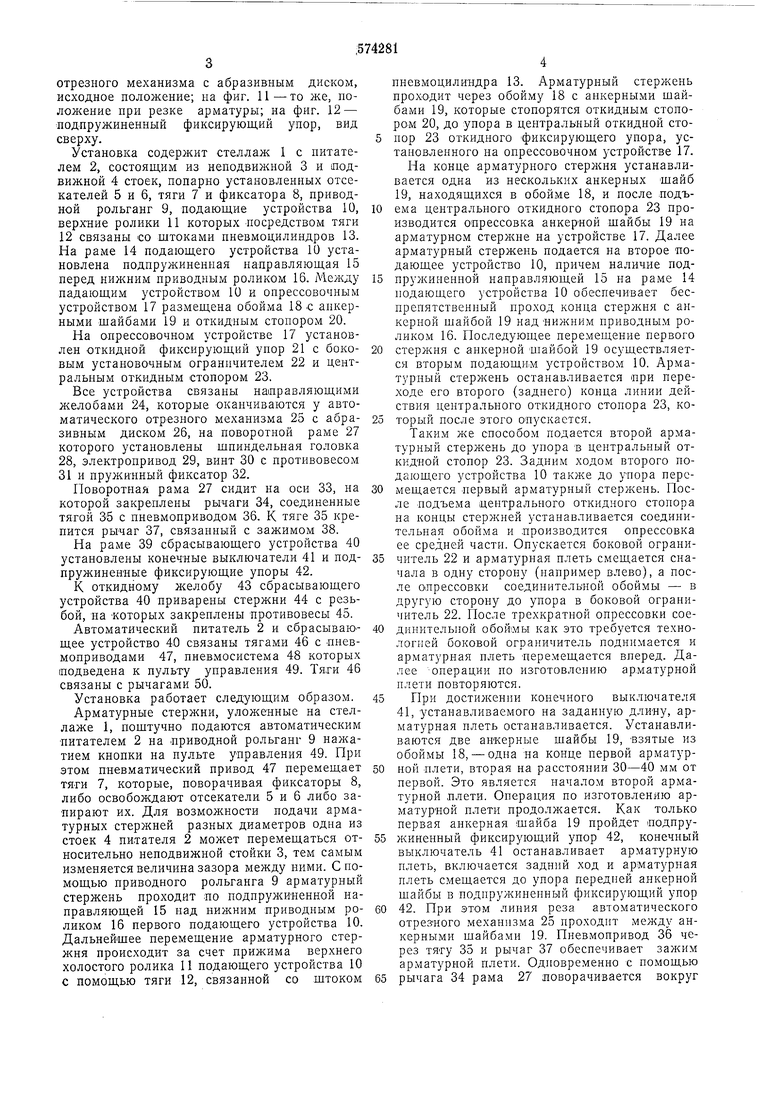
отрезного механизма с абразивным диском, исходное положение; на фиг. 11-то же, положение при резке арматуры; на фиг. 12 - подпружиненный фиксирующий упор, вид сверху.
Установка содержит стеллаж 1 с питателем 2, состоящим из неподвижной 3 и подвижной 4 стоек, попарно установленных отсекателей 5 и 6, тяги 7 и фиксатора 8, приводной рольганг 9, подающие устройства 10, верхние ролики И которых посредством тяги 12 связаны со штоками пневмодилиндров 13. На раме 14 подающего устройства 10 установлена подпружиненная направляющая 15 перед нижним приводным роликом 16. Между падающим устройством 10 и опрессовочным устройством 17 размещена обойма 18 с анкерными шайбами 19 и откидным стопором 20.
На опрессовочном устройстве 17 установлен откидной фиксирующий упор 21 с боковым установочным ограничителем 22 и центральным откидным стопором 23.
Все устройства связаны направляющими желобами 24, которые оканчиваются у автоматического отрезного механизма 25 с абразивным диском 26, на поворотной раме 27 которого установлены шпиндельная головка 28, электропривод 29, винт 30 с противовесом 31 и пружинный фиксатор 32.
Поворотная рама 27 сидит на оси 33, на которой закреплены рычаги 34, соединенные тягой 35 с пневмоприводом 36. К тяге 35 крепится рычаг 37, связанный с зажимом 38.
На раме 39 сбрасывающего устройства 40 установлены конечные выключатели 41 и подпружиненные фиксирующие упоры 42.
К. откидному желобу 43 сбрасывающего устройства 40 приварены стержни 44 с резьбой, на Которых закреплены противовесы 45.
