Изобретение относится к обработке метал лов давлением и может быть использовано при изготовлении полых поковок из слитков.
Целью изобретения является упрощение изготовления и снижение расхода металла инструмента.
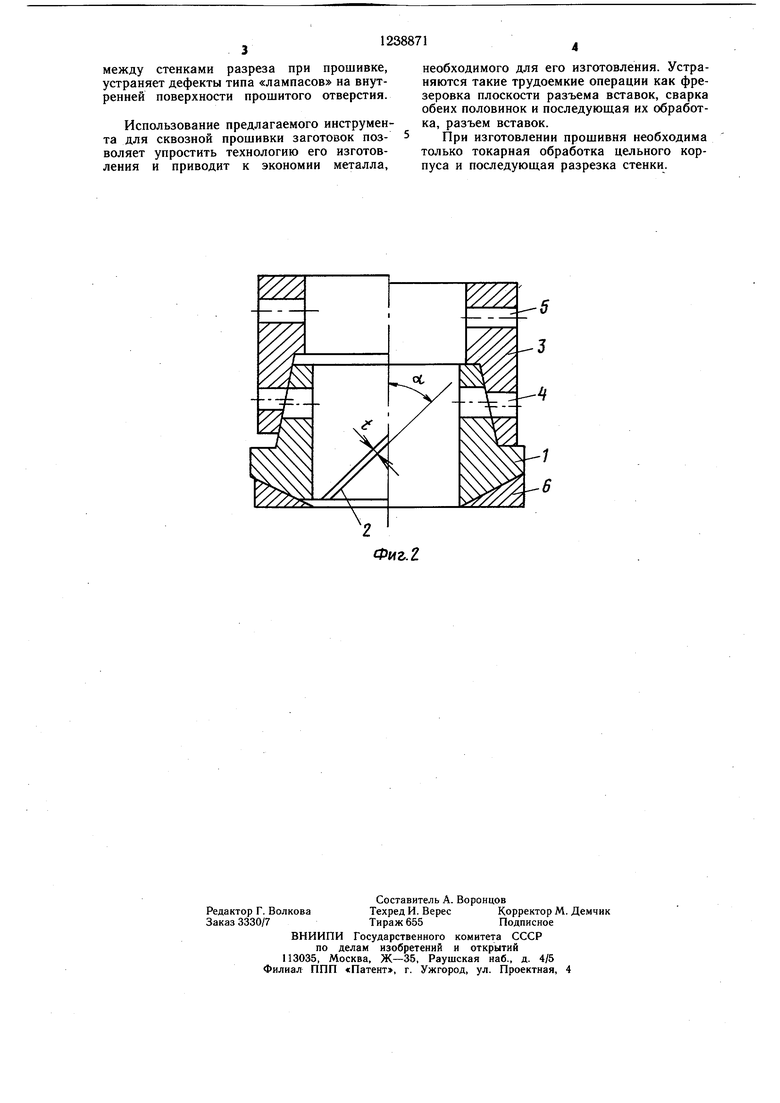
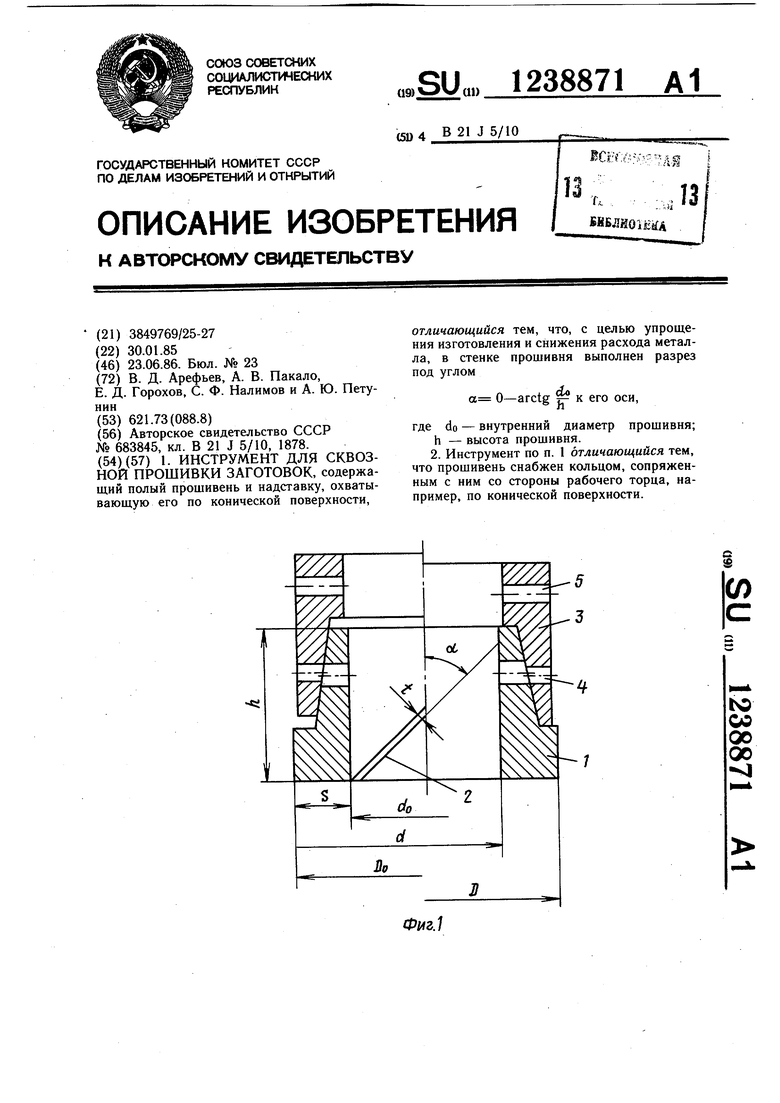
На фиг. 1 изображен инструмент без кольца со стороны рабочего торца прошивня; на фиг. 2 - то же, с кольцом со стороны рабочего торца прошивня, сопрягаемым с ним по конической поверхности.
Инструмент для сквозной прошивки заготовок содержит полый прошивень 1 с разрезом 2 в стенке, надставку 3, сопрягаемую с прошивнем по конической поверхности. Для монтажа и транспортировки инстру10
этом после запрессовки прошивня в надставку инструмент устанавливают на нагретую заготовку, предварительно поместив на нее кольцо 6. При прошивке заготовки прошивень перемещается в нагретом металле в сжатом состоянии при зазоре t 0. Рабочий торец прошивня закрыт сплошным (без разреза) кольцом 6, выполненным из жаростойкого металла. Это позволяет существенно увеличить стойкость прошивня, исключая малейшее затекание нагретого металла в разрез прошивня. Кроме того, коническая поверхность способствует сохранению нулевого зазора между стенками разреза. Коническая поверхность между прошивнем и кольцом выполнена за пределами
мента на прошиваемую заготовку предусмот- 15 конуса трения, что позволяет легко осу- рены отверстия 4 и 5 (фиг. 1). В свободном ществлять разъем кольца и прошивня. Для состоянии прошивень имеет зазор t между стенками разреза (фиг. 1, слева). В другом варианте со стороны рабочего торца прошивня 1 находится кольцо 6, которое сопрягается с прошивнем по конической поверх- ности (фиг. 2).
Использование инструмента осуществляется следующим образом.
того, чтобы технологический отход легко удалялся из кольца, его внутренний диаметр выполняют не менее do внутреннего диаметра прошивня (do) в свободном состоянии. Величину зазора t в свободном состоянии прошивня выбирают из условия
D
Перед прошивкой инструмент собирают
t (0,005-0,0235) - j
роны рабочего торца), (фиг. 1, слева), используя транспортиро- 25 где DO - наружный диаметр прошивня в сво- вочные отверстия 4 и 5 и транспортировочные пальцы (не показаны). Собранный инструмент устанавливают под пресс на стол и осуществляют запрессовку прошивня в надставку. При этом стенки разреза прошивня сходятся друг с другом и зазор между зо ними становится равным О (фиг. 1, справа) . Так как коническая поверхность между прошивнем и надставкой выполнена в пределах конуса трения, инструмент остается в сжатом состоянии и при подьеме траверсы пресса. После этого инструмент устанавли- 35 вают на нагретую заготовку, транспортировочные пальцы удаляют из отверстий 4 и 5, и усилием пресса вдавливают инструмент в заготовку. При большой глубине прошивки на надставку устанавливают дополнибодном состоянии; S - толщина стенки прошивня (со стоDO-do
При зазоре менее 0,005- затрудняется
о
отделение отхода от прошивня из-за малых диаметральных зазоров. При зазоре более
0,0235-2. имеет место пластическая дефор- о
мация при запрессовке прошивня в надставку и при последующих прошивках величина зазора уменьшается на величину остаточной деформации. Таким образом, величину зазора t выбирают из условия
тельные надставки (не показаны), которые сохранения упругой деформации прошивня
при запрессовке прошивня в надставку.
Угол а между плоскостью разреза и продольной осью прошивня выбирают в препредставляют собой полые цилиндрические втулки, внутренний и наружный диаметры которых равны соответственным диаметрам надставки 3. После прошивки заготовки
инструмент с отходом подвешивают подъ- делах от О до arctg Ч где h - высота проемным краном при помощи транспортировочных отверстий 5 и легким ударом по шивня. Угол а О выбирают при прошивке верхнему торцу отхода осуществляют разъединение прощивня 1 и надставки 3. При
do
низких поковок с высотой до 1,0-1,5 диаэтом за счет сил упругости прошивеньметра прошивня. Угол а arctg- вывозвращается в исходное состояние, образуя50 бирают при прошивке труднодеформируезазор t между стенками разреза. Об-мых сталей и сплавов, а также при глуборазующийся зазор между внутренним диа-кой прошивке (более 4,0 диаметра про- метром прошивня и отходом позволяет легко удалять технологический отход. В после-шивня). Величину угла а более arctg- выдующем инструмент собирается для следую-брать нельзя из-за технологических сооружещей прошивки.55 ний с целью размещения разреза в предеПри прошивке высоких заготовок из тру-лах внутреннего диаметра прошивня. Угол
днодеформируемых сталей инструмент соби-а позволяет сушественно снизить вероятрают как показано на фиг. 2, слева. Приность затекания горячего металла в зазор
этом после запрессовки прошивня в надставку инструмент устанавливают на нагретую заготовку, предварительно поместив на нее кольцо 6. При прошивке заготовки прошивень перемещается в нагретом металле в сжатом состоянии при зазоре t 0. Рабочий торец прошивня закрыт сплошным (без разреза) кольцом 6, выполненным из жаростойкого металла. Это позволяет существенно увеличить стойкость прошивня, исключая малейшее затекание нагретого металла в разрез прошивня. Кроме того, коническая поверхность способствует сохранению нулевого зазора между стенками разреза. Коническая поверхность между прошивнем и кольцом выполнена за пределами
конуса трения, что позволяет легко осу- ществлять разъем кольца и прошивня. Для
конуса трения, что позволяет легко осу- ществлять разъем кольца и прошивня. Для
того, чтобы технологический отход легко удалялся из кольца, его внутренний диаметр выполняют не менее do внутреннего диаметра прошивня (do) в свободном состоянии. Величину зазора t в свободном состоянии прошивня выбирают из условия
D
t (0,005-0,0235) - j
роны рабочего торца), где DO - наружный диаметр прошивня в сво-
бодном состоянии; S - толщина стенки прошивня (со стоDO-do
При зазоре менее 0,005- затрудняется
о
отделение отхода от прошивня из-за малых диаметральных зазоров. При зазоре более
0,0235-2. имеет место пластическая дефор- о
мация при запрессовке прошивня в надставку и при последующих прошивках величина зазора уменьшается на величину остаточной деформации. Таким образом, величину зазора t выбирают из условия
сохранения упругой деформации прошивня
сохранения упругой деформации прошивня
при запрессовке прошивня в надставку.
Угол а между плоскостью разреза и продольной осью прошивня выбирают в преdo
шивня. Угол а О выбирают при прошивке
низких поковок с высотой до 1,0-1,5 диамежду стенками разреза при прошивке, устраняет дефекты типа «лампасов иа внут- репией поверхности прошитого отверстия.
Использование предлагаемого инструмента для сквозной прошивки заготовок позволяет упростить технологию его изготовления и приводит к экономии металла.
необходимого для его изготовления. Устраняются такие трудоемкие операции как фрезеровка плоскости разъема вставок, сварка обеих половинок и последующая их обработка, разъем вставок.
При изготовлении прошивня необходима только токарная обработка цельного корпуса и последующая разрезка стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Прошивень | 1983 |
|
SU1228955A1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Способ изготовления полых заготовок | 1980 |
|
SU910299A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Прошивень | 1980 |
|
SU946768A1 |
| Способ изготовления полых поковок из осаженных слитков | 1977 |
|
SU656727A1 |
Фиг. 2
| Инструмент для сквозной прошивки заготовок | 1978 |
|
SU683845A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
