Изобретение относится к обработке металлов давлением, а именно к кузнечно- прессовому производству, и может быть использовано для получения полых поковок прошивкой.
Цель изобретения - повышение качества получаемых деталей за счет уменьшения разнотолщинности их стенок.
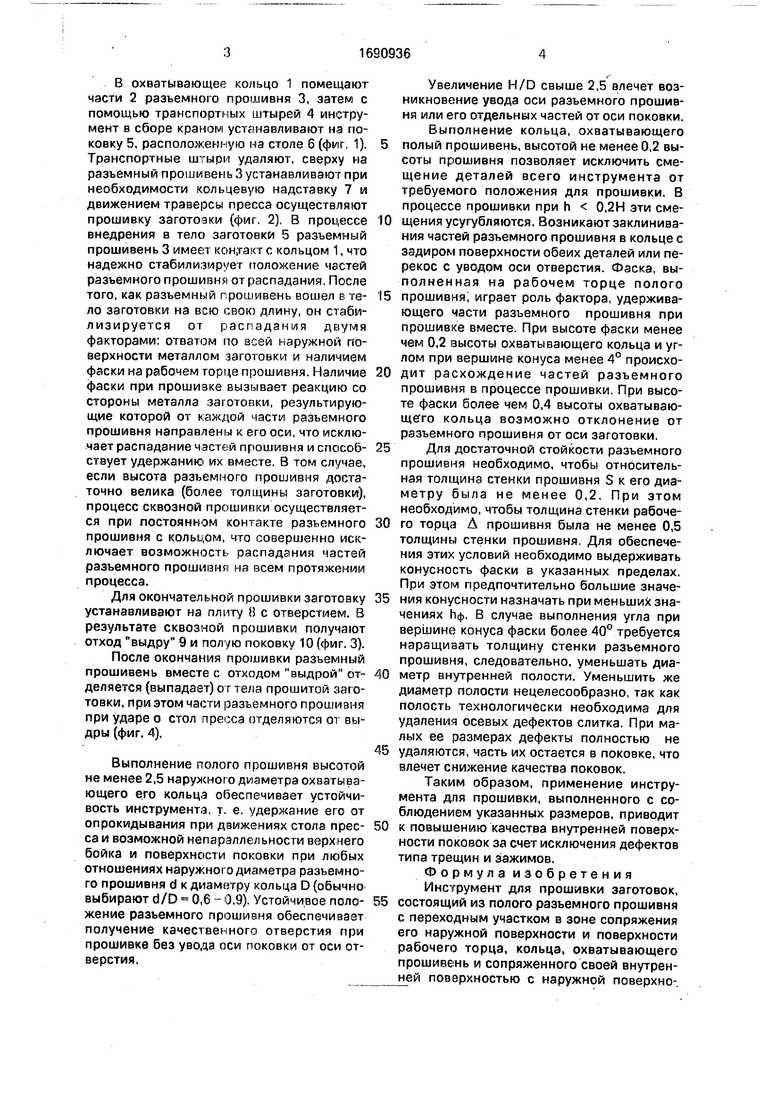
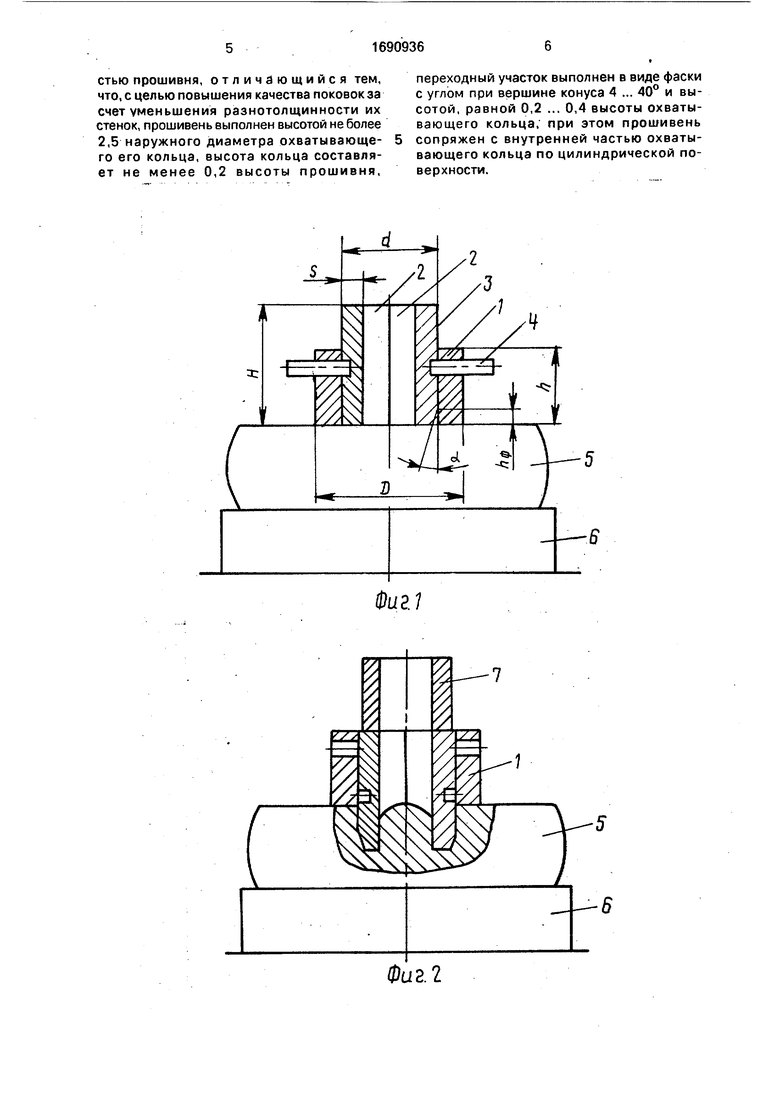
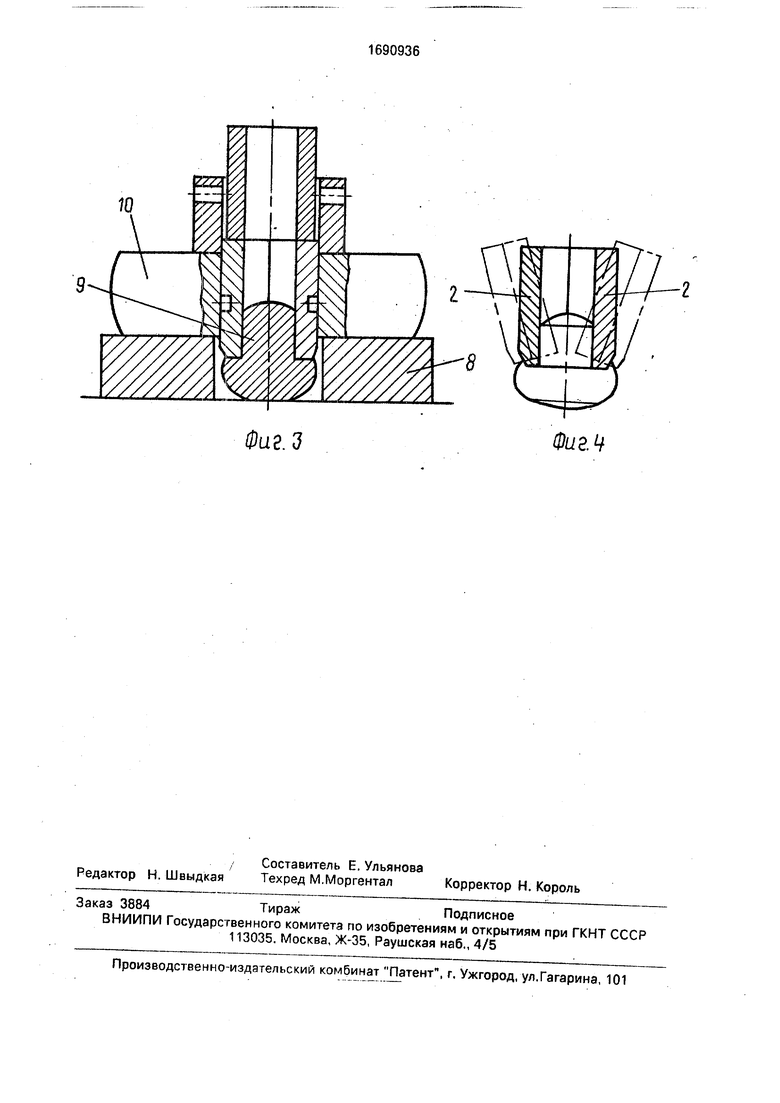
На фиг. 1 показано исходное положение инструмента на верхнем торце прошиваемой заготовки; на фиг, 2 - промежуточная стадия прошивки; на фиг. 3 - заключительная стадия прошивки; на фиг. 4 - отделение частей разъемного прошивня от выдры.
Цель достигается тем, что полый прошивень имеет высоту, не превышающую 2,5 наружного диаметра охватывающего его кольца. Высота кольца выполнена не менее 0,2 высоты прошивня. На прошивке со стороны рабочего торца выполнена фаска высотой 0,2 ... 0,4 высоты наружного кольца и углом при вершине конуса, равным 4 ... 40°.
Работа инструмента осуществляется следующим образом.
