Изобретение относится к оборудова нию прокатных цехов металлургических заводов, а точнее к устройствам для смены валков в рабочих клетях прокатных станов.
В настоящее время в рабочих клетях прокатных станов со станинами того типа чаще всего перевалку производят комплектами рабочих валков с подушками в направлении оси рабочей линии, при этом перевалочный комплект, опирающийся на планки скольжения или на катки, перемещают по соответствующим направляйхцим 1.
На перемещение перевалочного комплекта, смонтированного на катках, затрачивается значительно меньше энергии, однако необходимы дополнительные устройства.для установки перевалочного комплекта на рельсовый путь,так как катки-во время работы клети не должны контактировать с направляющими рельсового пути.
Известны устройства,, расположенные в клети под катками перевалочного комплекта, выполненные подъемными с приводом подъема от гидроцилиндров, закрепленных к поперечинам станин с внутренней или наружной стороны 2.
Недостатком устройств является то, что значительно затруднено обслуживание .гидроцилиндров, кроме того, они находятся под воздействием окалины и охлаждающей жидкости.
Наиболее близким по технической сущности к изобретению является устройство для перевалки прокатных валков, содержащее привод перемещения
10 снабженного катками комплекта валков с подушками, установленного на рельсовый путь, выполненный со скосами в местах остановки катков в прькатной клети 3.
15
Недостатком указанной конструкции является то, что гидроцилиндр привода перемещения должен быть достаточ- , но мощным для преодоления сил сопротивления при движении тележки по
20 участку направляющих со скосами и подушек по опорньи поверхностям станины, а при движении на остальном отрезке пути усилия значительно меньше, так как комплект валков установлен
25 на катках.
Целью изобретения является сокращение мощности и снижение металлоемкости п рив ода п еремеще ни я.
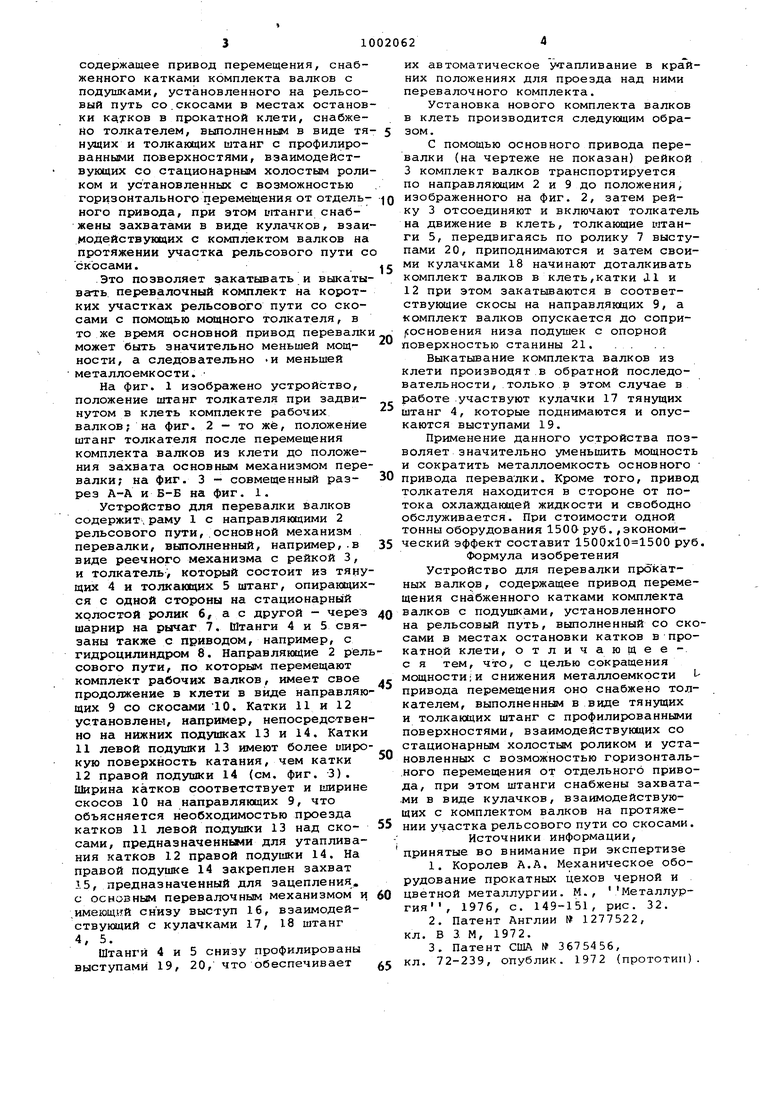
Цель достигается тем, что устрой30ство для перевалки прокатных валков. содержащее привод перемещения, снабженного катками комплекта валков с подушками, установленного на рельсовый путь со.скосами в местах останов ки ка.уков в прокатной клети, снабжено толкателем, выполненным в виде тя нущих и толкающих штанг с профилированными поверхностями, взаимодействующих со стационарным холостым роли ком и установленных с возможностью горизонтального перемещения от отдель ного привода, при этом штанги снабжены захватами в виде кулачков, взаи модействующих с комплектом валков на протяжении участка рельсового пути с скосами. .Это позволяет закатывать и выкаты ва-гь перевалочный комплект на коротких участках рельсового пути со скосами с помощью мощного толкателя, в то же время основной привод перевалк может быть значительно меньшей мощности, а следовательно и меньшей металлоемкости. На фиг. 1 изображено устройство, положение штанг толкателя при задвинутом в клеть комплекте рабочих валков; на фиг. 2 - то же, положение штанг толкателя после перемещения комплекта валков из клети до положения захвата основным механизмом пере валки; на фиг. 3 - совмещенный разрез А-А и Б-Б на фиг. 1. Устройство для перевалки валков содержит,раму 1 с направляющими 2 рельсового пути, основной механизм перевалки, выполненный, например,.