Изобретение относится к обработке металлов давлением методом прессования, а точнее к способам и устройствам для непрерывного прессования заготовок неограниченной длины. Особенно целесообразно применение устройства в сочетании с установками непрерывной разливки металла.
Известен способ непрерывного прессования заготовок, основной принцип которого заключается в том, что деформирующую силу на слиток передают не через его торец, а через боковую поверхность посредством напряжений трения. Благодаря этому длина слитка не ограничивается длиной контейнера, а может быть сколь угодно большой, что делает возможным сопряжение этих устройств с установками непрерывной разливки металла, позволяет значительно повысить выход годного и реализовать другие преимущества [1].
Известно устройство для непрерывного прессования заготовок, содержащее, вращающийся от привода валок с ручьем, образующим с неподвижным упором калибр, выполняющий роль контейнера, на выходе из калибра устанавливают матрицу, через которую и выпрессовывают изделие [2]. Усилие прессования здесь создается напряжениями трения на контакте со стенками ручья.
Известен также способ непрерывного прессования заготовок, включающий подачу части заготовки в разъемный контейнер, приложение сжимающих напряжений по боковой поверхности со стороны стенок контейнера, обратное прессование металла через матрицу, снятие сжимающих напряжений с боковой поверхности и повторение этих действий в цикле [3].
Известно устройство для непрерывного прессования заготовок, которое содержит неподвижно закрепленный в поперечине полый пуансон с закрепленной на нем матрицей и расположенный соосно ему разъемный контейнер, который состоит из двух сегментов и снабжен приводом возвратно-поступательного перемещения и механизмом радиального перемещения сегментов [4].
Технический результат состоит в уменьшении потерь металла и энергозатрат, а также в уменьшении габаритов и износа матрицы.
Настоящим изобретением предложено согласно способу, перед приложением сжимающих напряжений по боковой поверхности обжимать по диаметру участок заготовки со стороны подачи до получения неравноосного сечения, подвергать распрессовке часть заготовки, заключенную между пережатым участком и матрицей. После этого прессование ведут до начала истечения металла в сторону, противоположную направлению подачи заготовки.
Отличие устройства состоит в том, что внутренняя поверхность контейнера снабжена кольцевым выступом, имеющим в замкнутом состоянии контейнера в просвете неравноосное сечение с меньшей осью, перпендикулярной плоскости разъема контейнера.
Сущность предложения состоит в том, чтобы воздействовать на заготовку во время прессования не только напряжениями трения на боковой поверхности, но и нормальными напряжениями со стороны кольцевого выступа контейнера, который предварительно был внедрен в поверхностный объем заготовки при закрытии сегментов. При этом резко возрастает величина удерживающего от обратного смещения заготовки усилия, что позволяет применить при прессовании смазку и тем самым улучшить качество изделия и снизить энергозатраты. Отпадает необходимость деформации заготовки по всей ее длине сегментами контейнера в радиальном направлении, что исключает образование заусенца и необходимость срезания его в пресс-рубашку и повышает выход годного. Последнее становится возможным, поскольку слиток первоначально имеет меньший диаметр, чем контейнер и подвергается распрессовке между пуансоном и кольцевым выступом контейнера.
Кольцевым выступом контейнера заготовку обжимают при закрытии сегментов до получения неравноосного поперечного сечения, поскольку это позволяет обжать заготовку без переполнения контейнера и без образования заусенца. Этот прием можно сравнить с проектированием калибровок прокатных валков, где равноосное сечение, круг, обычно обжимают с образованием неравноосного сечения: овала, ромба или иного сечения с целью создания возможности для уширения металла, исключения возможности переполнения калибра с образованием заусенца.
Начало истечения металла в сторону, противоположную направлению подачи заготовки, сигнализирует о том, что возможности удержания металла заготовки кольцевым выступом контейнера и напряжениями трения на стенках контейнера исчерпаны и следует прекратить этап выпрессовывания, осуществить раскрытие контейнера, подачу заготовки и повторить цикл прессования.
