Фцг.3
Изобретение относится к станкостроению, в частности к станкам для резки труб и проката отрезным кругом.
Известен труборезный станок по а.с. № 184110 кл. В 23 d, содержащий отрезную бабку, цанговый патрон для зажима изделия и устройство для продвижения изделия, включающее роликовую опору, установленную на тележке, и ролики стационарного домкрата. С помощью гидроподъемника за- готовка поднимается с роликов стационарного домкрата на заданную высоту. Высота подъема заготовки определяется соосностью изделия со шпинделем станка и регулируется ограничителем подъема.
Недостатком описанного станка является увеличение вспомогательного времени переналадки при изменении диаметра сечения изделия. Это приводит к снижению производительности труда.
Прототипом изобретения является станок по а.с. №317484, кл. B23q 1/24, содержащий шпиндель со средством зажима изделия, каретку, несущую люнет, состоящий из встречно перемещаемых механиз- мом синхронизации частей с опорными и прижимными роликами.
Недостатком прототипа является снижение производительности станка за счет увеличения вспомогательного времени на установку и совмещение центра сечения с осью шпинделя. Кроме того, в связи с горизонтальным расположением направляющих стоек люнета и подъемом изделия с транспортера при помощи клиновых захва- тов, необходимо значительное усилие механизма перемещения люнета, что влечет за собой увеличение габаритов и металлоемкости станка.
Целью изобретения является повыше- ние производительности за счет исключения переналадки при изменении диаметра сечения изделий.
Поставленная цель достигается тем, что в отрезном станке для обработки вращающегося изделия, содержащем шпиндель со средством зажима изделия, каретку, несущую люнет, состоящий из встречно переме- щаемых механизмов синхронизации частей, с опорными и прижимными роликами, механизм синхронизации частей люнета выполнен в виде полых реек, установленных на вертикальных стойках с возможностью взаимодействия с шестерней, при этом стойки и шестерня размещены на каретке, причем, опорные ролики установлены на нижнем люнете, связанном с одними рейками, а прижимные ролики - на верхнем люнете, связанном с другими рейками, при этом прижимные ролики подпружинены и снабжены клиновым механизмом.
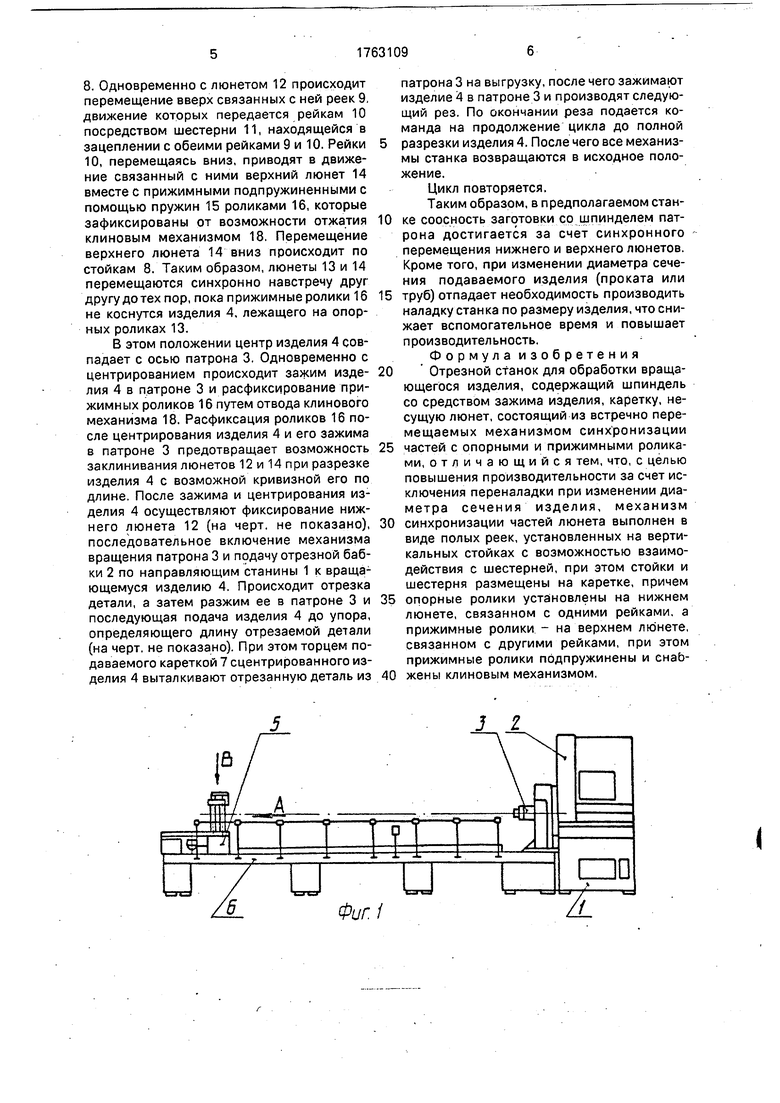
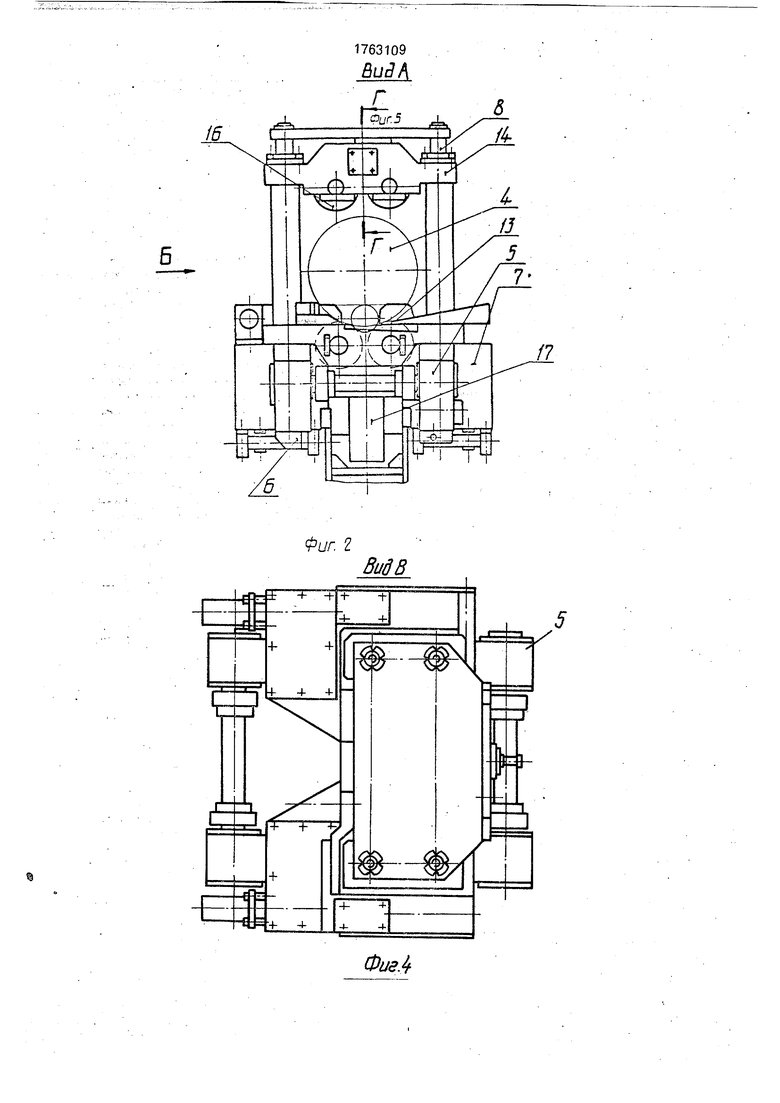
На фиг. 1 изображен общий вид станка; на фиг. 2-вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - вид по стрелке В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 5,
Отрезной станок для обработки вращающегося изделия содержит установленную на станине 1 отрезную бабку 2, шпиндель с патроном 3 для зажима изделия 4, устройство 5 для продвижения изделия 4, включающее подвижную в направляющих приставной станины 6 каретку 7, на которой закреплен механизм синхронизации, выполненный в виде установленных на вертикальных стойках 8 двух пар полых реек 9 и 10, находящихся в зацеплении с шестернями 11, установленными с двух сторон вала. На каретке 7 размещен люнет, состоящий из двух встречно перемещаемых механизмом синхронизации частей: нижнего люнета 12 с расположенными на нем опорными роликами 13 и верхнего люнета 14, несущего подпружиненные с помощью пружин 15 прижимные ролики 16, Причем, рейки 9, расположенные в плане по диагонали, связаны с нижним люнетом 12 своими верхними концами, а рейки 10 связаны с верхним люнетом 14. Нижний люнет 12 приводится в движение с помощью гидроцилиндра 17, закрепленного на каретка 7. Для фиксации прижимных роликов 16с целью надежного центрирования изделия 4 служит клиновой механизм 18.
Отрезной станок работает следующим образом.
В исходном положении устройство 5 для продвижения изделия 4 отведено от отрезной бабки 2 на расстояние, определяемое длиной разрезаемого изделия 4. Люнет 12 с опорными роликами 13 находится в нижнем положении, а люнет 14 с прижимными роликами 16 - в верхнем положении, при этом рейки 9 и 10 попарно находятся в зацеплении с шестернями 11 (см. фиг. 3).
Изделие 4 цеховыми подъемными средствами (на черт, не показаны) подается на опорные ролики 13, а вторым концом вводится в патрон до установленного на станине 1 упора (на черт, не показан). После загрузки изделия 4, подается команда на рабочий ход цилиндра 17, связанного с механизмом синхронизации посредством нижнего люнета 12. Происходит перемещение вверх люнета 12 вместе с опорными роликами 13 и изделием 4. Направляющими для люнета 12 служат две стойки 8 и рейки 10, расположенные на двух других стойках
8. Одновременно с люнетом 12 происходит перемещение вверх связанных с ней реек 9 движение которых передается рейкам 10 посредством шестерни 11, находящейся в зацеплении с обеими рейками 9 и 10. Рейки 10, перемещаясь вниз, приводят в движение связанный с ними верхний люнет 14 вместе с прижимными подпружиненными с помощью пружин 15 роликами 16, которые зафиксированы от возможности отжатия клиновым механизмом 18. Перемещение верхнего люнета 14 вниз происходит по стойкам 8. Таким образом, люнеты 13 и 14 перемещаются синхронно навстречу друг другу до тех пор, пока прижимные ролики 16 не коснутся изделия 4, лежащего на опорных роликах 13.
В этом положении центр изделия 4 совпадает с осью патрона 3, Одновременно с центрированием происходит зажим изде- лия 4 в патроне 3 и расфиксирование прижимных роликов 16 путем отвода клинового механизма 18. Расфиксация роликов 16 после центрирования изделия 4 и его зажима в патроне 3 предотвращает возможность заклинивания люнетов 12 и 14 при разрезке изделия 4 с возможной кривизной его по длине. После зажима и центрирования изделия 4 осуществляют фиксирование нижнего люнета 12 (на черт, не показано), последовательное включение механизма вращения патрона 3 и подачу отрезной бабки 2 по направляющим станины 1 к вращающемуся изделию 4. Происходит отрезка детали, а затем разжим ее в патроне 3 и последующая подача изделия 4 до упора, определяющего длину отрезаемой детали (на черт, не показано). При этом торцем подаваемого кареткой 7 сцентрированного изделия 4 выталкивают отрезанную деталь из
патрона 3 на выгрузку, после чего зажимают изделие 4 в патроне 3 и производят следующий рез. По окончании реза подается команда на продолжение цикла до полной разрезки изделия 4. После чего все механизмы станка возвращаются в исходное положение.
Цикл повторяется.
Таким образом, в предполагаемом станке соосность заготовки со шпинделем патрона достигается за счет синхронного перемещения нижнего и верхнего люнетов. Кроме того, при изменении диаметра сечения подаваемого изделия (проката или труб) отпадает необходимость производить наладку станка по размеру изделия, что снижает вспомогательное время и повышает производительность.
Формула изобретения
Отрезной станок для обработки вращающегося изделия, содержащий шпиндель со средством зажима изделия, каретку, несущую люнет, состоящий из встречно перемещаемых механизмом синхронизации частей с опорными и прижимными роликами, отличающийся тем, что, с целью повышения производительности за счет исключения переналадки при изменении диаметра сечения изделия, механизм синхронизации частей люнета выполнен в виде полых реек, установленных на вертикальных стойках с возможностью взаимодействия с шестерней, при этом стойки и шестерня размещены на каретке, причем опорные ролики установлены на нижнем люнете, связанном с одними рейками, а прижимные ролики - на верхнем люнете, связанном с другими рейками, при этом прижимные ролики подпружинены и снаЬ- жены клиновым механизмом.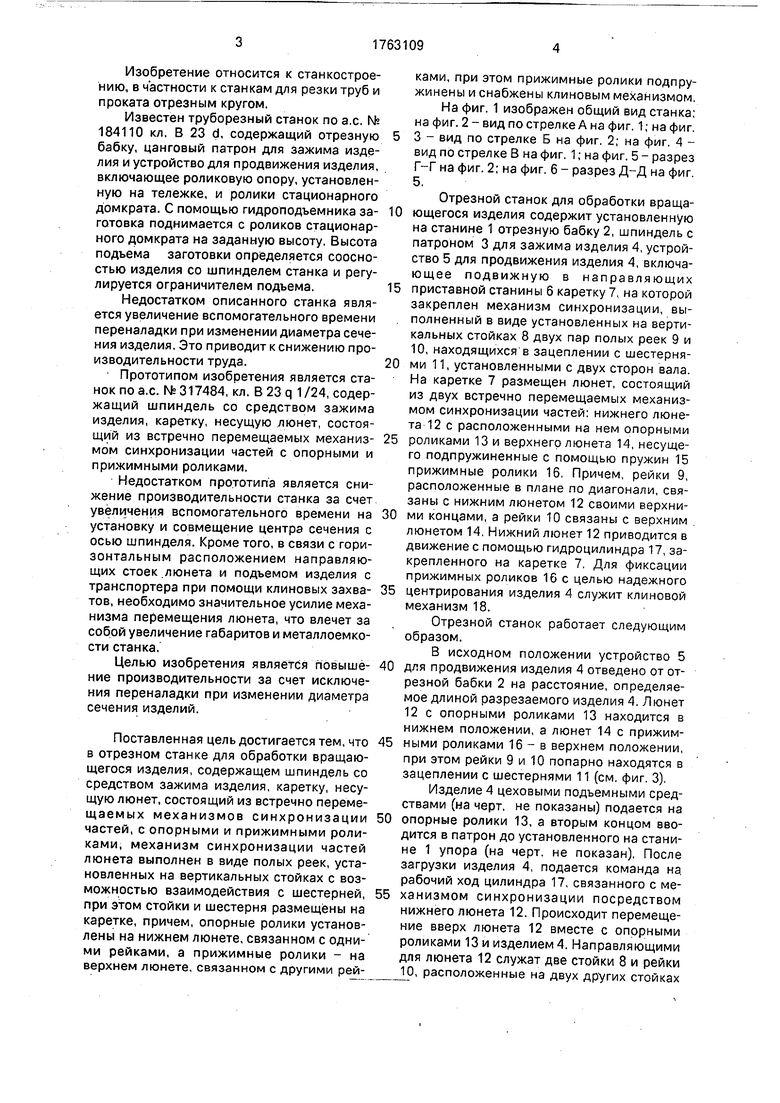
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1975 |
|
SU751468A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
Изобретение относится к станкостроению, в частности к станкам для резки труб и проката отрезным кругом. Цель изобретения - повышение производительности за счет исключения переналадки при изменении диаметра сечения изделий, Отрезной станок для обработки вращающегося изделия содержит шпиндель с патроном для зажима изделия, каретку 7, несущую люнет, состоящий из встречно перемещаемых механизмом синхронизации двух частей. Механизм синхронизации выполнен в виде полых реек 9 и 10, установленных на вертикальных стойках 8 с возможностью взаимодействия с шестернями 11. Шестерни 11 и стойки 8 размещены на каретке 7. На нижнем люнете 12 установлены опорные ролики, на верхнем люнете - подпружиненные прижимные ролики, снабженные клиновым механизмом. 6 ил. Вид5 сл С s ICO lo о 
j г
/5
Риг 2
ВидВ
ФизЛ
/т
/5
Г Г
1В
Фиг. 5
&J-.18
