1
Изобретение относится к автоматизации технологических процессов и может быть исполькзовано в машиностроении йля подачи труб к обрабатывающим станкам.
По основному авт. св. № 795764 известен механизм подачи труб к отрезному станку, содержащий основание, подъемный рольганг, приводные поворотные рычаги, шарнирно установленные на основании, центрирующие ролики, размещенные на концах рычагов, и основной ограничитель подъема, взаилюдействую- щи и с трубой и кинематически связанный посредством рейки с подъемным рольгангом, выполненный в виде щаровой опоры, соединённой со штоком, на котором размеи1ен упоц воздействующий на конечные выключатели, управляющие подъемом рольганга сведением центрирующих роликов и отключающие приводы указанных механизмов в момент совпадения оси трубы с осью патрона отреоного стакана ПЗ
Недостаточ известного механизма заключается в том, что при изменении диаметра обрабатываемых труб ось трубы не совпадает: с осью патрона отрезного станка и требуется переналадка механизма, так как пространственное расположение оси трубы по отношению к оси патрона отрезного станка должно быть строго определенным, и подъем трубы механизмом должен быть прекращен в момент совпадения оси трубы с осью патрона. Переналадка заключается в переустановке конечных выключателей или упора на штоке.
Цель изобретения - повышение производительности за счет обеспечения возможности автоматизации центрирования труб при изменении их диаметра.
Цель достигается тем, что механизм подачи труб к отрезному станку по
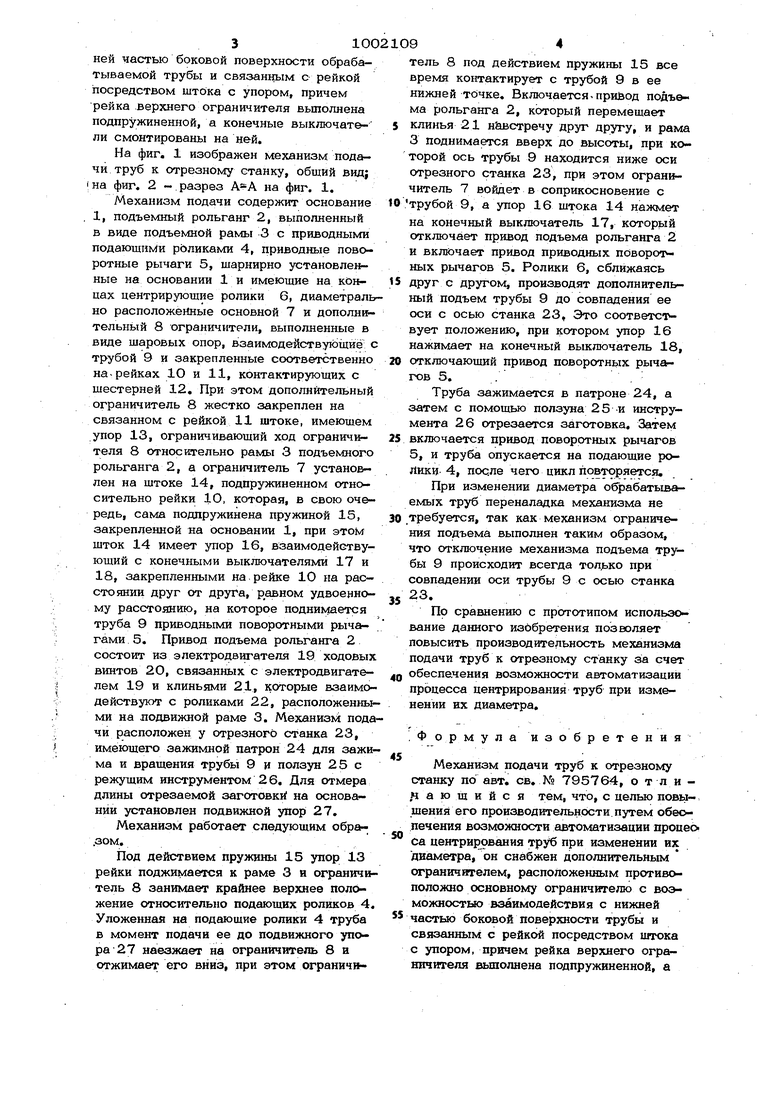
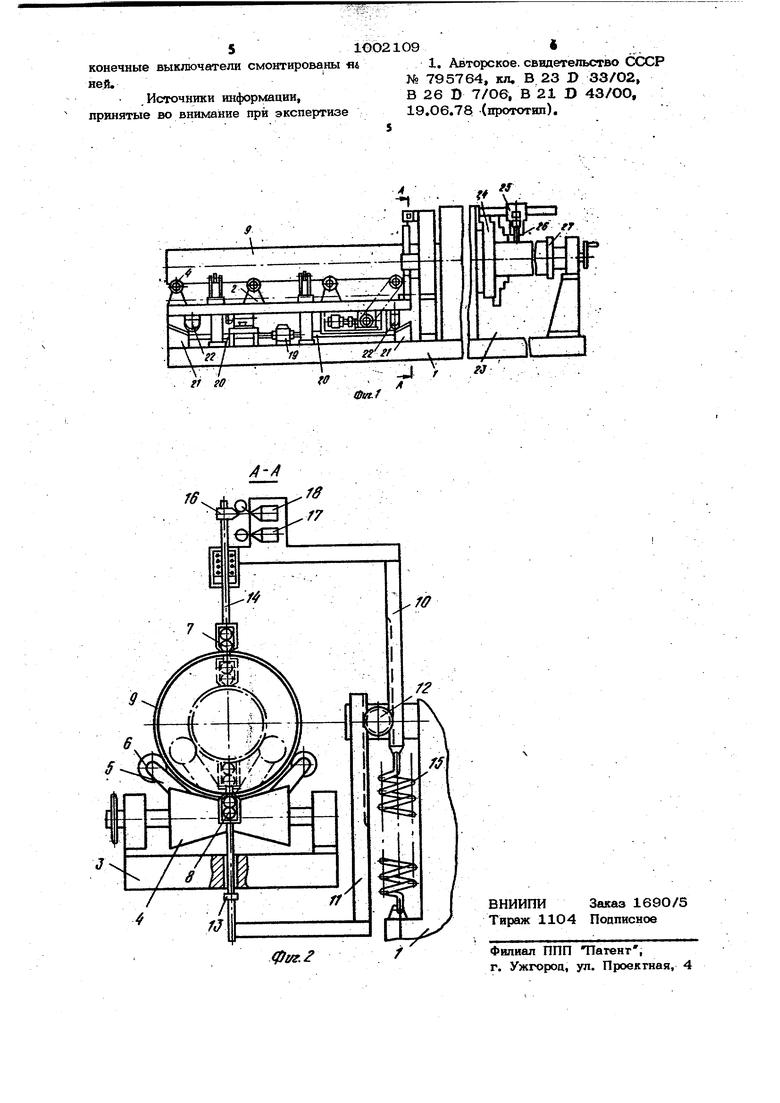
20 авт. св. № 795764 снабжен дополнительным ограничителем, расположенным противоположно основному ограничителю с возможностью взаимодействия с нижней частью боковой поверхности обрабатываемой трубы и связанным с рейкой посредством штока с упором, причем рейка верхнего ограничителя вьшолнена подпружиненной, а конечные выключатели смонтированы на ней. На фиг. 1 изображен механизм подачи труб к отрезному станку, общий вид; на фиг, 2 -.