Изобретение относится к электротехнике и кюжет быть использовано в электрических аппаратах с токосъемом с движущихся деталей при помощи гибких соединеиий.
Известен способ образования контактных поверхностей присоединения гибких токоведущих соединений, сос тоящйх из медных проволок малого диаметра, путем опрессования соединения под Ьсхпьшим давлением, в результате чего медные проволоки образовывают однородную массу 1.
Недостатком этого способа вляется то, что место перехода от твердого состояния в элластичное ограничено по длине только линией, которая и : является опасным сечением при действии изгибающих сил. Поэтому поломка. гибкого соединения или части его при частом изгибе по этой линии перехода жил от злластичного состояния в твер.дое неизбежна.
Для исключения этого явления применяют дополнительные, накладываемые на гибкое токоведущее соединение, планки с радиусом отгиба конца. Это увеличивает плавность перехода соеданения из одного Состояния в другое 21.
Однако такие дополнительные планки вводят также дополнительное переходное контактное сопротивление между ка&ельным наконечником вывода аппарата и гибким токоведущим соединением и ухудшает надежность токосъема.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ сое10динения кабеля с наконечником путем пропайки размещенных в наконечнике - жил 3 .
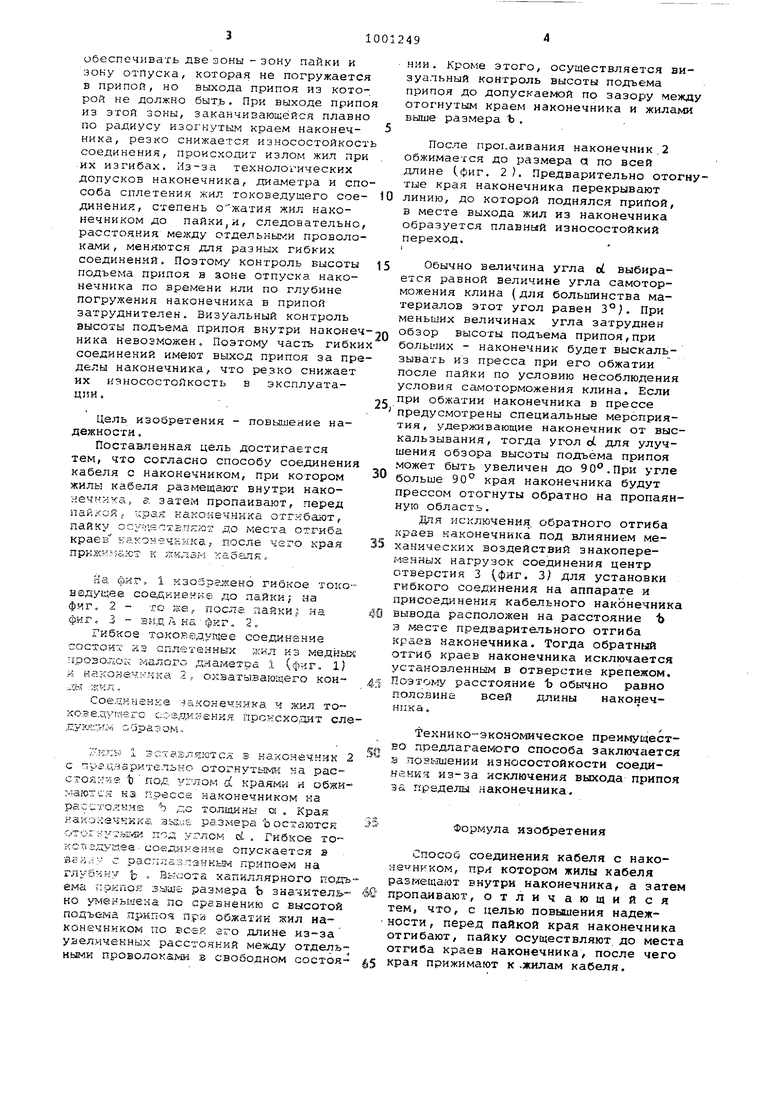
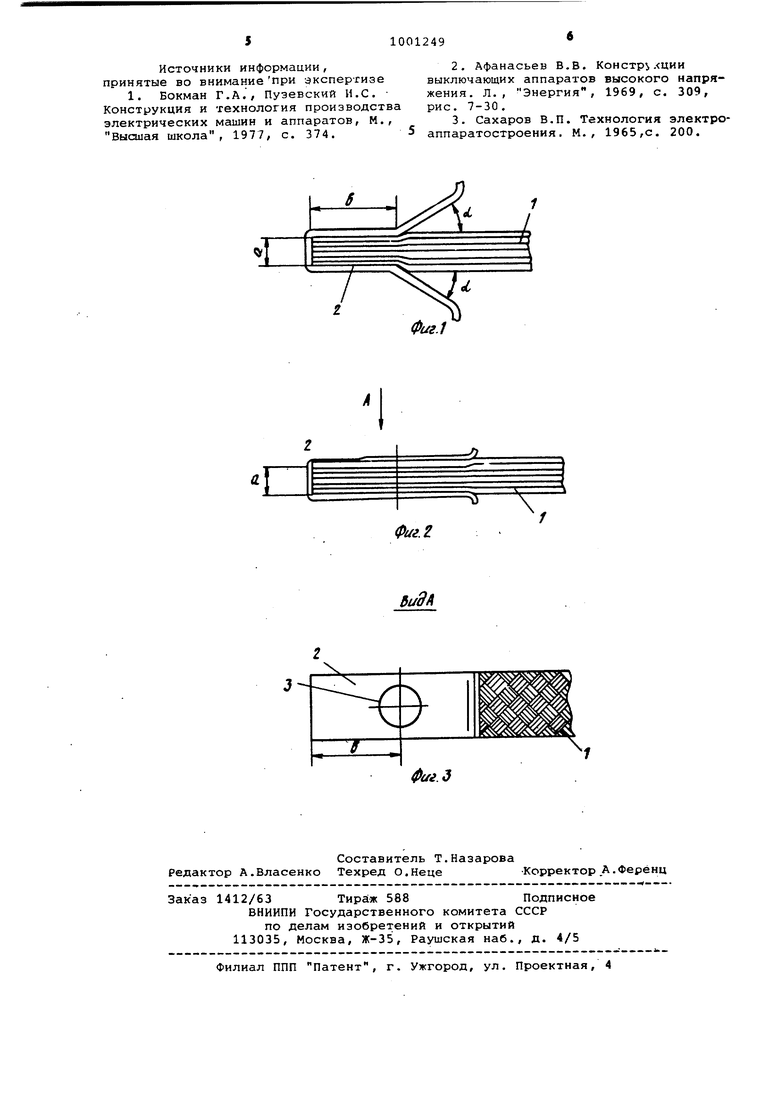
Однако из-за малого диаметра отдельных проволок гибкого соединения для повышения износостойкости соединения лучшей является проволока диаметром 0,05 мм ) при пайке мягким припоем наиболее распространенным способом погружением. в ванну с расплав20ленным припоем, наблюдается выход припоя за пределынаконечника из-эа его капиллярного течения. Высота подъема припоя в вертикгшьном расположении токоведущего соединения при 25 его погружении в ванну с припоем обратно пропорциональна расстоянию между отдельными проволоками. Поэтому для соединений с вибргщионными и знакопеременными нагрузками способ сое цинения жил с наконечником должен обеспечивать две зоны - зону пайки и зеку отпуска, которая не погружаетс в припой, но выхода припоя из кото рой не должно быть. При выходе прип из этой зоны, заканчкзающёйся плавн по радиусу изо1нуты.м краем наконечвика, резко снижается износостойкос соединения, происходит излом жил пр их изгибах, технологических допусков наконечника, диаметра и сп соба сплетения жил токоведущего сое динения, степень ожатия жил наконечником до пайки и, следовательно расстояния между отдельными проволо ками, меняются для разных гибких соединений. Поэтому контроль высоты подъема припоя в зоне отпуска наконечника по времени или по глубине погружения наконечника в припой затруднителен. Визуальный контроль высоты подъема припоя внутри наконе ника невозможен. Поэтому часть гибк соединений имеют припоя за пр делы наконечника, что резко снижает их износостойкость в эксплуатации.. Цель изобретения - повышение надежности . Поставленная цель достигается тем, что согласно способу соединения кабеля с наконечником, при котором ЖИЛЬ кабеля размещают внутри наконечн:л-.з., а затем пропаивают, перед пайкой г края какокечника отгиба от, пайку .йОА2ля;:С1г до места отгиба краев наконачкнка, -после чего края прижм 5о.к;т к яклам кабеля На. фкг, 1 кзобргжено гибкое токо ведущее соединенв.е до пайки; на фиг, 2 - то же, после пайки;; на фиг, 3 вид Л ка-фиг, 2, Гибкое токоведущее соединение состоите КЗ сплетенных жкл кз медньзг п.розолок малого д; 1а4метра 1 (фиг. 1) я наконечника 2, охватываюа его кон.|5й , п Сое.циаенкв --законеч -;ика и жил токов е.цутлв го со-адийенкя проксхо.дит сле ду с, ара э ом л лкхы i гстазл гютсл в наконечник 2 с прэ.цяарителько отогнутыми на расстоя:-гие t под у:глом d. краями н обжи:. КЗ. пресса наконечником на ра-сс7олкие Ъ до толишнь та . Края наконечника зглие размера о остаются отог--,чу-г,ъ2«- под d. . Гибко-е то:ксв.гдуи,ее соединение опускается s в к я .::: с рас г; л а з п а н к ъзл припоем на глубину р , Внсота капиллярного подъ ема припоя заше размера b зыачительно уменьшена по сравнению с высотой по 5ъсма припоя при обжатик жил наконечником по всей аго длияе из-за увеличенных расстояний между отдель ными проволоками в свободном состоя НИИ. Кроме этого, осуществляется визуальный контроль высоты подъема припоя до допускаемой по зазору между отогнутым краем наконечника и жилами выше размера Ъ. После про1.