в виде реечного механизма с рейкой 3, и толкатель, который состоит из тяну щих 4 и толкающих 5 штанг, опирающих ся с одной стороны на стационарный холостой ролик б, а с другой - через шарнир на 7. Штанги 4 и 5 связаны также с приводом, например, с гидроцилиндром 8. Направляющие 2 рел сового пути, по которым перемещают комплект рабочих валков, имеет свое продолжение в клети в виде направляю щих 9 со скосаили 10. Катки 11 и 12 установлены, например, непосредствен но на нижних подушках 13 и 14. Катки И левой подушки 13 имеют более шире кую поверхность катания, чем катки 12 правой подушки 14 (см. фиг. 3). Ширина катков соответствует и ширине скосов 10 на направляющих 9, что объясняется необходимостью проезда катков 11 левой подушки 13 над скосами, предназначенньами для утапливания катков 12 правой подушки 14. На правой подушке 14 закреплен захват .15, предназначенный для зацепления, с основным перевалочным механизмом и .имеющий снизу выступ 16, взаимодействукяций с кулачками 17, 18 штанг 4, 5. Штанги 4 и 5 снизу профилированы выступами 19, 20, что обеспечивает их автоматическое у-тапливание в крайних положениях для проезда над ними перевалочного комплекта. Установка нового комплекта валков в клеть производится следующим образом. С помощью основного привода перевалки (на чертеже не показан) рейкой 3 комплект валков транспортируется по направляющим 2 и 9 до положения, изображенного на фиг. 2, затем рейку 3 отсоединяют и включают толкатель на движение в клеть, толкающие штанги 5, передвигаясь по ролику 7 выступами 20, приподнимаются и затем своими кулачками 18 начинают доталкивать комплект валков в клеть,катки J.1 и 12 при этом закатываются в соответствующие скосы на направляющих 9, а комплект валков опускается до сопри|сосновения низа подушек с опорной поверхностью станины 21. Выкатывание комплекта валков из клети производят в обратной последовательности, только в этом случае в работе участвуют кулачки 17 тянущих штанг 4, которые поднимаются и опускаются выступами 19. Применение данного устройства позволяет значительно уменьшить мощность и сократить металлоемкость основного привода перевалки. Кроме того, привод толкателя находится в стороне от потока охлаждагацей жидкости и свободно обслуживается. При стоимости одной тонны оборудования 1500- руб.,экономический эффект составит 1500x10 1500 руб. Формула изобретения Устройство для перевалки прбкатных валков, содержащее привод перемещения снабженного катками комплекта валков с подушками, установленного на рельсовый путь, вьшолненный со скосами в местах остановки катков в прокатной клети, отличающее с я тем, что, с целью сокращения МОЩНОСТИ;и снижения металлоемкости привода перемещения оно снабжено толкателем, выполненным в виде тянущих и толкающих штанг с профилированными поверхностями, взаимодействующих со стационарным холостым роликом и установленных с возможностью горизонталь.ного перемещения от отдельного привода, при этом штанги снабжены захватами в виде кулачков, взаимодействующих с комплектом валков на протяжении участка рельсового пути со скосами. Источники информации, принятые во внимание при экспертизе 1.Королев А.А. Механическое оборудование прокатных цехов черной и цветной металлургии. М., Металлургия, 1976, с. 149-151, рис. 32. 2.Патент Англии 1277522, кл. В 3 М, 1972. 3.Патент США № 3675456, кл. 72-239, опублик. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1997 |
|
RU2111072C1 |
| Способ замены рабочих валков прокатной клети с Т-образными подушками и линия прокатной клети | 1990 |
|
SU1731315A1 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| Устройство для установки нижнего валка прокатной клети | 1976 |
|
SU626844A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1981 |
|
SU971542A1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ПОДУШКИ И КОРПУСА УПОРНОГО ПОДШИПНИКА КОМПЛЕКТА ВАЛКОВ, А ТАКЖЕ ПЕРЕВАЛОЧНОЙ ТЕЛЕЖКИ | 2010 |
|
RU2496591C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2147949C1 |
| Устройство для перевалки рабочих валков клети кварто | 1987 |
|
SU1528590A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |