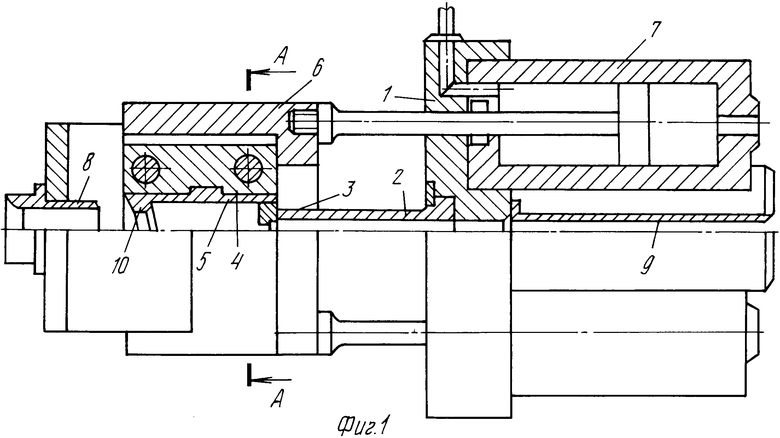
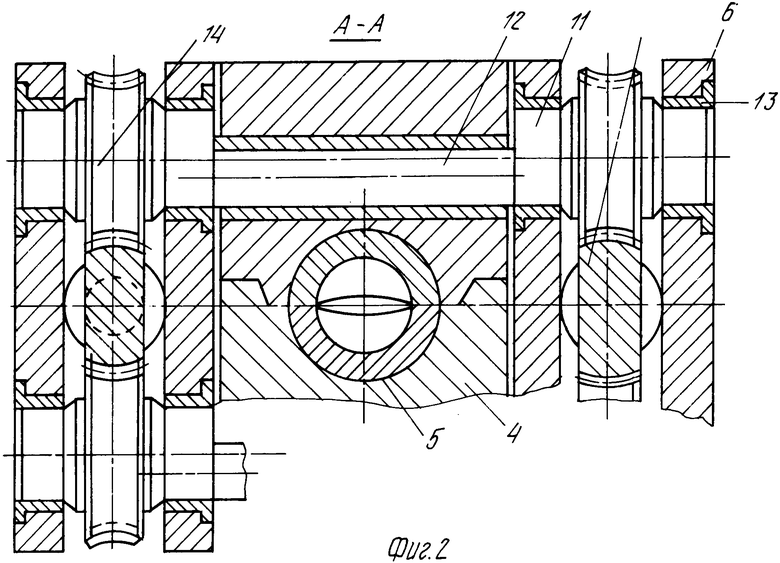
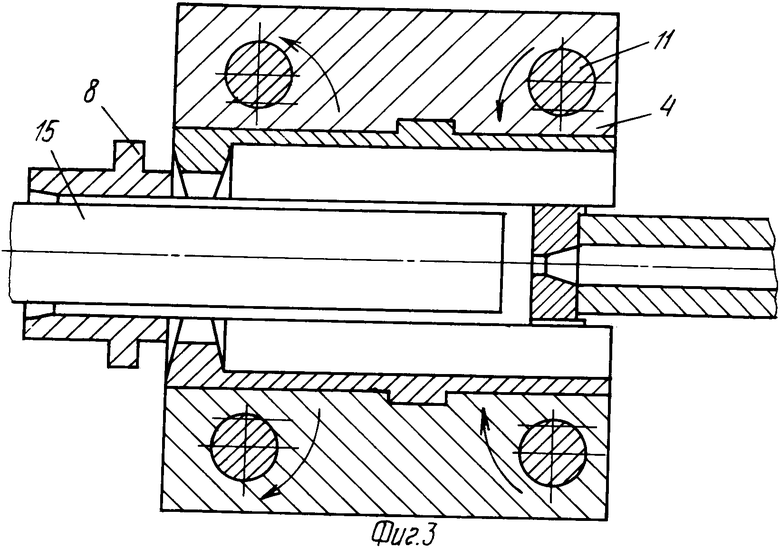
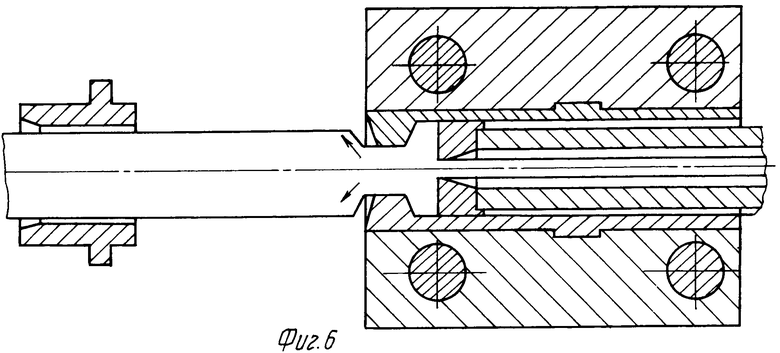
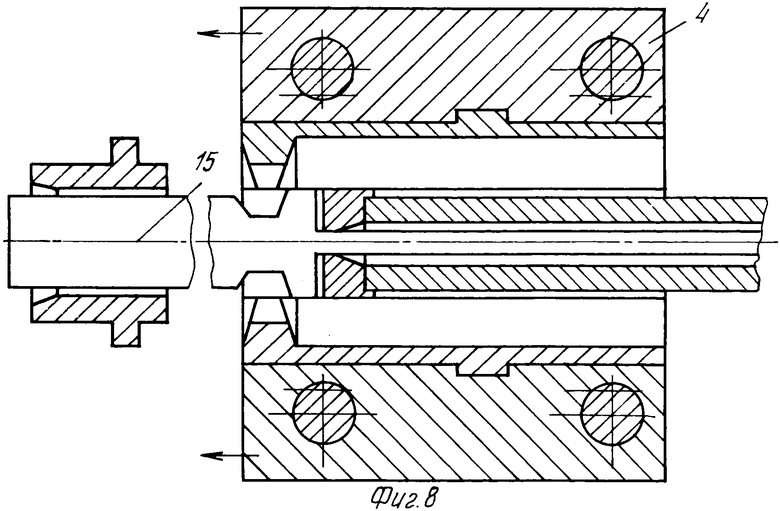
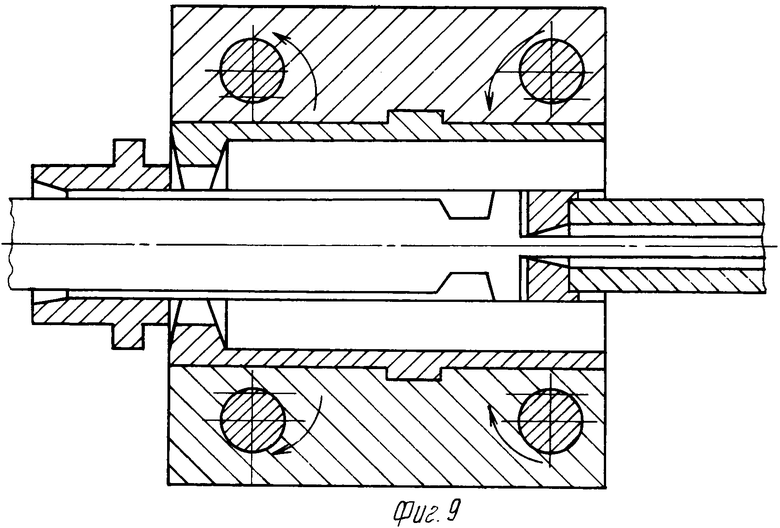
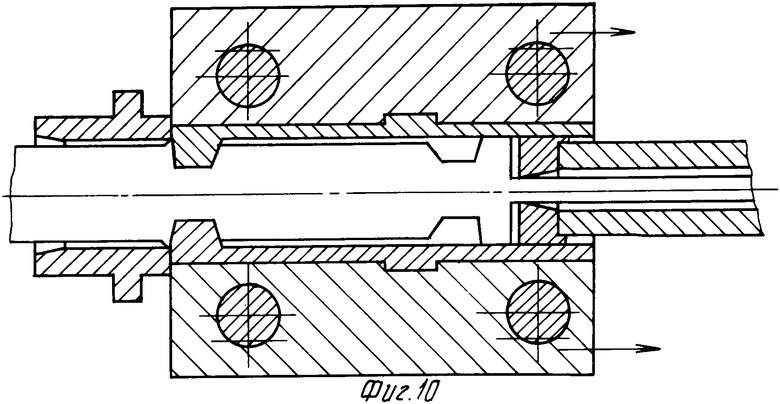
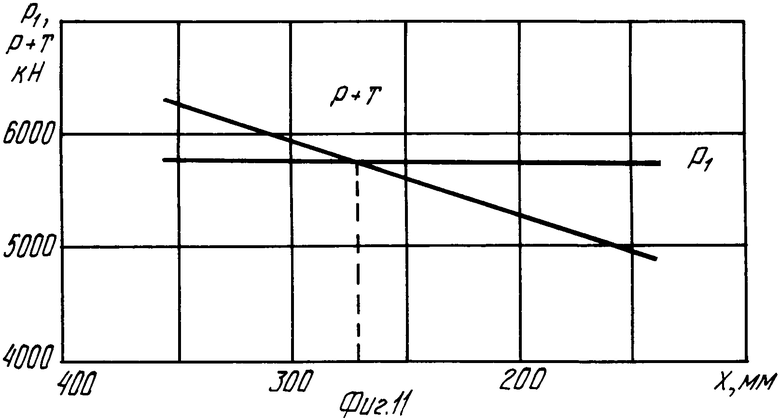
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - момент подачи заготовки и начала захвата заготовки; на фиг. 4 - момент начала движения контейнера; на фиг. 5 - момент выпрессовывания заготовки; на фиг. 6 - момент истечения металла в направлении, противоположном направлению подачи заготовки; на фиг. 7 - конец выпрессовывания и начало раскрытия контейнера; на фиг. 8 - возвращение контейнера в исходное положение; на фиг. 9 - начало закрытия контейнера при захвате нового участка заготовки; на фиг. 10 - прессование нового участка заготовки; на фиг. 11 - график изменения усилий, характеризующих процесс в зависимости от длины оставшегося в контейнере участка заготовки.
