с полостью и пазом кольцевым с верхней областью и нижней областью, сообщение электродвигателя с диском горизонтальным разбрасывающим, размещение диска горизонтального разбрасывающего относительно паза кольцевого с возможностью подачи резиновой крошки в полость камеры термической деструкции со стороны верхней поверхности диска горизонтального разбрасывающего и верхней области паза кольцевого, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции со стороны нижней поверхности диска горизонтального разбрасывающего и нижней области паза кольцевого, согласно известному способу, в нем до подачи резиновой крошки в полость камеры термической деструкции увеличивают кинетическую энергию каждой отдельной резиновой крошки путем увеличения ее массы за счет вытеснения воздуха окружающей среды с пор, трещин и их заполнения углекислым газом, плотность которого выше плотности воздуха окружающей среды, причем указанное вытеснение и заполнение осуществляют в течении 1 минуты при одновременном ворошении резиновой крошки при избыточном давлении углекислого газа 200-300 Па, а центробежную силу формируют посредством электродвигателя мощностью 11 кВт, которым вращают с оборотами 3000 в минуту диск горизонтальный разбрасывающий диаметром 610 мм с резиновой крошкой, причем резиновую крошку, до соударения о вогнутую стальную стенку камеры термической деструкции, перемещают в полости камеры термической деструкции на расстояние 270 мм, которое предварительно образуют между торцевой поверхностью диска горизонтального разбрасывающего и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции, а твердую фракцию, в виде технического углерода, получают непосредственно на выходе из камеры термической деструкции.
Сопоставительный анализ заявленного изобретения с прототипом показывает, что заявленное изобретение имеет общие признаки с прототипом:
- предварительный нагрев резиновой крошки с влажностью 9-12% и размерами ее фрагментов 1-6 мм до 310-340°С;
- сушка резиновой крошки до влажности 0,9 - 1,1%;
- последующее механическое разрушение резиновой крошки на более мелкие фрагменты с использованием центробежной силы и ударной нагрузки путем соударения резиновой крошки о вогнутую стальную стенку камеры термической деструкции с температурой 800-810°С;
- удаление продуктов термической деструкции за пределы камеры термической деструкции;
- использование бункер-дозатора, винтового конвейера, центробежно-ударной мельницы;
- сообщение выхода бункер-дозатора со входом винтового конвейера;
- сообщение выхода винтового конвейера со входом центробежно-ударной мельницы, содержащей электродвигатель, диск горизонтальный разбрасывающий с торцевой поверхностью, верхней поверхностью и нижней поверхностью, камеру термической деструкции с полостью и пазом кольцевым с верхней областью и нижней областью;
- сообщение электродвигателя с диском горизонтальным разбрасывающим;
- размещение диска горизонтального разбрасывающего относительно паза кольцевого с возможностью подачи резиновой крошки в полость камеры термической деструкции со стороны верхней поверхности диска горизонтального разбрасывающего и верхней области паза кольцевого, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции со стороны нижней поверхности диска горизонтального разбрасывающего и нижней области паза кольцевого.
Заявленное изобретение отличается от прототипа новыми признаками:
- до подачи резиновой крошки в полость камеры термической деструкции увеличивают кинетическую энергию каждой отдельной резиновой крошки путем увеличения ее массы за счет вытеснения воздуха окружающей среды с пор, трещин и их заполнения углекислым газом, плотность которого выше плотности воздуха окружающей среды;
- указанное вытеснение и заполнение осуществляют в течении 1 минуты при одновременном ворошении резиновой крошки при избыточном давлении углекислого газа 200-300 Па;
- центробежную силу формируют посредством электродвигателя мощностью 11 кВт, которым вращают с оборотами 3000 в минуту диск горизонтальный разбрасывающий диаметром 610 мм с резиновой крошкой;
- резиновую крошку, до соударения о вогнутую стальную стенку камеры термической деструкции, перемещают в полости камеры термической деструкции на расстояние 270 мм, которое предварительно образуют между торцевой поверхностью диска горизонтального разбрасывающего и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции;
- твердую фракцию, в виде технического углерода, получают непосредственно на выходе из камеры термической деструкции.
Для движения со скоростями значительно меньше скорости света кинетическая энергия записывается как:
Е = mv2/2, где
Е - кинетическая энергия;
m - масса тела;
v - скорость тела.
Из указанного соотношения следует, что кинетическая энергия тела зависит от массы и скорости движения тела, причем чем больше масса тела и скорость движения, тем больше кинетическая энергия.
Упрощенно, кинетическая энергия - это работа, которую необходимо совершить, чтобы тело массой m разогнать из состояния покоя до скорости v. Либо, наоборот, это работа, которую может совершить, останавливаясь, тело массой m, обладающее начальной скоростью V.
Одним из путей увеличения кинетической энергии тела является путь, направленный на увеличение массы тела, причем для отдельных случаев этот путь может быть единственно возможным, если существуют ограничения в части увеличения скорости движения тела.
Выбранный путь увеличения массы каждой отдельной резиновой крошки реализуем в связи с тем существенным обстоятельством, что каждая отдельная крошка имеет поры и трещины, т.е. обладает пористостью, которая составляет 10-13%. В результате контакта резиновой крошки с воздухом окружающей среды ее поры и трещины заполнены воздухом, плотность которого при нормальных условиях (давление - 1 атм.; температура +20°С, влажность 0%) равна 1,2041 кг/м3.
Плотность углекислого газа (диоксид углерода; двуокись углерода) при нормальных условиях 1,98 кг/м3 (в 1,5 раза тяжелее воздуха). Из представленной информации следует, что если воздух окружающей среды из пор и трещин резиновой крошки заместить на углекислый газ, то масса резиновой крошки увеличиться, а, следовательно, увеличиться и ее кинетическая энергия.
Вытеснение воздуха окружающей среды из пор и трещин резиновой крошки и заполнения их углекислым газом осуществляется в течение определенного времени, а, следовательно, величина, характеризующая время совершения указанных действий, следует признать существенным признаком, влияющим на технический результат, т.е. находящимся в причинно-следственной связи с техническим результатом. Причем время указанного действия не может быть чрезмерно малым, а также не может быть чрезмерно большим, когда временной фактор перестает влиять на технический результат. Если интервал времени воздействия не достаточный, то не происходит максимально возможное замещение воздуха окружающей среды из пор и трещин резиновой крошки углекислым газом, а, следовательно, не происходит максимально возможное заполнение пор и трещин резиновой крошки углекислым газом, причем указанные процессы вытеснения и заполнения протекают одновременно. При наличии указанного обстоятельства заявленный технический результат достигается, но не в полном объеме, т.е. можно говорить о частичном достижении технического результата, об отсутствии полноты достижения технического результата.
