со со
х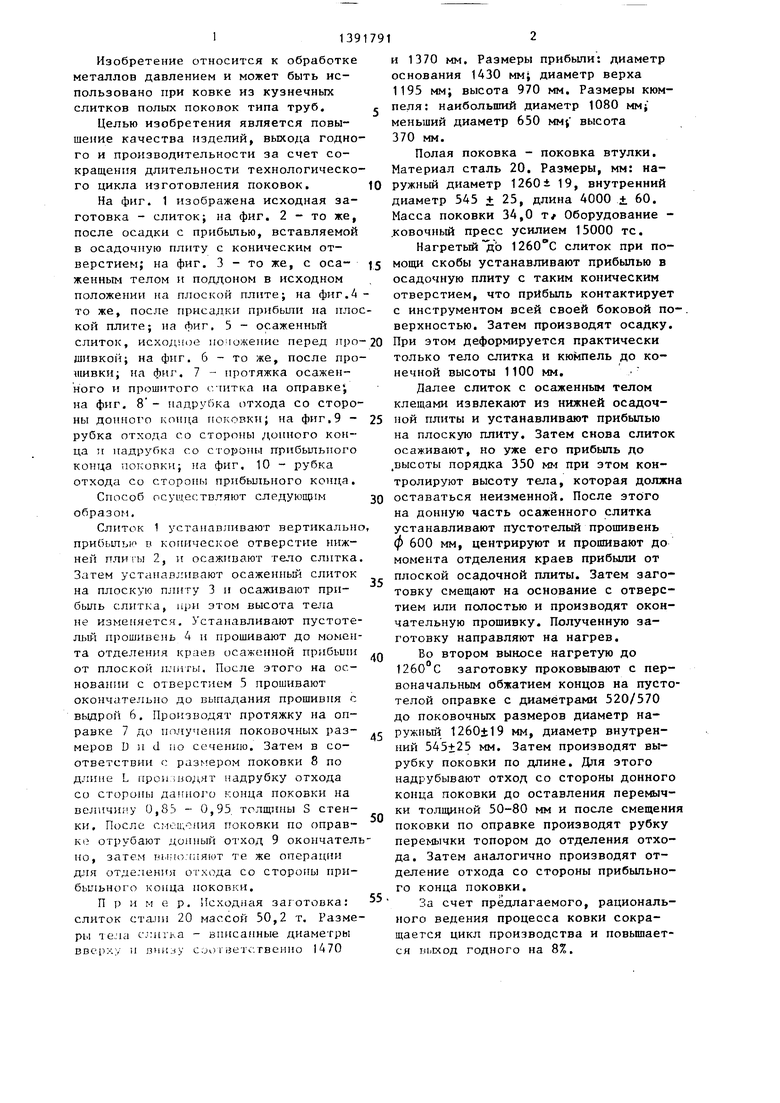
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
Изобретение относится к обработке металлов давлением, в частности к технологии ковки полых поковок, и может найти применение в металлургической и машиностроительной отраслях промьшшенности. Цель - повьшение качества изделий выхода годного и производительности за счет сокращения длительности технологического цикла изготовления поковок. Производят осадку тела слитка на конической плите с коническим отверстием. Осуществляют осадку прибыли на плоской плите усилием, не превышающем усилия осадки тела слитка. Полученную заготовку прошивают прошивнем сначала на плоской плите, затем - на основании с отверстием 5 с получением выдры 6. Протягивают на опрагке. Выполняют операции по отделению поковки от ме- тал-па донной и прибьшьиой частей.В результате исключаются дефекты на торцах поковок, т.к. прибыльная часть слитка осаживается вслед за осадкой тела слитка. 10 ил. (Л
Pu.ff
Изобретение относится к обработке металлов давлением и может быть использовано при ковке из кузнечных слитков полых поковок типа труб.
Целью изобретения является повышение качества изделий, выхода годного и производительности за счет сокращения длительности технологического цикла изготовления поковок.