О
ю о ю
со о
В охватывающее кольцо 1 помещают части 2 разъемного прошивня 3, затем с помощью транспортных штырей 4 инструмент в сборе краном устанавливают на поковку 5, расположенную на столе б (фиг. 1). Транспортные штыри удаляют, сверху на разъемный прошивень 3 устанавливают при необходимости кольцевую надставку 7 и движением траверсы пресса осуществляют прошивку заготовки (фиг. 2), В процессе внедрения в тело заготовки 5 разъемный прошивень 3 имеет контакте кольцом 1, что надежно стабилизирует положение частей разъемного прошивня от распадания. После того, как разъемный прошивень вошел в тело заготовки на всю свою длину, он стабилизируется от распадания двумя факторами: отватом по всей наружной поверхности металлом заготовки и наличием фаски на рабочем торце прошивня. Наличие фаски при прошивке вызывает реакцию со стороны металла заготовки, результирующие которой от каждой части разъемного прошивня направлены к его оси, что исключает распадение частей прошивня и способствует удержанию их вместе, В том случае, если высота разъемного прошивня достаточно велика (более толщины заготовки), процесс сквозной прошивки осуществляется при постоянном контакте разъемного прошивня с кольцом, что совершенно исключает возможность распадания частей разъемного прошивня на всем протяжении процесса.
Для окончательной прошивки заготовку устанавливают на плиту 8 с отверстием, В результате сквозной прошивки получают отход выдру 9 и полую поковку 10 (фиг. 3).
После окончания прошивки разъемный прошивень вместе с отходом выдрой отделяется (выпадает) от тела прошитой заготовки, при этом части разъемного прошивня при ударе о стол пресса отделяются от выдры (фиг. 4).
Выполнение полого прошивня высотой не менее 2,5 наружного диаметра охватывающего его кольца обеспечивает устойчивость инструмента, т. е. удержание его от опрокидывания при движениях стола пресса и возможной непараллельности верхнего бойка и поверхности поковки при любых отношениях наружного диаметра разъемного прошивня d к диаметру кольца D (обычно выбирают d/D 0,6 - 0,9), Устойчивое положение разъемного прошивня обеспечивает получение качественного отверстия при прошивке без увода оси поковки от оси отверстия.
Увеличение H/D свыше 2,5 влечет возникновение увода оси разъемного прошивня или его отдельных частей от оси поковки. Выполнение кольца, охватывающего
5 полый прошивень, высотой не менее 0,2 высоты прошивня позволяет исключить смещение деталей всего инструмента от требуемого положения для прошивки. В процессе прошивки при h 0,2Н эти сме0 щения усугубляются. Возникают заклинивания частей разъемного прошивня в кольце с задиром поверхности обеих деталей или перекос с уводом оси отверстия. Фаска, выполненная на рабочем торце полого
5 прошивня; играет роль фактора, удерживающего части разъемного прошивня при прошивке вместе. При высоте фаски менее чем 0,2 высоты охватывающего кольца и углом при вершине конуса менее 4° происхо0 дит расхождение частей разъемного прошивня в процессе прошивки. При высоте фаски более чем 0,4 высоты охватывающего кольца возможно отклонение от разъемного прошивня от оси заготовки.
5 Для достаточной стойкости разъемного прошивня необходимо, чтобы относительная толщина стенки прошивня S к его диаметру была не менее 0,2. При этом необходимо, чтобы толщина стенки рабоче0 го торца А прошивня была не менее 0,5 толщины стенки прошивня. Для обеспечения этих условий необходимо выдерживать конусность фаски в указанных пределах. При этом предпочтительно большие значе5 ния конусности назначать при меньших значениях пф. В случае выполнения угла при вершине конуса фаски более 40° требуется наращивать толщину стенки разъемного прошивня, следовательно, уменьшать диа0 метр внутренней полости. Уменьшить же диаметр полости нецелесообразно, так как полость технологически необходима для удаления осевых дефектов слитка. При малых ее размерах дефекты полностью не
5 удаляются, часть их остается в поковке, что влечет снижение качества поковок.
Таким образом, применение инструмента для прошивки, выполненного с соблюдением указанных размеров, приводит
0 к повышению качества внутренней поверхности поковок за счет исключения дефектов типа трещин и зажимов.