Если в оптимальном интервале времени воздействия произошло замещение воздуха окружающей среды из пор и трещин резиновой крошки на углекислый газ до максимально возможного уровня, а после этого если продолжать процесс указанного воздействия, но при этом не происходит увеличение степени указанного замещения, то это обстоятельство может свидетельствовать о наличии чрезмерности, т.к. дальнейшее воздействие не оказывает влияния на указанное замещение. По общему правилу имеет место быть чрезмерность, если в оптимальном интервале времени достигнут требуемый технический результат, а дальнейшее продолжение воздействия не приводит к достижению технического результата, сверх уже достигнутого. При наличии чрезмерности перестает существовать требуемая причинно-следственная связь между признаком и техническим результатом.
Проведенные практические эксперименты показали, что были получены следующие результаты при одновременном ворошении резиновой крошки при избыточном давлении углекислого газа 200-300 Па, которые указали на оптимальное время.
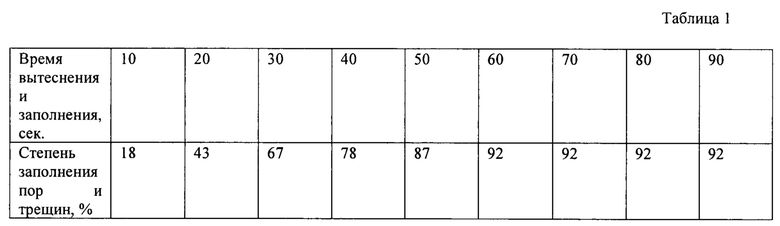
Полученные данные указывают на то существенное обстоятельство, что в результате вытеснения воздуха окружающей среды из пор и трещин резиновой крошки и заполнения их углекислым газом, в интервале времени от 10 до 60 с, происходит неуклонное увеличение степени заполнения пор и трещин резиновой крошки, а дальнейшее увеличение времени взаимодействия не приводит к увеличению степени указанного заполнения. Из полученных результатов следует, что время вытеснения и заполнения, в интервале времени от 10 до 60 с, является необходимым, оказывающим влияние на технический результат, а время вытеснения и заполнения, в интервале времени от 60 до 90 с. является чрезмерным, не оказывающим влияния на технический результат. Максимальная степень заполнения достигается при времени вытеснения и заполнения 60 с (1 мин), причем дальнейшее увеличение времени не приводит к увеличению степени заполнения.
Проведенные практические эксперименты показали, что были получены следующие результаты, без использования ворошения резиновой крошки при избыточном давлении углекислого газа 200-300 Па.
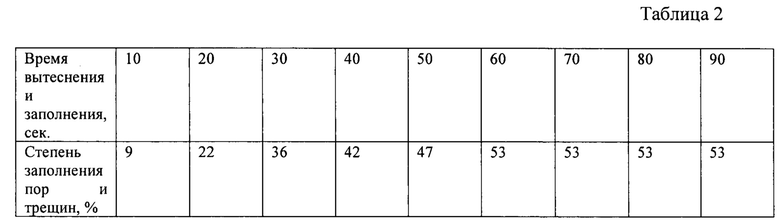
Полученные результаты указывают на то существенное обстоятельство, что отказ от ворошения резиновой крошки, при вытеснении воздуха окружающей среды из пор и трещин и их заполнении углекислым газом, является неэффективным, что исключает достижение требуемого технического результата по вытеснению и замене воздуха окружающей среды на углекислый газ в порах и трещинах резиновой крошки. Полученные результаты указывают на существенность ворошения резиновой крошки, т.к. ворошение влияет на технический результат.
Резиновые крошки при хранении и транспортировке находятся в контакте друг с другом, причем в контакте участвуют одновременно участки внешних поверхностей нескольких резиновых крошек, которые становятся недоступными для углекислого газа для цели вытеснения воздуха окружающей среды из пор и трещин резиновой крошки, а также их заполнения углекислым газом. При ворошении происходит изменение расположения друг относительно друга контактирующих участков внешних поверхностей резиновой крошки, при этом контактирующие участки внешних поверхностей резиновой крошки, которые ранее были недоступны для углекислого газа, становятся доступными.
В результате ворошения происходит постоянное изменение контактирующих друг с другом участков внешней поверхности резиновой крошки, что оказывает положительное влияние на интенсификацию процесса вытеснения воздуха окружающей среды из пор и трещин резиновой крошки, а также на интенсификацию процесса заполнения их углекислым газом. Ворошение осуществляется в бункер-дозаторе с достижением технического результата. Ворошение также осуществляется и в винтовым конвейере по причине работы винтового конвейера с использованием транспортного шнека, но данное ворошение является избыточным, т.к. вытеснение воздуха окружающей среды из пор и трещин резиновой крошки было уже осуществлено в бункер-дозаторе.
Таким образом, время воздействия на резиновую крошку в течении 1 мин является необходимым и достаточным для вытеснения воздуха окружающей среды из пор и трещин резиновой крошки и замены его углекислым газом при одновременном ворошении резиновой крошки при избыточном давлении углекислого газа 200-300 Па.
Использование избыточного давления углекислого газа 200-300 Па (которое выше атмосферного на указанную величину) продиктовано следующими существенными обстоятельствами.
При использовании избыточного давления углекислого газа меньше 200 Па и больше 300 Па были получены данные, которые ниже тех данных, которые приведены в табл.1 на 12-15%, что объясняется наличием следующих причин.
При давлении углекислого газа меньше 200 Па не достигается требуемая степень вытеснения из пор и трещин резиновой крошки воздуха окружающей среды и замещения его углекислым газом, при прочих равных условиях.
При использовании избыточного давления углекислого газа больше 300 Па осуществляется поднятие мелкой фракции резиновой крошки, т.е. происходит формирование устойчивого облака пыли и последующий унос мелкодисперсной фракции резиновой крошки наружу, что влечет потери продукта. Указанное обстоятельство нельзя отнести к допустимым.
Таким образом, существующие обстоятельства, а также их учет определяют оптимальное избыточного давления углекислого газа 200-300 Па, которое необходимо и достаточно для эффективной подготовки резиновой крошки к термической деструкции, причем указанное избыточное давление в системе препятствует проникновению воздуха окружающей среды в систему, что является необходимым условием ведения процесса термической деструкции.
Признаки заявляемого способа «центробежную силу формируют посредством электродвигателя мощностью 11 кВт, которым вращают с оборотами 3000 в минуту диск горизонтальный разбрасывающий диаметром 610 мм с резиновой крошкой» являются существенными и подлежат включению в независимый пункт формулы изобретения, т.к. они влияют на технический результат, находятся в причинно-следственной связи с ним, что поясняется следующими обстоятельствами. Указанные параметры влияют на формирование кинетической энергии резиновой крошки, обеспечивают формирование кинетической энергии, которая необходима и достаточна для механического разрушения резиновой крошки при приложении ударной нагрузки.
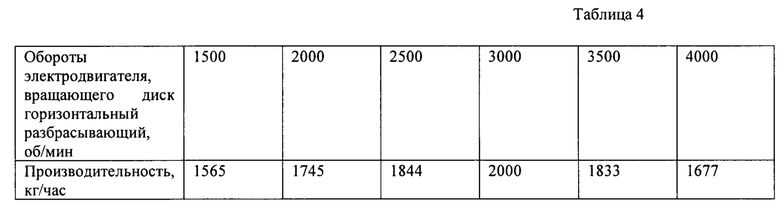
Указанные параметры: электродвигатель мощностью 11 кВт; 3000 об/мин диска горизонтального разбрасывающего; диаметр диска горизонтального разбрасывающего 610 мм, продиктованы требованиями обеспечения производительности 2000 кг/час. резиновой крошки, а также величиной требуемой работы, направленной на механическое разрушение резиновой крошки до требуемой дисперсности (до 13-120 нм.) с использованием центробежной силу и ударной нагрузки. В результате проведения многочисленных экспериментов удалось найти оптимальное соотношение между мощностью электродвигателя, оборотами диска горизонтального разбрасывающего и его оборотами.
Выбор диаметра диска горизонтального разбрасывающего 610 мм продиктован конструктивными особенностями других конструктивных элементов центробежно-ударной мельницы, с которыми он взаимосвязан, причем выбранный диаметр 610 мм находится во взаимосвязи с мощностью 11 кВт электродвигателя, 3000 об/мин диска горизонтального разбрасывающего и производительностью способа 2000 кг/час. резиновой крошки.
При использовании электродвигателя мощностью менее 11 кВт она оказывалась недостаточной для более полного механического разрушения резиновой крошки до требуемой дисперсности и обеспечения требуемой производительности, а увеличение мощности на величину, которая более 11 кВт, не приводило к увеличению полноты механического разрушения резиновой крошки и повышению производительности, а, следовательно, мощность была чрезмерной, что приводило к дополнительному расходованию электрической энергии, без наличия на то оснований, что поясняется полученными данными.

Снижение производительности, начиная с мощности 12 кВт и более, а также увеличение размеров части резиновой крошки, получаемой после ее механического разрушения посредством приложения ударной нагрузки, объясняется образованием агрегатов резиновой крошки до их механического разрушения, а также их последующим отрывом от верхней поверхности диска горизонтального разбрасывающего и вращением совместно с последним, что оказывает отрицательное влияние на количество подаваемой резиновой крошки в полость камеры термической деструкции.
Полученные результаты при 3000 об/мин диска горизонтального разбрасывающего указывают на обеспечение требуемой производительности 2000 кг/час. При оборотах диска горизонтального разбрасывающего менее 3000 об/мин, а также более 3000 об/мин не обеспечивается требуемая производительность 2000 кг/час, что подтверждается полученными результатами, сведенными в таблицу.
Признак заявляемого способа «резиновую крошку, до соударения о вогнутую стальную стенку камеры термической деструкции, перемещают в полости камеры термической деструкции на расстояние 270 мм, которое предварительно образуют между торцевой поверхностью диска горизонтального разбрасывающего и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции» является существенным, влияет на технический результат, находится в причинно-следственной связи с техническим результатом, что подтверждается следующими обстоятельствами.
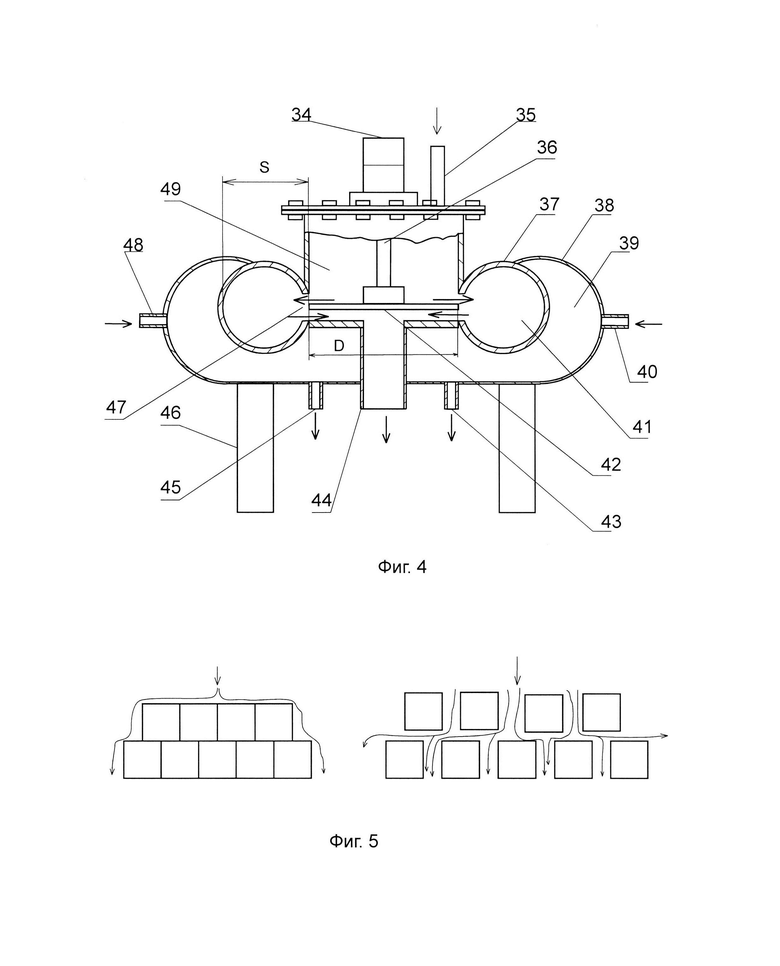
Полученные результаты экспериментов, указывают на влияние величины расстояния S (см. фиг.5) между торцевой поверхностью диска горизонтального разбрасывающего и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции на дисперсность технического углерода.
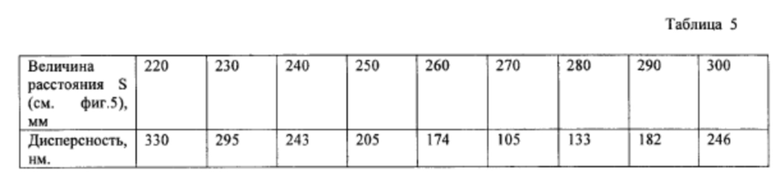
Полученные результаты объясняются тем, что величина расстояния S определяет продолжительность времени воздействия сопротивления среды, образованной углекислым газом, на движущиеся к вогнутой стальной стенке камеры термической деструкции, фрагменты резиновой крошки, а также продолжительность термического воздействия на последние.
