(5) УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1442274A1 |
| Устройство для опознавания токопроводящих деталей | 1980 |
|
SU895551A1 |
| Устройство для контроля положения рабочих органов механизмов | 1982 |
|
SU1023374A1 |
| Устройство для подачи немагнитных токопроводящих деталей | 1982 |
|
SU1027011A1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ФЕРРОМАГНИТНЫХ ТРУБ | 2008 |
|
RU2410538C2 |
| Устройство спирального намагничивания для магнитопорошкового контроля | 1989 |
|
SU1728777A1 |
| Индукционный скважинный нагреватель | 2019 |
|
RU2721549C1 |
| Электромагнитный датчик для контроля металлических изделий | 1982 |
|
SU1068190A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ДАТЧИК УГЛА ВРАЩАЮЩЕГОСЯ РОТОРА ГИРОСКОПА | 1979 |
|
RU2107261C1 |
1
Изобретение относится к электротехнике, в частности.к устройствам . электромагнитного контроля токопроводящих деталей.
Известно устройство электромагнитного контроля токопроводящих деталей, которое состоит из индукционного датчика, трубчатого лотка, размещенного в его полости, и блока обработки сигнала датчика. Указанный датчик обнаруживает металлические детали, габа РИТЫ которых в 15-20 раз меньше диаметра датчика, однако при этом плоские немагнитные токопроводящие детали (контакты, реле и т.д. ), если детали своей плоскостью проходят вдоль силовых линий магнитного поля, датчик обнаружить не позволяет
Недостатком устройства является его невысокая надежность.
Наиболее близким к изобретению является устройство электромагнитного контроля, содержащее С-образный индукционный датчик, лоток, по которому перемещаются детали С2Х
Недостаток устройства заключается в его невысокой точности.
Цель изобретения - повышение надежности контроля.
to
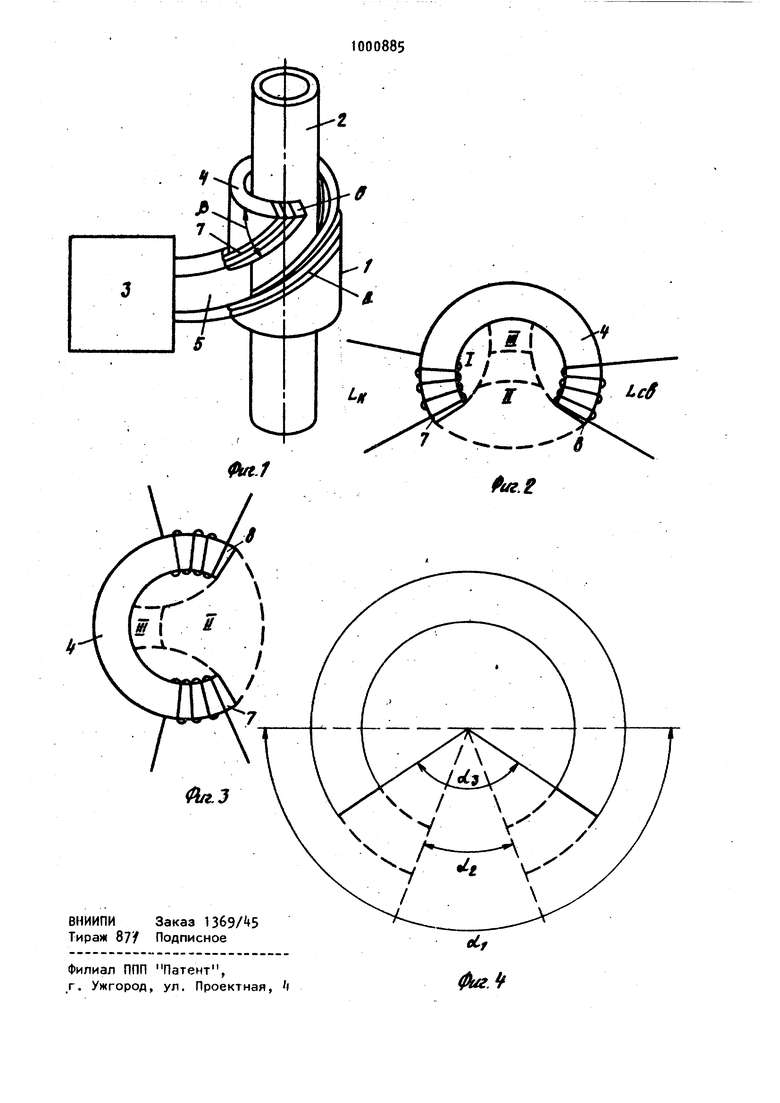
Указанная цель достигается тем, что в устройстве электромагнитного контроля токопроводящих деталей, содержащем лоток, индуктивный датчик в виде обмотки магнитопровода с неJ5магнитным зазором, магнитопровод датчика выполнен цилиндрическим с немагнитным зазором в виде винтовой линии, обмотка датчика выполнена в виде контурной обмотки и обмотки связи, размещенных на противоположных полюсных наконечниках магнитопровода, при этом форма витков обмотки идентична форме затвора магнитопровода, а размеры 3 магнитопровйда удовлетворяют следую щим соотношениям: j - , 10 PI ft где В - длина магнитопровода; п - шаг винтовой линии; |3 - угол наклона винтовой линии d - величина немагнитного зазор L - длина окружности магнитопро На фиг.1 показано устройство конт роля, аксонометрия; на фиг.2 - схем расположения зон чувствительности датчика с одного конца магнитопрово да; ни фиг.