Формула изобретения Инструмент для прошивки заготовок,
5 состоящий из полого разъемного прошивня с переходным участком в зоне сопряжения его наружной поверхности и поверхности рабочего торца, кольца, охватывающего прошивень и сопряженного своей внутрен- ней поверхностью с наружной поверхностью прошивня, отличающийся тем, что, с целью повышения качества поковок за счет уменьшения разнотолщинности их стенок, прошивень выполнен высотой не более 2,5 наружного диаметра охватывающего его кольца, высота кольца составляет не менее 0,2 высоты прошивня,
переходный участок выполнен в виде фаски с углом при вершине конуса 4 ... 40° и высотой, равной 0,2 ... 0,4 высоты охватывающего кольца, при этом прошивень сопряжен с внутренней частью охватывающего кольца по цилиндрической поверхности.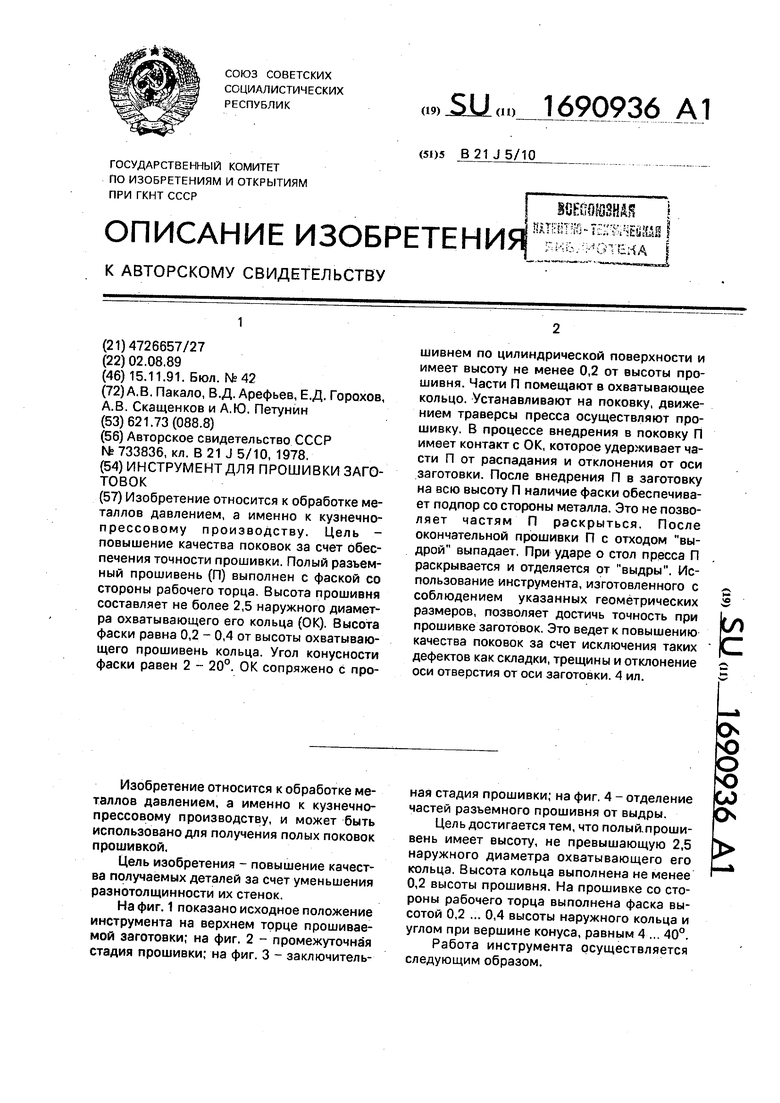
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Инструмент для сквозной прошивки заготовок | 1985 |
|
SU1238871A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Прошивень | 1983 |
|
SU1228955A1 |
| Способ изготовления поковок | 1981 |
|
SU979015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Способ изготовления полых поковок из осаженных слитков | 1977 |
|
SU656727A1 |
Изобретение относится к обработке металлов давлением, а именно к кузнечно- прессовому производству. Цель - повышение качества поковок за счет обеспечения точности прошивки. Полый разъемный прошивень (П) выполнен с фаской со стороны рабочего торца. Высота прошивня составляет не более 2,5 наружного диаметра охватывающего его кольца (ОК). Высота фаски равна 0,2 - 0,4 от высоты охватывающего прошивень кольца. Угол конусности фаски равен 2 - 20°. ОК сопряжено с прошивнем по цилиндрической поверхности и имеет высоту не менее 0,2 от высоты прошивня. Части П помещают в охватывающее кольцо. Устанавливают на поковку, движением траверсы пресса осуществляют прошивку. В процессе внедрения в поковку П имеет контакт с ОК, которое удерживает части П от распадения и отклонения от оси заготовки. После внедрения П в заготовку на всю высоту П наличие фаски обеспечивает подпор со стороны металла. Это не позво- ляет частям П раскрыться. После окончательной прошивки П с отходом выдрой выпадает. При ударе о стол пресса П раскрывается и отделяется от выдры. Использование инструмента, изготовленного с соблюдением указанных геометрических размеров, позволяет достичь точность при прошивке заготовок. Это ведет к повышению качества поковок за счет исключения таких дефектов как складки, трещины и отклонение оси отверстия от оси заготовки. 4 ил. Ё
SZZ1
у/
м
i
/
:/
S
/}&
«. -с;
Фиг/
Фиг. 2
Ю
Фиг. з
v
Фиг. ц
| Инструмент сквозной прошивки заготовок | 1978 |
|
SU733836A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