Таким образом, расстояние S (см. фиг.5) 270 мм является оптимальным, т.к. обеспечивает получение технического углерода с дисперсией 105 нм., что находится в требуемом интервале 13-120 нм.
Резиновая крошка поступает в центробежно-ударную мельницу с температурой 310-340°С, а температура вогнутой стальной стенки камеры термической деструкции, о которую соударяется резиновая крошка, а также температура в полости камеры термической деструкции 800-810°С. При отрыве резиновой крошки с верхней поверхности диска горизонтального разбрасывающего, под воздействием центробежной силы, она поступает в полость камеры термической деструкции, которая имеет размер S, равный 270 мм, где температура 800-810°С. В результате мгновенной подачи резиновой крошки в указанную полость, со столь высокой разницей температур, происходит взрывное первичное механическое разрушение резиновой крошки, на начальном участке пути 270 мм, что обеспечивает получение более мелкой первичной дисперсии резиновой крошки до соударения о выпуклую стальную стенку камеры термической деструкции. Следует отметить, что каждая отдельная резиновая крошка прогрета неравномерно по объему. Объем резиновой крошки, образованный периферийной областью, имеет более высокую температуру по сравнению с центральным ее объемом. В результате взрывного первичного механического разрушения резиновой крошки образуются более мелкие дисперсии резиновой крошки, при этом обнажаются центральные области каждой отдельной крошки, которые подвергаются воздействию температуры, которая имеется в полости камеры термической деструкции. В результате указанного воздействия происходит вторичное механическое разрушение резиновой крошки с образованием фрагментов резиновой крошки с более мелкой дисперсией, причем именно они соударяются о поверхность вогнутой стальной стенки указанной камеры, где они подвергаются мгновенному дополнительному нагреву и механическому разрушению. Следует также отметить, что происходят хаотичные и многократные соударения мелких фрагментов резиновой крошки друг с другом, что способствует их ударному механическому разрушению и получению более мелкой дисперсии резиновой крошки.
Принимая во внимание, что для способа использованы устройства, воплощающие признаки способа, то будет целесообразным, если привести описания устройств и их работу в краткой форме, что будет способствовать более правильному восприятию сущности заявляемого способа.
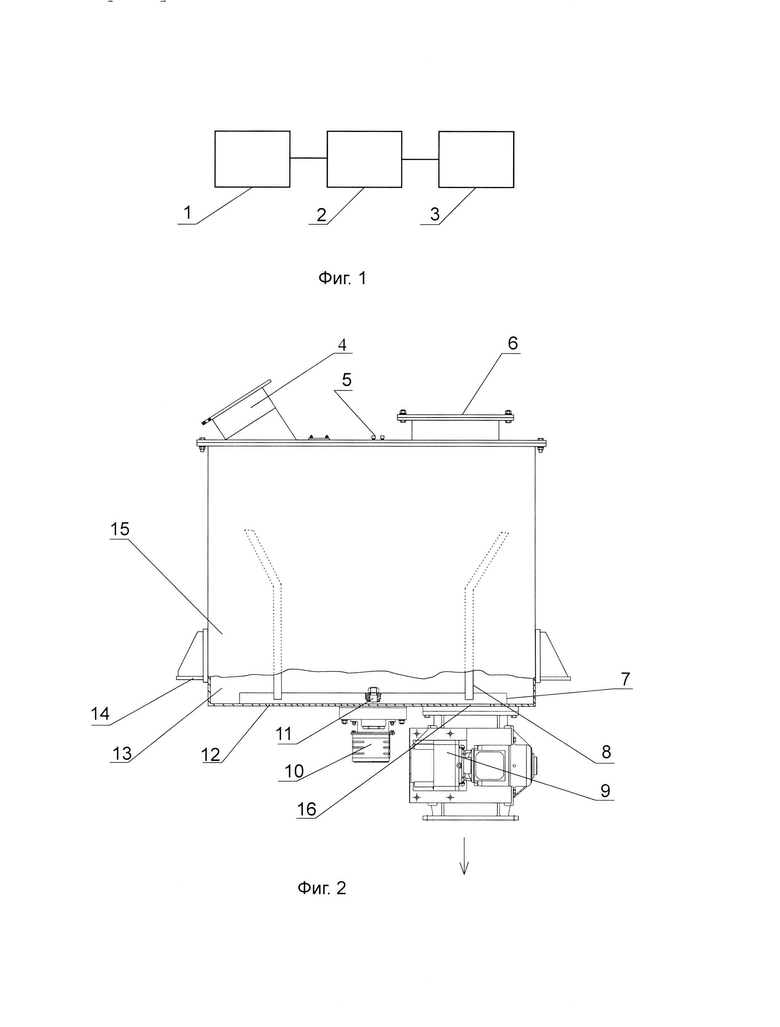
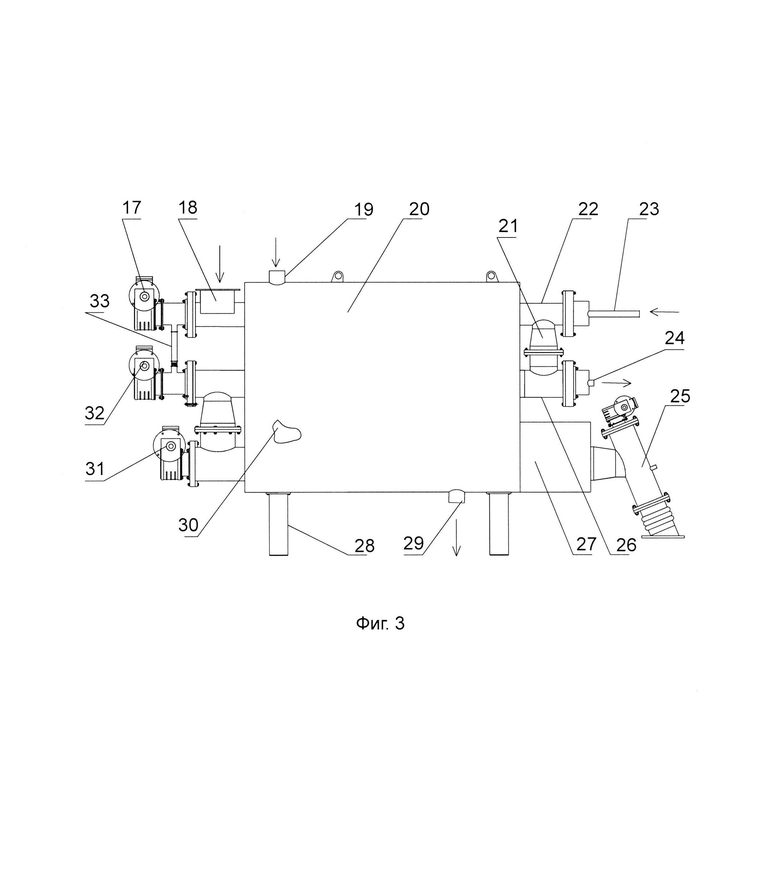
На фиг.1 показан способ получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа; на фиг.2 - бункер-дозатор, выполняющий действия заявляемого способа; на фиг.3 - винтовой конвейер, выполняющий действия заявляемого способа; на фиг.4 -центробежно-ударная мельница, выполняющая действия заявляемого способа; на фиг.5 -элементы резиновой крошки, размещаемые относительно друг друга.