аивания наконечник. 2 обжимается до размера q по всей длине Сфиг. 2 ). Предварительно отогнутые края наконечника перекрывают линию, до которой поднялся припой, в месте выхода жил из наконечника образуется плавный износостойкий переход. Обычно величина угла ci выбирается равной величине угла самоторможения клина (для большинства материалов этот угол равен 3°. При меньших величинах угла затруднен обзор высоты подъема припоя,при больших - наконечник будет выскальзывать из пресса при его обжатии после пайки по условию несоблюдения условия самоторможения клина. Если при обжатии наконечника в прессе предусмотрены специальные мероприятия, удерживающие наконечник от выскальзывания, тогда угол ot для улучшения обзора высоты подъема припоя может быть увеличен до 90.При угле больше 90 края наконечника будут прессом отогнуты обратно на пропаянную область. Для исключения, обратного отгиба краев наконечника под влиянием механических воздействий знакопеременных нагрузок соединения центр отверстия 3 (фиг. 3) для установки гибкого соединения на аппарате и присоединения кабельного наконечника вывода расположен на расстояние Ъ 3 месте предварительного отгиба гсраев наконечника. Тогда обратный отгиб краев наконечника исключается установленным в отверстие крепежом. Поэтому расстояние Ъ обычно равно половине всей длины наконечника . Технике-экономическое преимущество предпагаемого способа заключается в поньмении износостойкости соединения из-за исключения выхода припоя Эй пределы наконечника. Формула изобретения Cnocoes соединения кабеля с наконечником, при котором жилы кабеля размещают внутри наконечника, а затем пропаивают, отличающийся тем, что, с целью повышения надежности, перед пайкой края наконечника отгибают, пайку осуществляют до места отгиба краев наконечника, после чего края прижимают к-жилам кабеля.
Источники информации, принятые во вниманиепри экспертизе 1. Бокман Г.А., Пузевский И.С. Конструкция и технология производства электрических машин и аппаратов, М., Высшая школа, 1977, с. 374.
2.Афанасьев В.В. Конструкции выключающих аппаратов высокого напряжения. Л., Энергия, 1969, с. 309, рис. 7-30.
3.Сахаров В.П. Технология электроаппаратостроения. М., 1965,с. 200.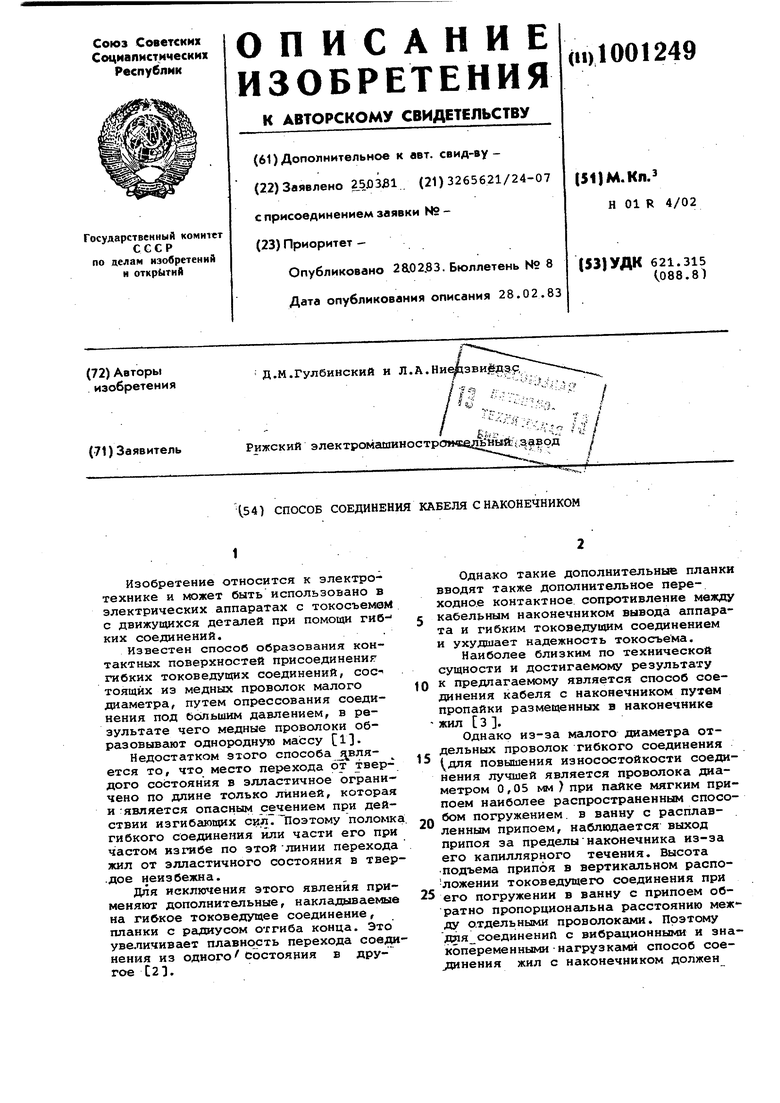
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ | 2014 |
|
RU2567736C1 |
| Способ соединения проводов | 1991 |
|
SU1758741A1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
| Способ пайки изделий | 1980 |
|
SU941037A2 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| Способ пайки многожильного провода | 1980 |
|
SU889320A1 |
| Способ восстановления контактов низковольтных электрических аппаратов | 1990 |
|
SU1770995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ ПОДПЯТНИКОВ ГИДРОГЕНЕРАТОРОВ С ЭЛАСТИЧНЫМ МЕТАЛЛОПЛАСТМАССОВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2095652C1 |
| Способ пайки потоком расплавленного припоя | 1984 |
|
SU1232408A1 |
| Наконечник для водоохлаждаемого кабеля | 1982 |
|
SU1089683A1 |
г
Фиг.1