разрез на фиг. 1. Механизм подачи содержит основание , 1, подъемный рольганг 2, выполненный в виде подъемной рамы 3 с приводными подающими роликами 4, приводные поворотные рычаги 5, шарнирно установленные на основании 1 и имеющие на концах центрирующие ролики 6, диаметраль но расположенные основной 7 и дополнительный 8 ограничители, выполненные в виде шаровых опор, взаимодействующие с трубой 9 и закрепленные соответственно на-рейках 10 и 11, контактирующих с шестерней 12. При этом дополнительный ограничитель 8 жестко закреплен на связанном с рейкой 11 штоке, имеющем упор 13, ограничивающий ход ограничителя 8 относительно рамы 3 подъемного рольганга 2, а ограничитель 7 установлен на штоке 14, подпружиненном относительно рейки 10, которая, в свою очередь, сама подпружинена пружиной 15, закрепленной на основании 1, при этом шток 14 имеет упор 16, взаимодействующий с конечными выключателями 17 и 18, закрепленными на рейке 10 на расстоянии друг от друга, р авном удвоенному расстоянию, на которое поднимается труба 9 приводнъ1ми поворотными рычагами 5. Привод подъема рольганга 2 состоит из электродвигателя 19 ходовых винтов 20, связанных с электродвигателем 19 и клиньями 21, которые взаимо действуют с роликами 22, расположенны ми на подвижной раме 3. Механизм под чи расположен у отрезного станка 23, имеющего зажимной патрон 24 для зажи ма и вращения трубы 9 и ползун 25 с режущим инструментом 26. Для отмера длины отрезаемой заготовки на основании установлен подвижной упор 27. Механизм работает следующим обра.зом. Под действием пружины 15 упор 13 рейки поджимается к раме 3 и ограничи тель 8 занимает крайнее верхнее положение относительно подающих роликов 4 Уложенная на подающие ролики 4 труба в момент подачи ее до подвижного упора 27 наезжает на ограничитель 8 и отжимает его вниз, при этом ограничитель 8 под действием пружины 15 все время контактирует с трубой 9 в ее нижней точке. Включается - привод подъема рольганга 2, который перемещает клинья 21 н&встречу друг другу, и рама 3 поднимается вверх до высоты, при которой ось трубы 9 находится ниже оси отрезного станка 23, при этом ограничитель 7 войдет в соприкосновение с трубой 9, а упор 16 штока 14 нажмет на конечный выключатель 17, которьхй отключает привод подъема рольганга 2 и включает привод приводных поворот ных рычагов 5. Ролики 6, сближаясь друг с другом, производят дополнительный подъем трубы 9 до совпадения ее оси с осью станка 23, Это соответствует положению, при