З - то же, с другого конца магнитопровода; на фиг. схема выбора немагнитного зазора1 Устройство электромагнитного конт роля состоит из индуктивного датчика ,1, трубчатого лотка 2, расположенног ; в полости датчика 1, и блока 3 обработки сигнала датчика. Индуктивный датчик 1 содержит цилиндрический маг нитопровод k с немагнитным зазором 5 образованным полюсными наконечниками 6,контурную обмотку 7, расположенную на одном полюсном наконечнике, и обмотку 8 связи, расположенную на другом конце наконечника. Немагнитный зазор магнитопровода выполней по винтовой линии,форма витков обмоток 7 и 8 повторяет форму немагнитного зазора 5, длина магнитопровода составляет 1/4-3А Шага винтовой линии, угол наклона винтовой линии 70-80, величина немагнитного зазора на торцах датчика - в пределах от 1/4 до 1/2 длины окружности магнитопровода. Устройство работает следующим образом. Детали по трубчатому лотку 2 поступают в зону датчика. Независимо от их ориентации в лотке 2 детали 8 начале или в конце датчика проходят зону 1 наибольшей чувствительности, что обуславливает срыв генерации датчика, который фиксируется блоком 3, и как следствие, контроль детали. Выполнение зазора по винтовой лииии, размещение обмоток на полюсны наконечниках, а также выполнение фор мы витков обмоток по форме немагнитного зазора обеспечивает расположение зон чувствительности датчика вдоль цилиндра магнитопровода таким образом, что если деталь не попадает 85 .4 в зону 1 наибольшей чувствительности датчика 1 в начале прохождения через него, то попадает в конце, Таким образом, датчик реагирует на каждую проходящую через него деталь. Обоснование выбора размеров. Рассмотрим датчик, представляющий собой кольцо с зазором. На него намотано две обмотки: контурная UK и связи LC;. Они включены в схему автогенератора (не показан). При введении детали в зазор происходит срыв колебаний, что фиксируется блоком 3 обработки. Такой- датчик можно поместить под лоток, по которому идут детали, и он будет работать. Но есть случаи,когда положение детали в движении изменяется или неопределенно (например, после удаления отштампованной детали из штампа}. Особенно это касается тонких пластинчатых деталей. Здесь такой датчик не годится. Нужен такой, чтобы он фиксировал деталь в любом положении, независимо Ът положения зазора. Этого можно добиться смещением зазора по винтовой линии, когда тело датчика цилиндрическое (.. Чтобы определить на сколько нужно сместить зазор, рассмотрим форму поля обычного кольцевого датчика. У него можно выделить три зоны чувствительности (фиг.2): зону I чувствительности обмоток (максимальной чувствительности , зону 11 чувствительности зазора (средней чувствительности) и зону III нечувствительности. При этом учитывается тот момент, что обмотки намотаны вблизи полюсов. В зоне 1 датчик чувствует тонкую пластинчатую деталь независимо от направления ее плоскости - вдоль или перпендикулярно направлению силовых линий поля. В зоне II датчик чувствует деталь, если ее плоскость перпендикулярна силовым линиям поля. Если такой зазор повернуть по винтовой линии, допустим, на 90 (что соответствует шага винтовой линии) (фиг.З по отношению к зазору (фиг.2|, то вилно, что зона 111 нечувствительности попадает в зону 1 ствительности. Т.е. деталь, проходя через такой датчик Лфиг. U, если на выходе попадает в зону 111 , то на выходе датчика попадает в зону 1,
т.е. деталь фиксируется в любом слу чае.