Способ непрерывного прессования заготовок осуществляют посредством устройства, которое содержит неподвижно закрепленный в поперечине I (фиг.1) полый пуансон 2 с закрепленной на нем матрицей 3, соосно расположен разъемный контейнер 4, состоящий из двух сегментов.
Контейнер 4 снабжен рабочими втулками 5, которые и контактируют с прессуемой заготовкой, помещен в траверсу 6 и снабжен приводом возвратно-поступательного перемещения, выполненном в виде гидроцилиндров 7, закрепленных втулкой 8 для подвода заготовки в контейнер и отводящей втулкой 9 для вывода прессоизделия из пресса.
Внутренняя поверхность контейнера снабжена кольцевым выступом 10, имеющим в замкнутом состоянии контейнера в просвете неравноосное сечение, например овал, с меньшей осью перпендикулярной плоскости раздела контейнера (фиг.2).
Устройство также содержит механизм радиального перемещения сегментов контейнера 4, выполненный в виде валов 11 с эксцентричной частью 12, входящей в сквозное отверстие в сегментах. Валы размещены в подшипниках 13, закрепленных в траверсе 6, Валы снабжены приводом в виде червячных шестерен 14, соединенных зацеплением с червяком (не показан), приводимом во вращение гидродвигателем. В закрытом состоянии эксцентриковый вал 11 находится в нижней мертвой точке, что обеспечивает надежность замыкания контейнера.
В исходном положении заготовки 15 (фиг.3) подается через направляющую втулку 8 в контейнер 4. При этом сегменты контейнера разведены механизмом радиального перемещения для свободного пропуска заготовки. После подачи заготовки на величину подачи включают привод механизма радиального перемещения и поворачивают эксцентриковые валы 11 в направлении, указанном круговыми стрелками, благодаря чему начинается смыкание сегментов.
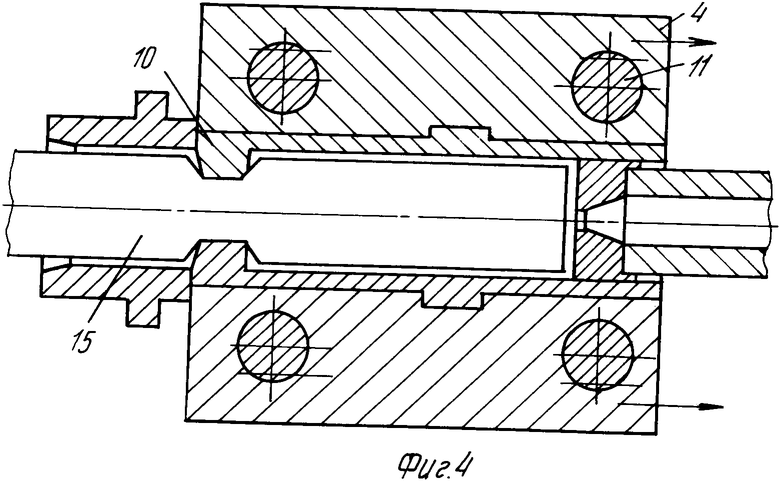
После смыкания и установки эксцентриковых валов 11 в мертвых точках (фиг. 4) происходит вдавливание кольцевого выступа сегментов в тело заготовки 15, благодаря чему заготовка к защемляется. Включают привод возвратно-поступательного перемещения контейнера, для чего в гидроцилиндр 7 (фиг. 1) подают жидкость высокого давления. Контейнер 4 (фиг.4) перемещается слева направо в направлении, указанном стрелками.
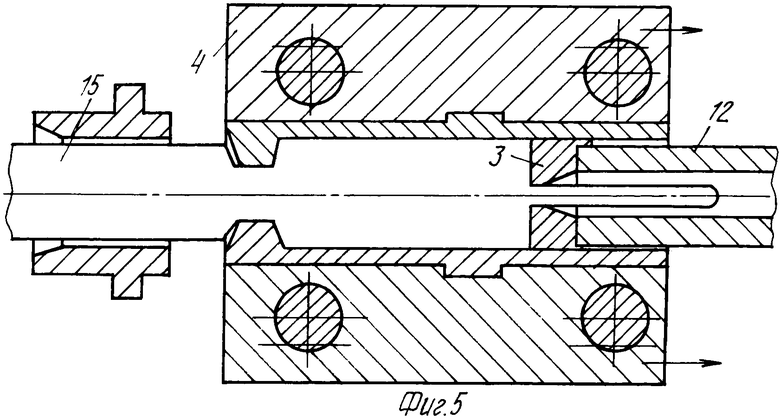
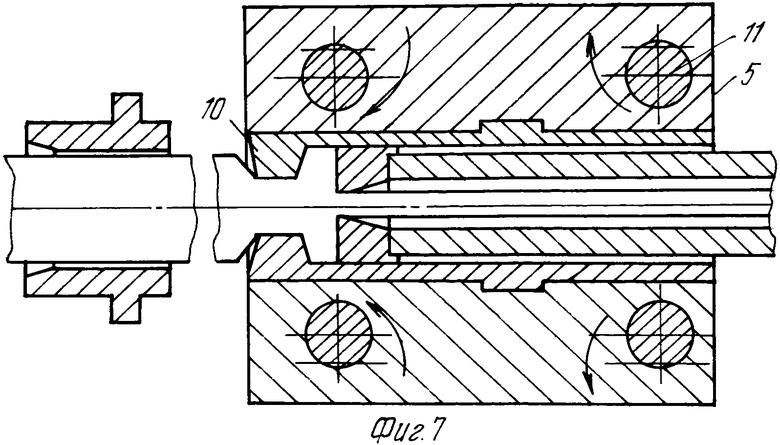
Контейнер 4 при своем движении увлекает заготовку 15 (фиг.5), которая встречает на своем пути матрицу 3, закрепленную на пуансоне 2. Оказавшись в замкнутом объеме, металл заготовки сначала распрессовывается, а затем выпрессовывается в отверстие матрицы с образованием пресс-изделия заданной конфигурации. Процесс продолжается до тех пор, пока поверхность трения заготовки, находящейся в контейнере, снизится до величины, при которой энергетически выгоднее становится выпрессовывание заготовки через отверстие, созданное кольцевым выступом 10 на внутренней поверхности сегмента 5. Останавливают перемещение контейнера и включают механизм радиального перемещения, вращая эксцентриковые валы 11 в направлении, указанном круговыми стрелками.
Благодаря этому действию сегменты контейнера 4 раскрываются (фиг.8) и заготовка 15 высвобождается. Включают привод возвратно-поступательного перемещения контейнера и возвращают контейнер в исходное положение в направлении, указанном стрелками. После перемещения вновь сводят навстречу друг другу сегменты контейнера (фиг.9), захватывая заготовку, вновь подают давление в гидроцилиндр возвратно-поступательного перемещения, осуществляют распрессовку и прессование (фиг.10). Получившийся в теле заготовки пережим при распрессовке заполняется металлом и не влияет на качество пресс-изделия. Цикл повторяют, начиная с фазы, рассмотренной на фиг.7.