котором упор 16 нажимает на конечный выключатель 18, отключающий привод поворотных рычагов 5... Труба зажимается в патроне 24, а затем с помощью ползуна 25 и инструмента 26 отрезается заготовка. Затем включается привод поворотных рычагов 5, и труба опускается на подающие ролики 4, после чего цикл повторяется:. При изменении диаметра обрабатываемых труб переналадка механизма не .требуется, так как механизм ограничения подъема выполнен таким образом, что отключение механизма подъема трубы 9 происходит всегда только при совпадении оси трубы 9 с осью станка 23. По сравнению с прототипом использование данного изобретения позволяет повысить производительность механизма подачи труб к отрезному станку за счет обеспеления возможности автоматизации процесса центрирования труб при изменении их диаметра. Ф О р мула изобретения Механизм подачи труб к отрезному станку по авт. св. № 795764, о тли .чающийся тем, что, с целью повышения его производительности путем обеопечения возможности автоматизации проаео са центрирования труб при изменении их диаметра, он снабжен дополнительным ограничителем, расположенным противоположно основному ограничителю с возможностью взаимодействия с нижней частью боковой поверхности трубы и связанным с рейкой посредством штока с упором, причем рейка верхнего ограничителя вьшолнена подпружиненной, а
конечные выключатели смонтированы я ней.
.Источники информации, принятые во внимание при экспертизе
1. Авторское, свидетельство СССР № 795764, кл, В 23 D 33/О2, В 26 D 7/Ов, В 21 D 43/ОО, 19,06.78 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи труб к отрезномуСТАНКу | 1978 |
|
SU795764A1 |
| Отрезной станок для обработки вращающегося изделия | 1989 |
|
SU1763109A1 |
| Механизм подачи заготовок к трубо-ОТРЕзНОМу СТАНКу | 1979 |
|
SU848362A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И ПОДАЧИ БРЕВЕН РАЗЛИЧНОЙ ДЛИНЫ | 1992 |
|
RU2080245C1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| Установка для непрерывного стыкования, анкеровки и резки арматурных стержней | 1974 |
|
SU574281A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Устройство для подачи труб на токарный трубонарезной станок | 2019 |
|
RU2727629C1 |
| МЕХАНИЗМ ПОДАЧИ ЗАГОТОВОК К ТРУБОРЕЗНОМУСТАНКУ | 1966 |
|
SU184110A1 |
