При прессовании прутков из металлов и сплавов существующими способами в заднем конце прутка образуется расслой метал.та, называемый прессутяжиной. При технологических испытаниях дефектный конец прутка приходится отрезать для обнаружения здоровой части прутка. Это явление резко снижает выход годнОГо материала.
Известный способ прессования с двухсторонним истечением металла не приводит к устранению прессутяжин; характерно, что при этом способе прессования металл часто разрушается в месте стыка передней и задней частей прутка.
В предлагаемом способе также производится прессование с двухсторонним истечением металла, однако новым является то, что до прессования производится выпрессовывание большей части слитка в одном направлении. Таким образом, прессование с двухсторонним истечением подвергается лишь оставшаяся меньшая часть слитка. Поверхностный слой металла г: заднего, торца и соседние захоложенные слои выпрессовываются в конец прутка, не попадая в его толщу, поэтому не могут быть причиной образования прессутяжин.
На чертеже схематически показаны процесс работы по предлагаемому способу и используемый пресс.
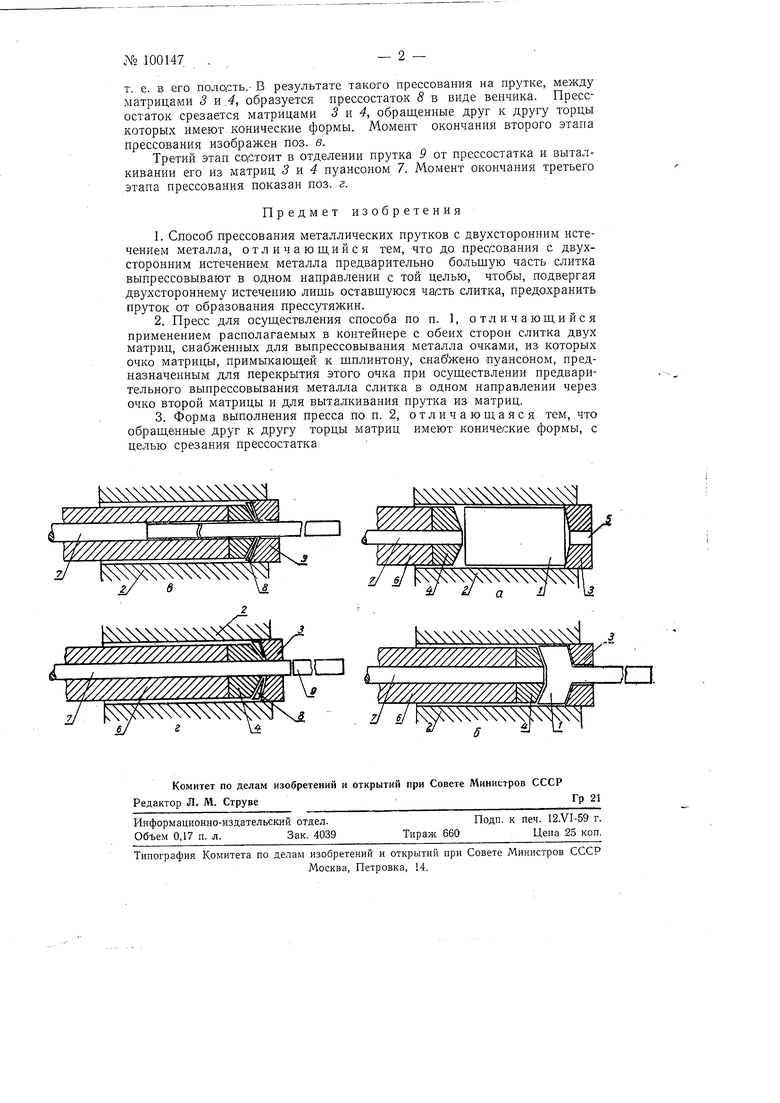
Нагретый слиток 1 (поз. а) загружается в контейнер 2 пресса между двумя матрицами 3 w. 4, снабженными очками 5 для выпрессовывания металла. Матрица 4 прилегает к шплинтону 6, и ее очко снабжено пуансоном 7, которым оно полностью перекрывается в период предварительного выпрессовывания металла слитка.
Предлагаемый способ по существу складывается из трех этапов прессования, протекающих непрерывно один за другим.
Первый этап состоит в том, что большая часть слитка / вьшрессовывается только вперед с истечением металла в одну сторону, в направлении движения шплинтона 6. Момент окончания этого этапа прессования показан поз. б.
Перед вторым этапом пуансон 7 отводят назад. С этого момента металл оставшийся меньшей части слитка выдавливают в две стороны- в направлении движения шплинтона 6 и против движения шплинтона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| МАТРИЧНЫЙ УЗЕЛ ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1991 |
|
RU2050208C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ПРУТКОВ И ТРУБ | 1956 |
|
SU105901A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| Способ прессования изделий | 1975 |
|
SU683820A1 |