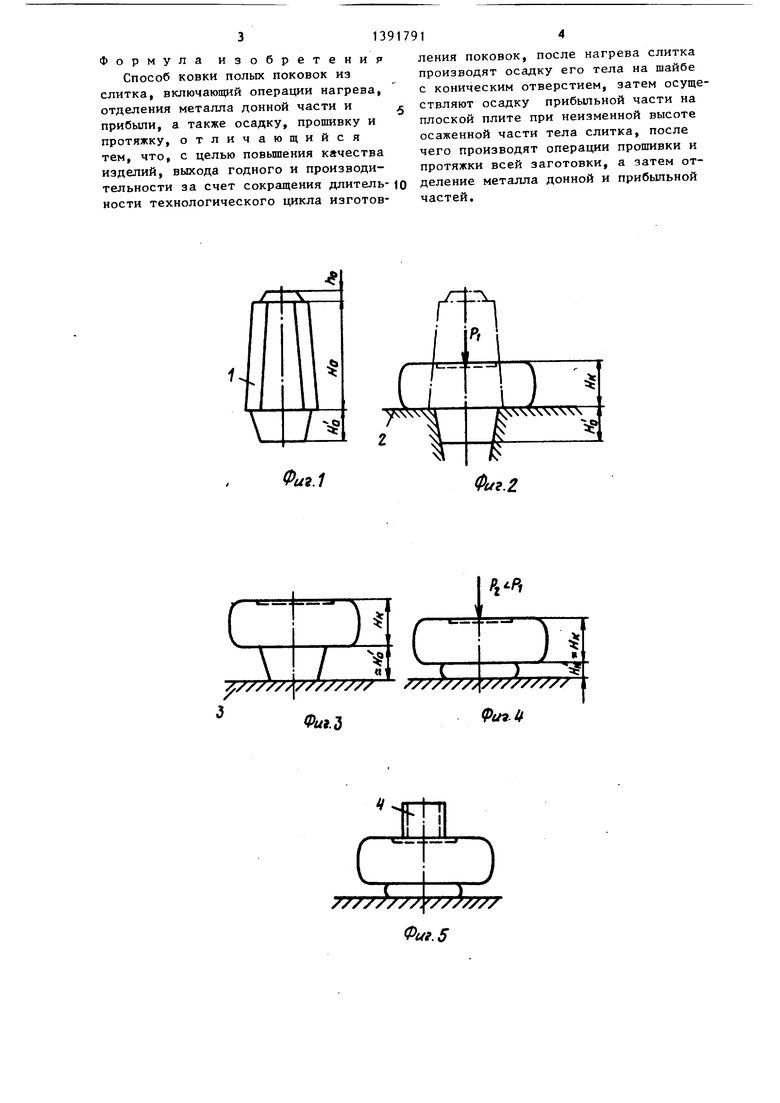
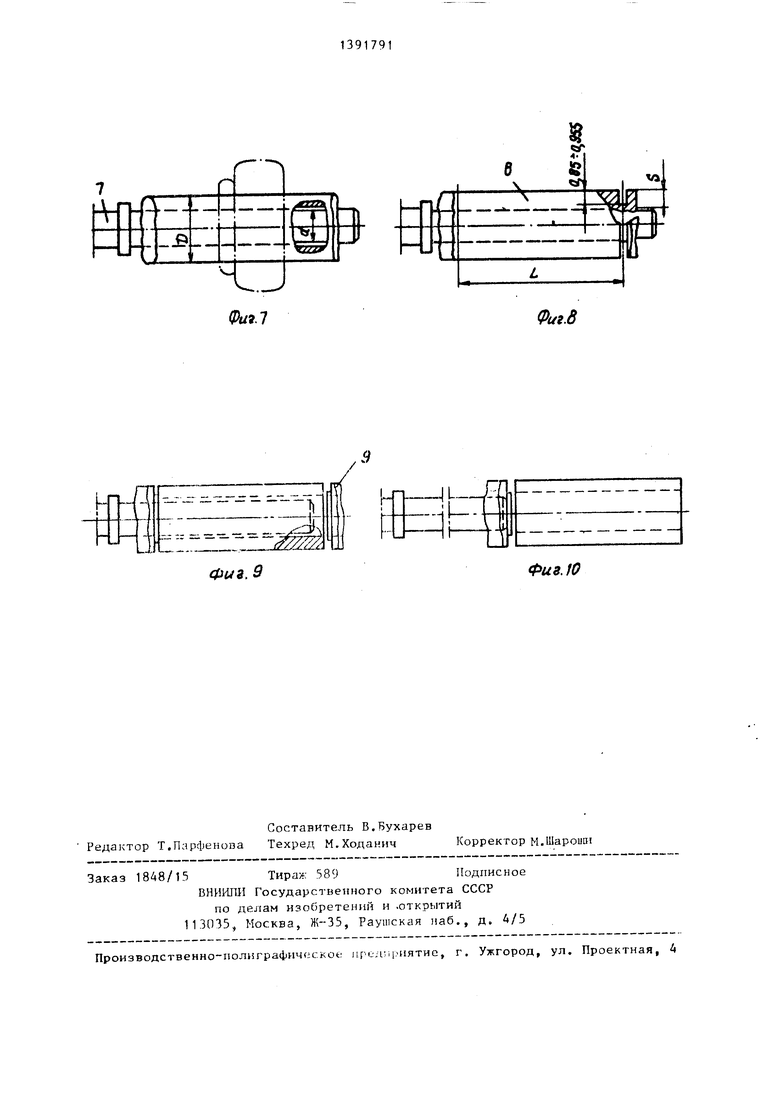
На фиг. 1 изображена исходная заготовка - слиток; на фиг. 2 - то же, после осадки с прибылью, вставляемой в осадочную плиту с коническим отверстием; на фиг. 3 - то же, с осаженным телом и поддоном в исходном положении на плоской плите; на фиг.А то же, после присадки прибыли на плоской плите; на фиг. 5 - осаженньй слиток, исход и е почоженис перед iTi)oД1ивкой; на фиг. 6 - то же, после прошивки; на фиг. 7 - протяжка осаженного и прошитого с-. титка на оправке, на фиг. 8 - надрубка отхода со сторо
ны донного конца поковки; на фиг,9 - рубка отхода со стороны донного конца и падрубка со стороны прибыльного конца поковки; на фиг, 10 - рубка отхода со стороны прибыльного конца.
Способ рсуш.ествляют следующим образом.
Слиток 1 устанавливают вертикальн прибьшь о в коническое отверстие нижней плигы 2, и осаживают тело слитка Затем устг1навливают осаженный слиток на плоскую п.аиту 3 и осаживают прибыль слитка, при этом высота тела не изменяется. Устанавливают пустотелый прошивень 4 и прошивают до момента отделения краев осаженной прибьип от плоской плиты. После этого на основании с отверстием 5 прошивают окончательно до выпадания прошивня с выдрой 6. Производят протяжку на оправке 7 до получения поковочных размеров D 11 d по сечению. Затем в соответствии с поковки 8 по длине L ггрои 1водят надрубку отхода со стороны данного конца поковки на величину 0,85 - 0,95. толщины S стенки. После смещоиия поковки по оправке отрубают дойный отход 9 окончателно, затем выполняют те же операции для отделения отхода со стороны прибыльного конца поковки,
П р и м е р. Исходная заготовка: слиток стали 20 массой 50,2 т. Размеры lejia с.ппгка - вписанные диаметры BBCiX .y и внизу суо 1 .зетс .гвенно 1470
0
20
5
5
0
5
0
5
и 1370 мм. Размеры прибыли: диаметр основания 1430 MMJ диаметр верха 1195 мм; высота 970 мм. Размеры кюм- пеля: наибольший диаметр 1080 мм; меньший диаметр 650 мм высота 370 мм.
Полая поковка - поковка втулки. Материал сталь 20. Размеры, мм: наружный диаметр 1260± 19, внутренний диаметр 545 + 25, длина 4000 ± 60, Масса поковки 34,0 т/ Оборудование - .ковочный пресс усилием 15000 тс.
Нагретый до 1260 С слиток при помощи скобы устанавливают прибьшью в осадочную плиту с таким коническим отверстием, что прйбыпь контактирует с инструментом всей своей боковой по-. верхностью. Затем производят осадку, При этом деформируется практически только тело слитка и кюмпель до конечной высоты 1100 мм.
Далее слиток с осаженным телом клещами извлекают из нижней осадочной плиты и устанавливают прибьшью на плоскую гшиту. Затем снова слиток осаживают, но уже его прибыль до высоты порядка 350 мм при этом контролируют высоту тела, которая должна оставаться неизменной. После этого на донную часть осаженного слитка устанавливают пустотелый прощивень ф 600 мм, центрируют и прошивают до момента отделения краев прибыли от плоской осадочной плиты. Затем заготовку смещают на основание с отверстием или полостью и производят окончательную прошивку. Полученную заготовку направляют на нагрев,
Во втором выносе нагретую до
заготовку проковьшают с первоначальным обжатием концов на пустотелой оправке с диаметрами 520/570 до поковочных размеров диаметр на- 5 ружпьш 1260+19 мм, диаметр внутренний 545+25 мм. Затем производят вырубку поковки по длине. Для этого надрубывают отход со стороны донного конца поковки до оставления перемычки толщиной 50-80 мм и после смещения поковки по оправке производят рубку перемычки топором до отделения отхода. Затем аналогично производят отделение отхода со стороны прибыльного конца поковки,
За счет предлагаемого, рационального ведения процесса ковки сокращается цикл производства и повышается 1:11,ход годного на 8%.
0
1260°С
3139179
Формула изобретения
Способ ковки полых поковок из слитка, включающий операции нагрева, отделения металла донной части и прибыли, а также осадку, прошивку и протяжку, отличающийся тем, что, с целью повьшения качества изделий, выхода годного и производительности за счет сокращения длитель-ю ности технологического цикла изготов
7j
Фиг.1
Фи9.д
ления поковок, после нагрева слитка производят осадку его тела на шайбе с коническим отверстием, затем осуществляют осадку прибыльной части на плоской плите при неизменной высоте осаженной части тела слитка, после чего производят операции прошивки и протяжки всей заготовки, а затем отделение металла донной и прибьтьной частей.
т
ф
ГШ../
С Х 4FANXXXXXXXN
Фиг.2
tn.U
Фиг. 5
Фи9.7
m
Фия.9
Фиг.8
Фиг. Ю
| Семенов Е.И | |||
| Ковка и объемная штамповка | |||
| М.: Высшая школа, 1972, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Способ изготовления пустотелых поковок | 1978 |
|
SU682312A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
