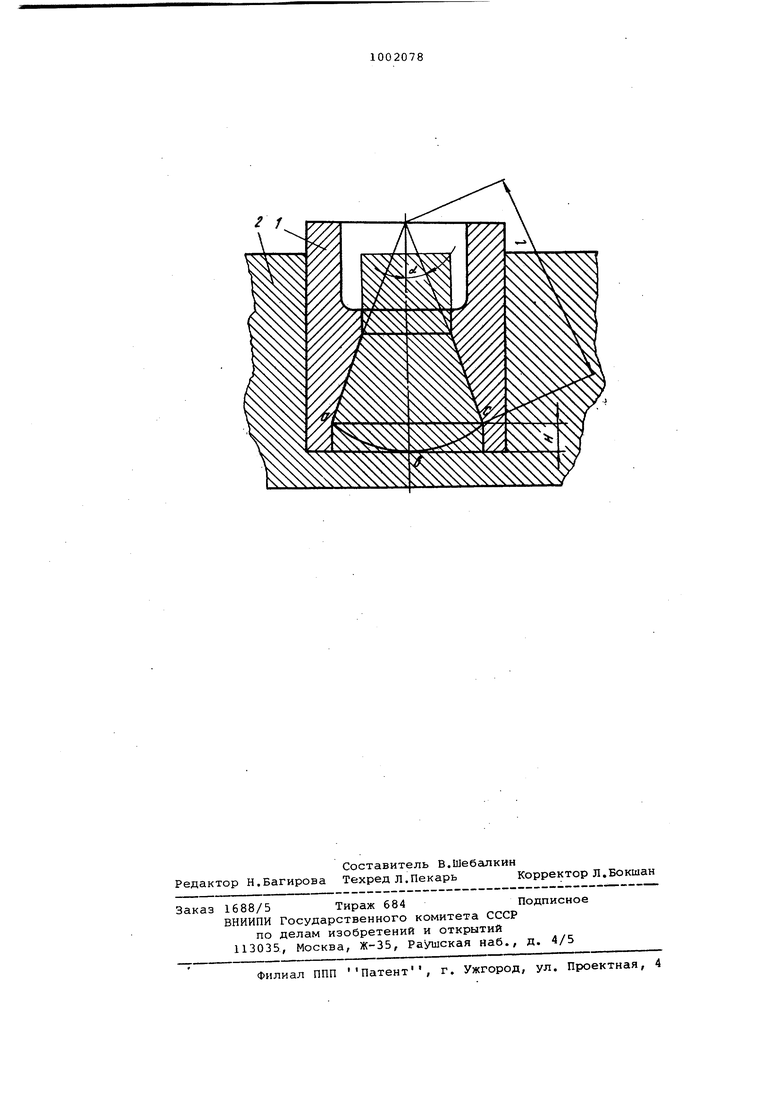
Изобретение относится к области обработки металлов давлением, д именно к конструкциям инструментов, используемых при прошивке заготовок. Известен прошивень, выполненный в виде усеченного, конуса с закругленными кромками, в основании которого выполнено цилиндрическое углубление, диаметр которого равен 02-0,6 диаметра основания, а глубина 0,25-0,5 диаметра углубления, причем для облегчения удаления отхода (выдры) из углубления прошивня в нем выполнен осе вой канал 111. Прошивка заготовок известным прошивнем не решает задачу удаления металла осевой зоны, так как он лишь в начальный момент прошивки частично заполняет цилиндрическое углубление и в процессе прошивки осевая зона за готовки больше перемещается к ее периферии, чем удаляется с отходом. Наиболее близким к изобретению по технической сущности и достигаемому результату является прошивень для пр шивки поковок, содержащий корпус со сквозным отверстием, образованным двумя профильными полостями, одна из которыхслужит для выдавливания мета ла, а другая, рабочая полость, образована конусной поверхностью, большее основание которой обращено в сторону прошиваемой поковки 21 . Недостатком известного прошивня является невысокое качество прошивн,ых заготовок, а также большое по величине усилие прошивки. Целью изобретения является повышение качества прошитых поковок и уменьшение усилия прошивки. Цель достигается тем, что в прошивне для прошивки поковокJ содержащем корпус со сквозным отверстием, оборудованным двумя профильными полостями, одна из которых служит для вьщавливания металла, а другая, рабочая полость, образована конусной поверхностью, большее основание которой обращено в сторону прошиваемой поковки, образующая рабочей полости выполнена с дополнительным участком, образующим цилиндрическую поверхность, сопряженную с конусной поверхностью, при этом угол наклона образующей конусной пoвepxнocти j « - 7,5-22,5, а высота И цилиндрической поверхности определяется по следующей зависимости НпЕ (1-COS о1) где Е - длина образующей конусной поверхности. На чертеже изображен прошивнь,общи вид. Прощивень 1 для сквозной прошивки заготовок 2 имеет цилиндрический участок высотой Н и конусный участок с углом 2od. Прошивку осуществляют следующим о разом.. . На осаженную заготовку устанавли1вают предлагаемый прошивень. Усилием пресса начинают вдавливать прошивень в заготовку. В начальный момент прошивки металл заполняет цилиндрический участок высотой Н, назначение которого - использовать большую часть усилия, передаваемого бойком пресса на прошивень, для вытеснения осевой зоны осаженной заготовки через внутреннюю полость и исключить передачу этого давления на периферию. При дальнейшем вдавливании металл заполняет конический участок,необходимый как для уменьшения усилия при вытеснении металла (и поэтому надежн го удаления дефектной зоны), так и для повышения прочности прошивня. Ме талл осевой зоны претерпевает деформацию в основном в коническом участке. В цилиндрическом участке очаг де (формации мал.За нижнюю границу очага деформации принята поверхность шарового сГектора аЬс с радиусом, равным длине образующей Z конуса с углом при вершине 2 cL, для того, чтобы уси лие, необходимое для вытеснения, замыкалось на дефектной зоне металла и не передавалось на периферию, высота внутреннего цилиндрического учас ка Н должна быть равна г- созоС l-cosot) . Оптимальный интервал угла конического участка принят равным 7-22,5°и яв ляется функцией объема металла, затекающего в коническую полость. . При увеличении угла конусности cl.722, З объем вытесненного металла уменьшается, а усилие увеличивается. Металл в этом случае больше перемещается на периферию, чем затекает в полость прошивня, что в конечном итоге отрицательно сказывается на удалении осевой зоны. При угле конусности ,5° ухудшаются условия удаления отхода из прошивня. По сравнению с прототипом использование данного изобретения позволит повысить качество прошитых поковок и снизить усилие прошивки. Формула изобретения Прошивень для прошивки поковок,соержащий корпус со сквозным отверсием, образованным двумя профильными олостями, одна из которых служит ля выдавливания металла, а другая, абочая полость, образована конусной оверхностью, большее основание котоой обращено в сторону прошиваемой оковки, отли.чающийся тем, что, с целью повышения качества прошитых поковок и уменьшения усилия прошивки., образующая рабочей полости выполнена с дополнительным участком, образукадим цилиндрическую поверхность, сопряженную с конусной поверхностью, при этом уго,л наклона образующей конусной поверхности (i s: 7,5-22,5°, а высота Н цилиндрической поверхности определяется по следующей зависимости НпЗг (1-cosoO/ где - длина образуняцей конусной поверхности. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 555964, кл. В 213 13/02, 1974. 2.Авторское свидетельство СССР, по заявке № 2936689/27, кл. В 21 J 5/10, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ кузнечной прошивки заготовок | 1990 |
|
SU1759514A1 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Инструмент для сквозной прошивки заготовок | 1985 |
|
SU1238871A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |