1 1
Изобретение относится к области пайки радиоэлектронных изделий.
Целью изобретения является повыше ние эффективности процесса путем ограничения зоны пайки.
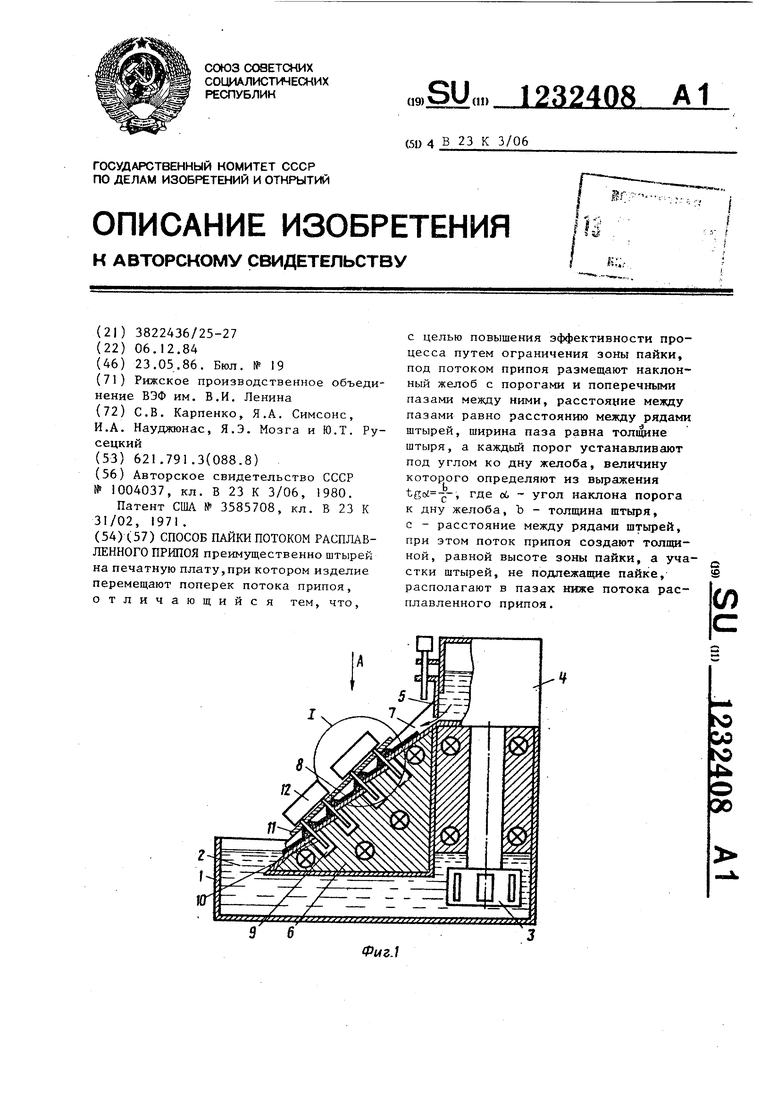
На фиг. 1 представлено устройство для пайки штырей на печатную плату, общий вид; на фиг. 2 - узел Т на фиг. ; на фиг. 3 - вид А на фиг, 1; на фиг. 4 - сечение Б-Б на фиг. 2.
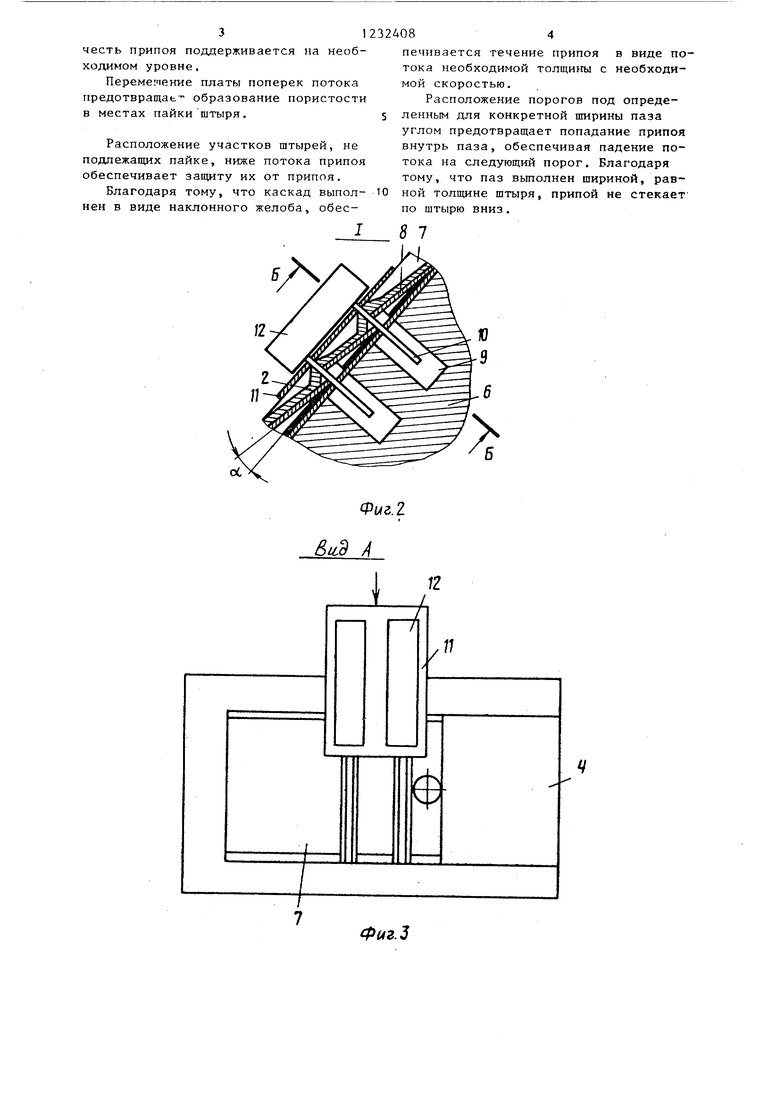
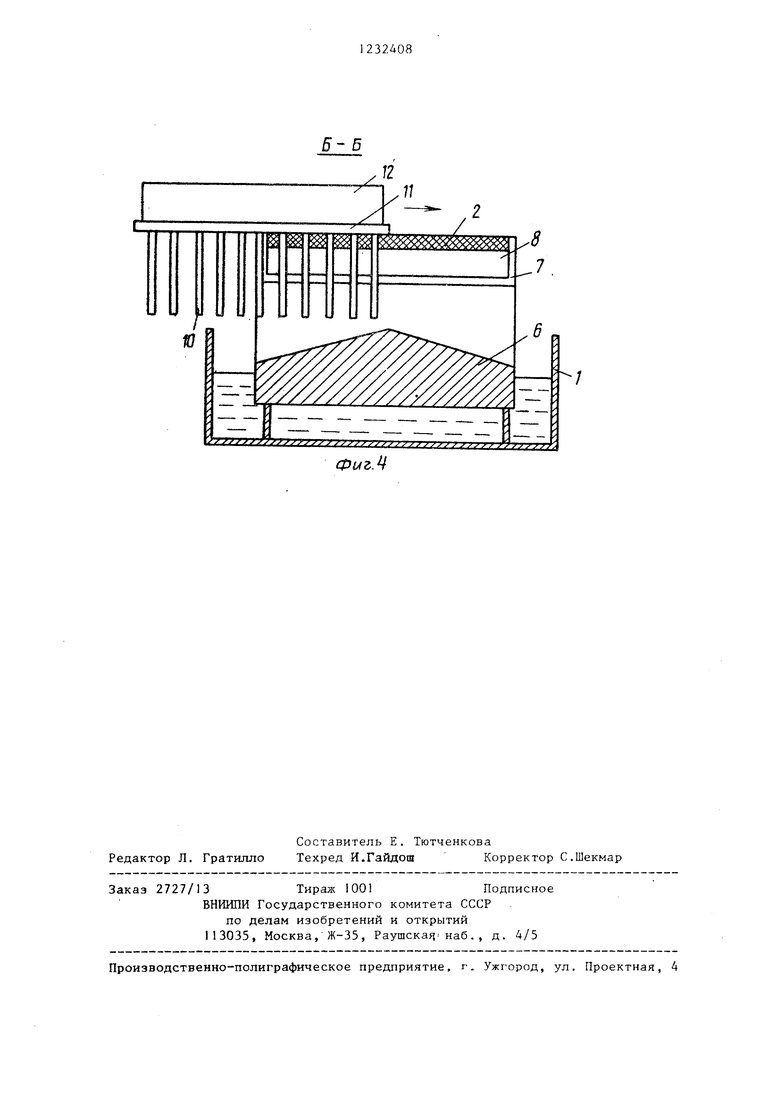
Устройство для пайки потоком расплавленного припоя штырей состоит из ванны I, наполненной припоем 2. Внутри ванны 1 находится насос 3, которьм погружен в припой 2. Насос соединен с бачком 4, закрепленным в верхней части ванны 1 и снабженным заслонкой 5. Внутри ванны I закреплен треугольный нагреватель 6, на наклонной поверхности которого установлен желоб 7. При этом верхняя часть желоба 7 примыкает к нижней части бачка 4 в месте расположения заслонки 5, а нижняя часть погружена в припой 2. На дне желоба 7 установлены наклонные пороги 8. Соседние пороги установлены таким образом, что между ними имеется паз, ширина которого равна толщине штыря. Такой же паз выполнен и в желобе поперек его продольной оси в местах расположения паза между порогами. В нагрева теле 6 в тех же местах под дном жбло ба 7 выполнены поперечные каналы 9 для размещения непаяемых участков штырей 10, а также для стока припоя, просочившегося между соседними порогами. Плата 11 с паяемыми элементами 12 располагается на уровне верхней кромки желоба 7 и с помощью тран спортирующего устройства перемещается поперек продольной оси желоба.
Пайка штьфей осуществляется следующим образом.
Включают в сеть нагреватель 6 и нагревают припой 2 до температуры пайки. Включают насос 3 и подают расплавленный припой в бачок 4. Затем открывают на необходимую величину заслонку 5, образуя между ее торцом и дном бачка 4 некоторый зазор, от величины которого зависит как скорость истечения припоя из бачка, так и напор истекаемого припоя. Припой стекает по желобу 7 вниз, преодо левая пороги 8. Поскольку в вертикальной плоскости нижняя часть каждого порога перекрывает верхнюю
324082
часть соседнего порога, то припой преодолевает их, не попадая внутрь каналов 9, а в связи с тем, что желоб расположе} на горячем нагревателе 6,
5 температура припоя в процессе его
течения не снижается и жидкотекучесть не ухудшается.
Плату 11 с паяемыми элементами 12 размещают рядом с желобом 7 так, что 0 бы ряды штырей совпадали с пазами
в желобе 7 . После этог-о плату перемещают в поперечном относительно оси желоба направлении с помощью специального транспортирующего устройст 5 ва. Участки штырей 10 входят в пазы желоба 7 и попадают в поток припоя 2. По мере перемещения платы 11 происходит нагрев штырей припоем и лужение их. Припой по мере стекапия его по
20 порогу 8 приближается к плате, а в месте пайки соединяется с ней, образуя паяное соединение между штырем и токоведущими элементами платы 11. За пределами зоны пайки расстояние
25 между платой и порогами резко увеличивается, припой ниспадает па следующий порог и его контакт с платой разрывается, Изменение скорости истечения потока припоя из бачка 4 с по30 мощью заслонки 5 позволяет изменять ширину зоны пайки на поверхности платы. При попадании отдельных брызг
припоя в зазор между порогами происходит их стекание по каналам 9 в ван35 ну 1. Желоб выполнен с порогами и с поперечнь1ми пазами, расстояние между которьми равно расстоянию между рядами выводов, а ширина паза равна толщине вывода, при этом каждый порог
40 установлен под углом к дну желоба,
величина которого определяется из выражения tgiy
i
где сС - угол наклона
порога к дну желоба; Ъ - толщина штыря; с - расстояние между рядами штырей.
Благодаря тому, что поток припоя создают толщиной, равной высоте зоны пайки путем ограничения его с одной стороны поверхностью платы, а с другой - порогом, обеспечивается лужение тыря на строго ограниченной этими поверхностями высоте. При этом в процессе пайки осуществляется засЦита припоя от окисления в местах пайки
за счет ограждения его этими поверхностями от кислорода воздуха. Кроме того, благодаря ограждению зоны пайки уменьшается его охлаждение и теку31
честь припоя поддерживается на необходимом уровне.
Перемещение платы поперек потока предотвращаь образование пористости в местах пайки штыря.
Расположение участков штырей, не подлежащих пайке, ниже потока припоя обеспечивает защиту их от припоя,
Благодаря тому, что каскад выполнен в виде наклонного желоба, обес324084
печивается течение припоя в виде потока необходимой толщины с необходимой скоростью.
Расположение порогов под опреде- 5 ленным для конкретной ширины паза углом предотвращает попадание припоя внутрь паза, обеспечивая падение потока на следующий порог. Благодаря тому, что паз вьшолнен шириной, рав- 10 ной толщине штыря, припой не стекает по штырю вниз,
ot
Ю
9
Фмг.2 &it А
1
М
.З
Фиг.
Редактор Л. Гратилло
Составитель Е. Тютченкова
Техред И.Гайдош Корректор С.Шекмар
Заказ 2727/13Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушска наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки и лужения | 1985 |
|
SU1269935A1 |
| Устройство для пайки печатных плат | 1979 |
|
SU1038127A1 |
| Способ контроля процесса пайки и лужения | 1985 |
|
SU1585102A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
| Устройство для лужения и пайки погружением в расплавленный припой | 1977 |
|
SU671041A1 |
| Устройство для пайки и лужения волной расплавленного припоя | 1988 |
|
SU1588515A2 |
| ЛИНИЯ ПАЙКИ ПОГРУЖЕНИЕМ В РАСПЛАВЛЕННЫЙ ПРИПОЙ | 1996 |
|
RU2113945C1 |
| Устройство для селективного лужения и пайки | 1982 |
|
SU1053990A1 |
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |
| Устройство для пайки и лужения волной расплавленного припоя | 1980 |
|
SU1004037A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 3585708, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