П р и м е р 1. В разъемный контейнер подают участок заготовки длиной L1 = 300 мм, диаметром Dз = 160 мм. Диаметр контейнера D = 170 мм. По заявляемому способу обжимают по диаметру участок заготовки на длине Lм = 20 мм до получения неравноосного сечения - овала размерами: высотой Н1 = 50 мм, шириной В = 170 мм. Площадь такого сечения определяется формулой
ω1 = 0,6Н12(2,07 - δ1)(ак δ1 + 0,66 δ1 - 0,43), где δ1 = 0,9 - степень заполнения профиля;
ак = В/Н1 = 170/50 = 3,4, после подстановки исходных данных получим ω1 = 5658 мм2.
После обжатия по диаметру заготовки подвергают распрессовке, в результате чего площадь поперечного сечения слитка составляет
ω = π D2/4 = π ˙ 1702/4 = 22686 мм2
Коэффициент вытяжки при истечении через овальное отверстие
λ1 = ω/ ω1 = 22686/5658 = 4,0 а длина находящегося в контейнере участка
L = L1 ˙ π ˙ Dз2/(4 ˙ ω) = 400 ˙ π ˙ 1602/(4 ˙ 22686) = 354 мм
Покажем, что при распрессовке произойдет именно осадка, а не выдавливание через овальное отверстие, для этого сравним усилия осадки и выдавливания.
Усилие осадки определим так
Po=  1 +
1 +  μ
μ 
 =50·22686
=50·22686 1 +
1 +  · 0.3
· 0.3  =1168 кН,, где σs = 50 МПа - сопротивление деформации;
=1168 кН,, где σs = 50 МПа - сопротивление деформации;
μ = 0,3 - коэффициент трения.
Усилие выдавливания Р через овальное отверстие определим по формуле, что в первый момент трения на контейнере отсутствует
P=  0.785lnλ1D
0.785lnλ1D +
+  +λ·Π·L
+λ·Π·L ,, где α = 65о - угол естественного истечения металла;
,, где α = 65о - угол естественного истечения металла;
μ = 0,3 - коэффициент трения;
π - периметр овала, по рекомендациям [6c15]
П=2 =2
=2 =359 мм;; после подстановки получим
=359 мм;; после подстановки получим
P=50 0.785·ln·4.0·170
0.785·ln·4.0·170 +
+  +6.1·359·200.3=3390 кН
+6.1·359·200.3=3390 кН
Таким образом, поскольку Ро < Р осуществляется именно распрессовка заготовки, а не ее выдавливание через овальное отверстие. Оценим теперь, при какой длине заготовки, находящейся в контейнере, возможна деформация через матрицу. Прессуется изделие в виде прутка круглого поперечного сечения диаметром d = 40 мм. Вытяжка составит
λ = 4 ω / ( π d2) = 4 ˙ 22686/( π ˙ 402) = =18,1
Для выпрессовывания изделия через матрицу диаметром d методом обратного прессования необходимо приложить силу, которую подсчитывают по формуле:
P1=  0.785ln·λD
0.785ln·λD +
+  +λ·Π·d·L
+λ·Π·d·L ,, где L1 = 5 мм - длина калибрующего пояска матрицы, после подстановки исходных параметров, получим
,, где L1 = 5 мм - длина калибрующего пояска матрицы, после подстановки исходных параметров, получим
P1= 50 0.785ln18.1·170
0.785ln18.1·170 +
+  +18.1·Π·5·0.3= 5724 кН
+18.1·Π·5·0.3= 5724 кН .. Эта сила постоянна за все время выдавливания металла. Процесс осуществим до тех пор, пока эта сила остается меньше суммы сил: Р - выдавливания через овальное отверстие и Т - силы трения на контактной с контейнером поверхности: Р1 < Р + Т.
.. Эта сила постоянна за все время выдавливания металла. Процесс осуществим до тех пор, пока эта сила остается меньше суммы сил: Р - выдавливания через овальное отверстие и Т - силы трения на контактной с контейнером поверхности: Р1 < Р + Т.
Последняя сила не остается постоянной за все время процесса, так как она зависит от площади боковой поверхности участка заготовки, находящегося в контейнере, а длина этого участка, обозначим ее Х убывает из-за истекания заготовки в матрицу. Сила Т определяется следующим образом
Т = π D x μ σs, где Х изменяется от L до некоторого минимального значения, при котором процесс остается работоспособен. Для оценки этого минимального значения удобнее использовать графическую интерпретацию.
На фиг. 11 изображены графики изменения значений усилий в ходе процесса прессования. В первый момент прессования Х = =L и величина Т определяется так
То = π ˙170 ˙ 354 ˙ 0,3 ˙ 50 = 2834 кН что в сумме с усилием Р составит 6224 кН.
На фиг. 11 показано, что сумма сил Р + +Т с уменьшением длины заготовки уменьшается и при Х = 270 мм становится меньше усилия Р1, при котором начинается выдавливание через овальное отверстие. Процесс на этом прекращают, раскрывают контейнер, вновь задают заготовку и цикл повторяется.
П р и м е р 2. Наиболее благоприятная схема напряженного состояния при пережиме заготовки может быть достигнута при использовании радиусных бойков с большими углами охвата, представляющих овальный профиль. Уровень сжимающих напряжений здесь достигается наибольший, что позволяет деформировать малопластичные металлы и сплавы. Наряду с этим возможно применение неравноосных сечений заготовки, например, в форме ромба с большими углами развала. Так, в условиях проанализированного примера овальное в просвете сечение кольцевого выступа может быть изменено на ромбическое со следующими параметрами: длина большой диагонали ромба 170 мм, длина малой диагонали ромба 40 мм. Расчеты показывают, что прессование с кольцевым выступом такой формы неравноосного сечения приводит к тем же соотношениям сил в очаге деформации.
Примеры показывают, что в отличие от прототипа нет необходимости применять слишком длинные контейнеры для создания больших сил трения, способных удержать заготовку от проскальзывания. Кроме того, предлагаемый способ позволяет отказаться от соблюдения совершенного равенства диаметров заготовки и полости контейнера. Предлагаемое техническое решение предполагает применение заготовки заведомо меньшего диаметра, чем диаметр полости контейнера, здесь нет необходимости организации заусенца, что снижает отходы металла и повышает выход годного.
По сравнению с устройствами непрерывного прессования валкового типа возможно применение гораздо более крупных заготовок и получение изделий более крупного сечения. Из-за необходимости изгиба заготовки и возрастания габаритов установок при использовании крупных слитков сортамент получаемых конформ-процессом заготовок ограничен 2-15 мм. Предлагаемый способ не содержит ограничений по размеру применяемых заготовок, которые ограничиваются лишь возможностями линейного предела. Целесообразный диапазон диаметров заготовок от 100 до 300 мм, из которых могут быть получены изделия разнообразного поперечного сечения размерами в поперечнике от 5 до 100 мм. Это говорит о расширенных технологических возможностях предлагаемого технического решения.
И, наконец, по сравнению с традиционными схемами прессования дискретных слитков, предложенное техническое решение позволяет резко уменьшить отходы металла в пресс-остаток и опилки (такие отходы отсутствуют), повысить производительность труда вследствие ликвидации некоторых операций, характерных для прессования (резка заготовок, обрезка и удаление пресс-остатка, подачи и удаление на ось прессования пресс-шайбы и т.д.). Расширяются технологические возможности, поскольку снимаются ограничения на длину получаемых профилей, что в свою очередь может повысить эффективность последующей обработки этих профилей, например, волочением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 1993 |
|
RU2049569C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ТРУБ | 1993 |
|
RU2042447C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК С НЕОКИСЛЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2009003C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ | 2005 |
|
RU2284235C1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
Использование: область обработки металлов давлением методом непрерывного прессования. Сущность: способ предполагает подачу заготовки в разъемный контейнер, приложение сжимающих напряжений по боковой поверхности со стороны стенок контейнера, обратное прессование металла через матрицу, снятие сжимающих напряжений с боковой поверхности и повторение этих действий в цикле. Обжимают по диаметру участок заготовки со стороны подачи до получения неравноосного сечения, подвергают распрессовке часть заготовки, заключенную между пережатым участком и матрицей. Прессование ведут до начала истечения металла в сторону, противоположную направлению подачи заготовки. Устройство содержит закрепленный в поперечине полый пуансон с закрепленной на нем матрицей и расположенный соосно ему разъемный контейнер, состоящий из двух сегментов. Он снабжен приводом возвратно-поступательного перемещения и механизмом радиального перемещения сегментов.. Внутренняя поверхность контейнера снабжена кольцевым выступом, имеющем в замкнутом состоянии контейнера в просвете неравноосное сечение с меньшей осью, перпендикулярной плоскости раздела контейнера. 2 с.п. ф-лы, 11 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Патент США N 4208897, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