В заявляемом способе используют бункер-дозатор 1 (см. фиг.1), винтовой конвейер 2, центробежно-ударную мельницу 3, сообщают выход бункер-дозатора 1 со входом винтового конвейера 2, сообщают выход винтового конвейера 2 со входом центробежно-ударной мельницы 3.
Бункер-дозатор 1 (см. фиг.1, 2) содержит следующие элементы, которые не все обозначены позициями на чертеже, т.к. их наличие и размещение относительно друг друга поясняются чертежом: патрубок загрузочный 4, клапан воздушный 5, люк съемный 6, брусок стальной горизонтальный 7, бруски стальные вертикальные 8, электропривод дозатора 9, отверстие разгрузочное 16, электропривод 10, приводной вал 11, дно 12, полость 13, опорные элементы 14, боковая стенка 15, отверстие 16.
Патрубок загрузочный 4 используется для подачи резиновой крошки и углекислого газа. Клапан воздушный 5 используется для удаления воздуха окружающей среды из полости 13 при формировании в полости 13 избыточного давления 200 - 300 Па. Люк съемный 6 необходим для проведения технического обслуживания и обеспечивает проникновение человека в полость 13. Брусок стальной горизонтальный 7 и бруски стальные вертикальные 8 скреплены между собой посредством сварных швов и образуют ворошитель, необходимый для ворошения резиновой крошки, который размещен в полости 13. В центральной области бруска стального горизонтального 7 изготовлено сквозное отверстие, сообщенное с приводным валом 11 посредством шпоночного соединения, что необходимо для передачи крутящего момента от электропривода 10 к ворошителю. Брусок стальной горизонтальный 7 размещен относительно дна 12 на расстоянии 0,5 01,0 мм и обеспечивает принудительную подачу резиновой крошки в отверстие 16, которая поступает в дозатор, содержащий полый корпус, вал с лопактами, сообщенный с электроприводом дозатора 9. Резиновая крошка из отверстия 16 поступает в пространство между лопатками, а затем посредством вращающегося вала с лопактами и электропривода дозатора 9 удаляется за пределы бункер-дозатора 1. К внешней поверхности боковой стенки 15 закреплены, посредством сварных швов, опорные элементы 14, необходимые для монтажа бункер-дозатора 1.
Винтовой конвейер 2 (см. фиг.1, 3) содержит следующие элементы, которые не все обозначены позициями на чертеже, т.к. их наличие и размещение относительно друг друга поясняются чертежом: электропривод верхний 17 (см. фиг.3), бункер загрузочный 18, патрубок верхний 19, корпус 20, патрубок верхний вертикальный 21, верхний горизонтальный участок 22, патрубок верхний подающий 23, патрубок средний отводящий 24, шнек разгрузочный 25, средний горизонтальный участок 26, нижний горизонтальный участок 27, опора 28, патрубок нижний 29, полость общая 30, электропривод нижний 31, электропривод средний 32, труба соединительная 33.
Посредством патрубка верхнего 19 осуществляют подачу газообразного теплоносителя в полость общую 30, который удаляется из полости общей 30 посредством патрубка нижнего 29. Тепловая энергия от газообразного теплоносителя передается к верхнему горизонтальному участку 22, среднему горизонтальному участку 26, нижнему горизонтальному участку 27, причем каждый из указанных участков содержит внешнюю трубу, внутреннюю трубу с винтовой спиралью. По меньшей мере, внутренняя труба с винтовой спиралью верхнего горизонтального участка 22 и внутренняя трубу с винтовой спиралью среднего горизонтального участка 26 сообщены, посредством патрубка верхнего подающего 23, трубы соединительной 33 и патрубка среднего отводящего 24 с газообразным теплоносителем. Шнек разгрузочный 25 обеспечивает принудительное перемещение резиновой крошки за пределы винтового конвейера в центробежно-ударную мельницу 3. Верхний горизонтальный участок 22, средний горизонтальный участок 26, нижний горизонтальный участок 27 имеют индивидуальные электроприводы: электропривод верхний 17, электропривод средний 32, электропривод нижний 31, что объясняется тем, что каждый из указанных участков содержит внешнюю трубу, внутреннюю трубу с винтовой спиралью, имеющих разные диаметры, что необходимо для обеспечения регулирования процесса транспортирования, нагрева и сушки резиновой крошки. По меньшей мере, в стенке внешней трубы верхнего горизонтального участка 22 выполнены сквозные отверстия, необходимые для удаления паров воды, образующихся в результате нагрева и испарения воды из резиновой крошки. Опора 28 образована четырьмя вертикальными стойками, которые закреплены сварными швами к корпусу 20. Опора 28 необходима для фиксации винтового конвейера к опорной поверхности. Подачу резиновой крошки в винтовой конвейер осуществляю посредством бункера загрузочного 18, сообщенного с верхним горизонтальным участком 22. На фиг.3 показаны стрелками направления движения газообразного теплоносителя и резиновой крошки.
Порядок работы винтового конвейера 2 поясняется чертежом, представленным на фиг.3, а, следовательно, не нуждается в дополнительных пояснениях.
Центробежно-ударная мельница 3 (см. фиг.1, 4) содержит следующие элементы:
электропривод центральный 34, труба загрузочная 35, вал приводной вертикальный 36, вогнутая стальная стенка камеры термической деструкции 37, стенка внешняя 38, полость внешняя 39, трубы нагнетающие 40,48, полость камеры термической деструкции 41, диск горизонтальный разбрасывающий 42 с верхней поверхностью, нижней поверхностью и торцевой поверхностью, трубы отводящие 43,45, труба продуктовая 44, опора 46, паз кольцевой 47 с верхней областью и нижней областью, полость средней камеры 49. На фиг.4 стрелками показаны направления движения газообразного теплоносителя, резиновой крошки и продуктов термической деструкции. На фиг.4 буквой D обозначен диаметр диска горизонтального разбрасывающего 42, а буквой S расстояние между торцевой поверхностью диска горизонтального разбрасывающего 42 и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции 37. Диск горизонтальный разбрасывающий 42 с торцевой поверхностью, верхней поверхностью и нижней поверхностью (на фиг.4 условно не обозначены буквами, т.к. поясняются чертежом) закреплен к нижней концевой части вала приводного вертикального 36, верхний концевой участок которого сообщен с электроприводом центральным 34. Вал приводной вертикальный 36 обеспечивает передачу крутящего момента от электропривода центрального 34 к диску горизонтальному разбрасывающему 42, который размещен в нижней части полости средней камеры 49, что необходимо для равномерной подачи резиновой крошки на верхнюю поверхность диска горизонтального разбрасывающего 42. Относительно паза кольцевого 47 диск горизонтальный разбрасывающий 42 размещен с возможностью подачи резиновой крошки в полость камеры термической деструкции 41 со стороны верхней поверхности диска горизонтального разбрасывающего 42 и верхней области паза кольцевого 47, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции 41 со стороны нижней поверхности диска горизонтального разбрасывающего 42 и нижней области паза кольцевого 47.
Центробежно-ударная мельница 3 работает следующим образом.
Резиновая крошка посредством шнека разгрузочного 25 (см. фиг.3), входящего, в качестве узла, в состав винтового конвейера 2 подается в трубу загрузочную 35 (см. фиг.4), а затем в полость средней камеры 49, а далее на верхнюю поверхность диска горизонтального разбрасывающего 42. Под воздействием центробежной силы резиновая крошка перемещается с верхней поверхности диска горизонтального разбрасывающего 42 и верхней области паза кольцевого 47 в полость камеры термической деструкции 41, дополнительно нагревается, частично разрушается на отдельные фрагменты, а затем соударяется о нагретую противоположную поверхность вогнутой стальной стенки камеры термической деструкции 37, превращаясь в мелкую дисперсию, которая удаляется из полости камеры термической деструкции 41 из под нижней поверхности диска горизонтального разбрасывающего 42 через нижнюю область паза кольцевого 47 и трубу продуктовую 44, за пределы центробежно-ударной мельницы 3.
На фиг.5 показан, в упрощенном виде, порядок взаимодействия резиновой крошки друг с другом и с углекислым газом (см. левый элемент фиг.5), а также положение резиновой крошки относительно друг друга в момент ворошения и движение углекислого газ (см. правый элемент фиг.5).
Пример осуществления способа.
В связи с тем, что выше раскрыты конструктивные особенности используемых в заявляемом способе устройств, то допустим к использованию лаконичный стиль изложения примера осуществления заявляемого способа.
Изготовили требуемые устройства для осуществления заявляемого способа: бункер-дозатор 1 (см. фиг.1, 2), винтовой конвейер (см. фиг.1, 3), центробежно-ударную мельницу (см. фиг.1,4), которые сообщили друг с другом, как показано на фиг.1. Указанные устройства изготовили с элементами и узлами, показанными на чертежах (см. фиг.2-4). Указанные устройства изготовили для обеспечения производительности термической деструкции 2000 кг/час. по резиновой крошке, сообщили их между собой, как показано на фиг.1.
Использовали резиновую крошку с влажностью 9-12% и размерами 1-6 мм, причем указанные параметры резиновой крошки определены как заданные, т.е. в стадии поставки.
Продули систему углекислым газом с избыточным давлением 200-300 Па, которую подавали в систему посредством патрубка загрузочного 4 (см. фиг.2), куда входят три указанные устройства. В результате продувки системы углекислым газом, под указанным избыточным давлением, произошло вытеснение воздуха окружающей среды из системы и его замещение на углекислый газ, при этом углекислый газ разместился в полости 13, бункере загрузочном 18 (см. фиг.3), в верхнем горизонтальном участке 22, патрубке верхнем вертикальном 21, среднем горизонтальном участке 26, патрубке нижнем вертикальном (условно не обозначен позицией на фиг.3), нижнем горизонтальном участке 27, шнеке разгрузочном 25, трубе загрузочной 35 (см. фиг.4), полости средней камеры 49, полости камеры термической деструкции 41 и трубе продуктовой 44. При продувке системы все электроприводы работали, в частности: электропривод 10, электропривод дозатора 9, электропривод верхний 17, электропривод средний 32, электропривод нижний 31, электропривод шнека разгрузочного 25 (на фиг.3 условно позицией не обозначен), а также электропривод центральный 34 (см. фиг.4). Именно работающие электроприводы обеспечили беспрепятственный проход углекислого газа по системе и его быстрое заполнение.
После заполнения полости 13 (см. фиг.2) углекислым газом отключили электропривод дозатора 9, что предотвратило перемещение резиновой крошки из полости 13, через отверстие 16 за пределы бункер-дозатора. Затем включили электропривод 10, посредством приводного вала 11 которого вращали ворошилку, т.е. брусок стальной горизонтальный 7 и бруски стальные вертикальные 8 со скоростью 12 об/мин и в это время подавали в полость 13 резиновую крошку. В качестве электропривода 10 использовали электродвигатель мощностью 4 кВт и мотор-редуктор. В результате избыточного давления углекислого газа 200-300 Па происходило вытеснение из пор и трещин резиновой крошки воздуха окружающей среды и его замена на углекислый газ, который имеет более высокую плотность по сравнению с плотностью воздуха окружающей среды, что обеспечило увеличение массы каждой отдельной резиновой крошки. Выделяющийся воздух окружающей среды удалялся из полости 13 через клапан воздушный 5. Для восполнения потребляемого углекислого газа он продолжал поступать посредством патрубка загрузочного 4 в полость 13. Действие по ворошению резиновой крошки обеспечивало интенсификацию процесса вытеснения воздуха окружающей среды из пор, трещин и заполнение их углекислым газом. Действия по вытеснению воздуха окружающей среды из пор и трещин резиновой крошки и их заполнение углекислым газом осуществляли 1 минуту, что оказалось необходимым и достаточным, что подтверждается результатами практических экспериментов, представленными выше в табличной форме.
Из бункера-дозатора 1 резиновую крошку направляли в винтовой конвейер 2 (см. фиг.1), где ее нагревали до 310-340°С и снижали ее влажность с 9-12% до 0,9 - 1,1%. Выделяющуюся влагу удаляли через отверстия, выполненные в верхнем горизонтальном участке 22, посредством которых обеспечивали сообщение транспортируемой резиновой крошки с системой удаления влаги. Нагрев и транспортировка резиновой крошки поясняется чертежом, представленным на фиг.3. Указанный нагрев осуществляли путем предварительного нагрева стальных элементов винтового конвейера 2, т.е. до подачи резиновой крошки, так и в процессе транспортировки резиновой крошки, контактирующих с транспортируемой резиновой крошкой, с использованием газообразного теплоносителя, который подавали в полость общую 30, посредством патрубка верхнего 19, в верхний горизонтальный участок 22, посредством патрубка верхнего подающего 23, в средний горизонтальный участок 26, посредством трубы соединительной 33. Отвод теплоносителя осуществляли посредством патрубка нижнего 29 и патрубка среднего отводящего 24.
Далее резиновую крошку из винтового конвейера 2 направляли в центробежно-ударную мельницу 3 (см. фиг.1, 4) посредством шнека разгрузочного 25 (см. фиг.3). Предварительно создали в полости камеры термической деструкции 41 температуру 800-810°С, необходимую для проведения термической деструкции. Формирование, указанной температуры, осуществляли путем подачи газообразного теплоносителя, посредством труб нагнетающих 40,48, в полость внешнюю 39 (см. фиг.4), а вывод газообразного теплоносителя осуществляли посредством труб отводящих 43,45.
Посредством трубы загрузочной 35 (см. фиг.4) резиновую крошку подавали в полость средней камеры 49, затем на верхнюю поверхность вращающегося диска горизонтального разбрасывающего 42, скрепленного с нижним концевым участком вала приводного 36, верхний концевой участок которого сообщен с электроприводом центральным 34. Диск горизонтальный разбрасывающий 42 размещен относительно паза кольцевого 47 с возможностью подачи резиновой крошки в полость камеры термической деструкции 41 со стороны верхней поверхности диска горизонтального разбрасывающего 42 и верхней области паза кольцевого 47, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции 41 со стороны нижней поверхности диска горизонтального разбрасывающего 42 и нижней области паза кольцевого 47. Резиновая крошка, находящаяся на верхней поверхности диска горизонтального разбрасывающего 42, под действием центробежной силы, перемещается через верхнюю область паза кольцевого 47 в полость камеры термической деструкции 41, где она подвергается дополнительному нагреву и многостадийному механическому дроблению с образованием мелкодисперсной фракции, соответствующей техуглероду, указанному выше. Диск горизонтальный разбрасывающий 42 использовали с диаметром 610 мм, который вращали со скоростью 3000 об/мин, что обеспечивало производительность 2000 кг/час по резиновой крошке. Поддержание требуемой температуры в полости камеры термической деструкции 41 и в вогнутой стальной стенке 37 обеспечивали за счет подачи газообразного теплоносителя, посредством труб нагнетающих 40,48, в полость внешнюю 39, откуда его удаляли посредством труб отводящих 43,45. Продукты термической деструкции удаляли из полости камеры термической деструкции 41 со стороны нижней поверхности диска горизонтального разбрасывающего 42, нижней области паза кольцевого 47 и трубу продуктовой 44, причем продукты термической деструкции образованы твердой фракцией, представленной техническим углеродом и летучей фракцией, образованной паро-газовой смесью.
Таким образом, в результате реализации заявляемого способа удалось получить технический углерод, как готовый продукт, непосредственно на выходе из центробежно-ударной мельницы, а также достичь производительности процесса термической деструкции 2000 кг/час.
Сущность изобретения как технического решения выражена заявителем в совокупности существенных признаков, достаточной для решения технической проблемы и достижения указанного технического результата. Именно заявленная совокупность признаков изобретения, необходима для реализации изобретением назначения, указанного в родовом понятии, а также получение технического результата.
Заявленное изобретение является техническим решением, относящимся к способу, т.к. формула изобретения содержит совокупность относящихся к способу существенных признаков, достаточную для решения указанной технической проблемы и достижения заявленного технического результата.
Заявленное изобретение не противоречит известным законам природы и знаниям современной науки о них. Заявленные признаки изобретения, которые нашли свое выражение в независимом пункте формулы изобретения, относятся к существенным, т.к. они влияют на возможность получения технического результата, т.е. находятся в прямой причинно-следственной связи с техническим результатом.
Из приведенного перечня признаков заявляемого изобретения и решения поставленной задачи наглядно видно, что решение представляет собой новую совокупность существенных признаков, как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи настоящей заявки.
Заявляемое изобретение обеспечивает решение поставленной задачи и получение нового технического результата, который действительно может быть получен при его использовании. Между совокупностью существенных признаков заявляемого изобретение и достигаемым техническим результатом существует прямая причинно-следственная связь, т.к. каждый из признаков независимого пункта формулы изобретения необходим, а вместе достаточны для обеспечения получения нового технического результата. Каждый существенный признак изобретения, нашедший свое выражение в независимом пункте формулы изобретения, влияет на достижение указанного выше технического результата.
Каждый признак изобретения в отдельности является существенным, а их сочетание образует совокупность существенных признаков изобретения, оказывающих влияние на достижение технического результата.
Заявляемое изобретение промышленно применимо, т.к. может быть использовано в промышленности, сельском хозяйстве, здравоохранении и других отраслях экономики или в социальной сфере, где используется заявляемый способ.
Заявляемое изобретение может быть воспроизведено в том виде, как оно охарактеризовано в независимом пункте формулы изобретения с использованием известных и доступных материалов, технологий, технологического оборудования и имеющихся навыков работников. В случае осуществления изобретения действительно возможна реализация указанного выше назначения и получение заявленного технического результата. Для выполнения действий способа и порядка их выполнения используют известные виды оборудования, обеспечивающие реализацию признаков способа.
Заявляемое изобретение является новым, т.к. оно неизвестно из уровня техники. Не известна из уровня техники совокупность существенных признаков заявляемого изобретения и их влияние на получение заявляемого технического результата.
Изобретение имеет изобретательский уровень, т.к. оно для специалиста явным образом не следует из уровня техники.
В результате проведенного анализа заявитель пришел к выводу, что изобретение не следует для специалиста явным образом из уровня техники, т.к. в ходе проверки не выявлены решения, имеющие признаки, совпадающие с его отличительными признаками, не подтверждена известность влияния отличительных признаков на указанный заявителем технический результат.
Существенные признаки изобретения носят технический характер, идентифицируемы и охарактеризованы в терминах, которые известны в технике.
Заявитель в достаточной степени раскрыл сущность заявленного изобретения в документах заявки, предусмотренных подпунктами 1-4 пункта 2 статьи 1375 ГК РФ, для осуществления изобретения специалистом в данной области техники, в частности, в документах заявки содержатся сведения о назначении изобретения, о техническом результате, обеспечиваемом изобретением, раскрыта совокупность существенных признаков, необходимых для достижения указанного заявителем технического результата, а также соблюдены установленные требования к документам заявки, применяемые при раскрытии сущности изобретения и раскрытии сведений о возможности осуществления изобретения.
Совокупность существенных признаков заявляемого изобретения, необходима и достаточна для получения заявляемого технического результата. Заявляемая совокупность признаков изобретения обеспечивает получение неожиданного, необычного сверхсуммарного технического результата, который превосходит технический результат, получаемый от каждого существенного признака в отдельности, применительно к объектам указанного назначения.
Таким образом, заявленное изобретение является способом, соответствует требуемым условиям патентоспособности изобретения, обеспечивает получение нового технического результата и решение поставленной задачи.
Изобретение относится к способу получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа и может быть использовано в промышленности, сельском хозяйстве и других отраслях экономики, где осуществляют действия по термической деструкции резиновой крошки, полученной из использованных автомобильных шин. Способ получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа включает предварительный нагрев резиновой крошки с влажностью 9-12% и размерами ее фрагментов 1-6 мм до 310-340°С, сушку ее до влажности 0,9-1,1% и последующее механическое разрушение резиновой крошки на более мелкие фрагменты с использованием центробежной силы и ударной нагрузки путем соударения резиновой крошки о вогнутую стальную стенку камеры термической деструкции с температурой 800-810°С, удаление продуктов термической деструкции за пределы камеры термической деструкции, использование бункер-дозатора, винтового конвейера, центробежно-ударной мельницы, сообщение выхода бункер-дозатора со входом винтового конвейера, сообщение выхода винтового конвейера со входом центробежно-ударной мельницы, содержащей электродвигатель, диск горизонтальный разбрасывающий с торцевой поверхностью, верхней поверхностью и нижней поверхностью, камеру термической деструкции с полостью и пазом кольцевым с верхней областью и нижней областью, сообщение электродвигателя с диском горизонтальным разбрасывающим, размещение диска горизонтального разбрасывающего относительно паза кольцевого с возможностью подачи резиновой крошки в полость камеры термической деструкции со стороны верхней поверхности диска горизонтального разбрасывающего и верхней области паза кольцевого, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции со стороны нижней поверхности диска горизонтального разбрасывающего и нижней области паза кольцевого. При этом до подачи резиновой крошки в полость камеры термической деструкции увеличивают кинетическую энергию каждой отдельной резиновой крошки путем увеличения ее массы за счет вытеснения воздуха окружающей среды с пор, трещин и их заполнения углекислым газом, плотность которого выше плотности воздуха окружающей среды, причем указанное вытеснение и заполнение осуществляют в течение 1 мин при одновременном ворошении резиновой крошки при избыточном давлении углекислого газа 200-300 Па, а центробежную силу формируют посредством электродвигателя мощностью 11 кВт, которым вращают с оборотами 3000 в минуту диск горизонтальный разбрасывающий диаметром 610 мм с резиновой крошкой, причем резиновую крошку, до соударения о вогнутую стальную стенку камеры термической деструкции, перемещают в полости камеры термической деструкции на расстояние 270 мм, которое предварительно образуют между торцевой поверхностью диска горизонтального разбрасывающего и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции, а твердую фракцию, в виде технического углерода, получают непосредственно на выходе из камеры термической деструкции. Технический результат изобретения заключается в создании нового способа получения технического углерода как готового продукта с применением углекислого газа, термической деструкцией резиновой крошки использованных автомобильных шин с производительностью 2000 кг/ч, непосредственно на выходе из камеры термической деструкции центробежно-ударной мельницы, физико-химические показатели которого соответствуют техническому углероду марки Т-900 по ГОСТ 7885-86 «Углерод технический для производства резины. Технические условия». 5 ил., 5 табл., 1 пр.
Способ получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа, включающий предварительный нагрев резиновой крошки с влажностью 9-12% и размерами ее фрагментов 1-6 мм до 310-340°С, сушку ее до влажности 0,9-1,1% и последующее механическое разрушение резиновой крошки на более мелкие фрагменты с использованием центробежной силы и ударной нагрузки путем соударения резиновой крошки о вогнутую стальную стенку камеры термической деструкции с температурой 800-810°С, удаление продуктов термической деструкции за пределы камеры термической деструкции, использование бункер-дозатора, винтового конвейера, центробежно-ударной мельницы, сообщение выхода бункер-дозатора со входом винтового конвейера, сообщение выхода винтового конвейера со входом центробежно-ударной мельницы, содержащей электродвигатель, диск горизонтальный разбрасывающий с торцевой поверхностью, верхней поверхностью и нижней поверхностью, камеру термической деструкции с полостью и пазом кольцевым с верхней областью и нижней областью, сообщение электродвигателя с диском горизонтальным разбрасывающим, размещение диска горизонтального разбрасывающего относительно паза кольцевого с возможностью подачи резиновой крошки в полость камеры термической деструкции со стороны верхней поверхности диска горизонтального разбрасывающего и верхней области паза кольцевого, а также с возможностью удаления продуктов термической деструкции из полости камеры термической деструкции со стороны нижней поверхности диска горизонтального разбрасывающего и нижней области паза кольцевого, отличающийся тем, что до подачи резиновой крошки в полость камеры термической деструкции увеличивают кинетическую энергию каждой отдельной резиновой крошки путем увеличения ее массы за счет вытеснения воздуха окружающей среды с пор, трещин и их заполнения углекислым газом, плотность которого выше плотности воздуха окружающей среды, причем указанное вытеснение и заполнение осуществляют в течение 1 мин при одновременном ворошении резиновой крошки при избыточном давлении углекислого газа 200-300 Па, а центробежную силу формируют посредством электродвигателя мощностью 11 кВт, которым вращают с оборотами 3000 в минуту диск горизонтальный разбрасывающий диаметром 610 мм с резиновой крошкой, причем резиновую крошку, до соударения о вогнутую стальную стенку камеры термической деструкции, перемещают в полости камеры термической деструкции на расстояние 270 мм, которое предварительно образуют между торцевой поверхностью диска горизонтального разбрасывающего и противоположной поверхностью вогнутой стальной стенки камеры термической деструкции, а твердую фракцию, в виде технического углерода, получают непосредственно на выходе из камеры термической деструкции.
| Способ получения продуктов термической деструкции резиновой крошки, полученной из использованных автомобильных шин | 2021 |
|
RU2780833C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 1997 |
|
RU2139187C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН И РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2339510C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2269415C2 |
| WO 2010108258 A1, 30.09.2010. | |||