Если обмотки Ьц и и намотать раеномерно по всему сердечнику, то зона Ш окажется в центре и никакое смеще- 5 ние зазора не даст эффекта.
Какую величину немагнитного зазора следует выбирать, определяют следующим образом.
Если зазор сделать равным больше о половины длины окру чности сердечника, угол раскрытия dL 180 (см.фиг.) то у датчика будет слабая чувствительность в направлении зазора. Если зазор сделать менее Л/k длины окруж- 5 ности , то зона III расширится в сторону центра, что крайне нежелательно. Поэтому оптимальная величина зазора равна Т/3 длины окружности магнитопровода, что соответствует 20 углу оСр 120
При прохождении детали через датчик, он должен фиксировать одно срабатывание от одной детали. Следовательно, число витков магнитопро- И вода датчика должно быть таким, чтобы от конкретной детали было одно срабатывание, т.е. чтобы деталь не проходила через зоны чувствительности и нечувствительности несколько раз. зо В противном случае будет несколько срабатываний, что недопустимо, например, для счета. Допустим является поворот зазора на величину от 1/4 до З/ шага винтовой линии. Поворот jj более чем на 3/ шага нежелателен, так как при повороте на шаг положение зон повторяется и появляются повторные срабатывания. Оптимальным является поворот на 1Д шага, так 6 как при этом длина датчика наименьшая.
Длина датчика зависит от выбранного угла наклона 1Ь винтовой линии фиг.1). Чем |5 меньше, тем длиннее j датчик. Однако делать длинный датчик конструктивно невыгодно (много феррита, большой вес, могут быть сложности при привязке к оборудованию). Поэтому ft нужно выбрать наи- „ большим, но таким, чтобы удовлетворял требованиям к датчику: механической прочности материала датчикаферрита; возможности механической
обработки феррита; возможности укладки обмотки.
Оптимальным вариантом является угол (Ь 75 Допустимые пределы угла Ь 70-80
Предлагаемый датчик позволяет, фиксировать все детали, которые т1О своим габаритам прох.одят сквозь верстие лотка, причем форма детали не играет никакой роли, т.е. датчик годится для группы деталей, отли- . чающихся по размерам в десятки раз (2-3 дес}. Внутреннее отверстие лотка-и диаметр магнитопровода опредв ляются наибольшей деталью из группы.
Формула изобретения
Устройство электромагнитного контроля токрпроводящих деталей, содержащее лоток, индуктивный датчик в виде обмотки магнитопровода с немагнитным зазором, отличающе ёс я тем, что, с целью повышения надежности контроля, магнитопроврд датчика выполненцйлиндрическим с немагнитным зазором в виде винтовой линии, обмотка датчика выполнена в виде контурной обмотки и обмотки связи, размещенных на противоположных полюсных наконечниках магнитопровс1да, при этом форма витков обмотки идентична форме зазора магнитопровода, а размеры магнитопровода удовлетворяют следующим соотношениям: ;
1 2
о ..
где 2 - длина магнитопровода; П - шаг винтовой линии; fi - угол наклона винтовой линии; о| - величина немагнитного зазора U - длина окружности магнитопровода .
Источники информации, принятые во внимание при экспертизе
2,Авторское свидетельство СССР по заявке № , 1980.