Автоматический питатель 2 и сбрасываю-щее устройство 40 связаны тягами 46 с пневмоприводами 47, пневмосистема 48 которых подведена к пульту управления 49. Тяги 46 связаны с рычагами 50.
Установка работает следующим образом.
Арматурные стержни, уложенные на стеллаже 1, поштучно подаются автоматическим питателем 2 на приводной рольганг 9 нажатием кнопки на пульте управления 49. При этом пневматический привод 47 перемещает тяги 7, которые, поворачивая фиксаторы 8, либо освобождают отсекателн 5 и 6 либо запирают их. Для возможности подачи арматурных стержней разных диаметров одна из стоек 4 питателя 2 может перемещаться относительно неподвижной стойки 3, тем самым изменяется величина зазора между ними. С помощью приводного рольганга 9 арматурный стержень проходит по подпружиненной направляющей 15 над нижним приводным роликом 16 первого подающего устройства 10. Дальнейшее перемещение арматурного стержня происходит за счет прижима верхнего холостого ролика 11 подающего устройства 10 с помощью тяги 12, связанной со штоком
пневмоцилиндра 13. Арматурный стержень проходит через обойму 18 с анкерными шайбами 19, которые стопорятся откидным стопором 20, до упора в центральный откидной стопор 23 откидного фиксирующего упора, установленного на опрессовочном устройстве 17. На конце арматурного стержня устанавливается одна из нескольких анкерных шайб 19, находящихся в обойме 18, и после подъема центрального откидного стопора 23 производится опрессовка анкерной шайбы 19 на арматурном стержне на устройстве 17. Далее арматурный стержень подается на второе подающее устройство 10, причем наличие подпру}киненной направляющей 15 на раме 14 подающего устройства 10 обеспечивает беспрепятственный проход конца стержня с анкерной шайбой 19 над нижним приводным роликом 16. Последующее перемещение первого
стержня с анкерной шайбой 19 осуществляется вторым подающим устройством 10. Арматурный стержень останавливается при переходе его второго (заднего) конца линии действия центрального откидного стопора 23, который после этого опускается.
Таким же способом подается второй арматурный стержень до упора в центральный откидной стопор 23. Задним ходом второго подающего устройства 10 также до упора персмещается первый арматурный стержень. После подъема центрального откидного стопора на концы стержней устанавливается соединительная обойма и производится опрессовка ее средней части. Опускается боковой ограничитель 22 и арматурная плеть смещается сначала в одну сторону (например влево), а после олрессовки соединительной обоймы - в другую сторону до упора в боковой ограничитель 22. После трехкратной опрессовки соедииительпой обоймы как это требуется технологией боковой ограничитель поднимается и арматурная плеть перемещается вперед. Далее операции по изготовлению арматурной плети повторяются.
При достижении конечного выключателя 41, устанавливаемого на заданную длину, арматурная плеть останавливается. Устанавливаются две анкерные шайбы 19, взятые из обоймы 18, - одна на конце первой арматурной плети, вторая на расстоянии 30-40 мм от первой. Это является началом второй арматурной плети. Операция по изготовлению арматурной плети продолжается. Как только первая анкерная шайба 19 пройдет подпружиненный фиксирующий упор 42, конечный выключатель 41 останавливает арматурную плеть, включается задний ход и ар матурпая плеть смещается до упора передней анкерной шайбы в подпружиненный фиксирующий упор
42. При этом линия реза автоматического отрезного механизма 25 проходит между анкерными шайбами 19. Пневмопривод 36 через тягу 35 и рычаг 37 обеспечивает зажим арматурной плети. Одповременно с помощью
рычага 34 рама 27 поворачивается вокруг
оси 33, абразивный диск 26 подходит к арматурному стержню. Режущее усилие и подача абразивного диска 26, закрепленного в шпиндельной головке 28, обеспечиваются за счет перемещения противовеса 31 по винту 30. Пружинный фиксатор 32 обеспечивает плавное изменение движения шпиндельной головки 28, что исключает ноломку абразивного диска 26. имеющего толщину 3-4 мм. После отрезки арматурной плети пневмопривод 36 освобождает зажим 38 и возвращает шниндельпую головку 28 в исходное положение. Включается пневмонривод 47, который, перемещая тя.гу 46, новорачивает рычаги 50 и освобождает откидной желоб 43 сбрасывающего устройства 40.
Откидной желоб 43 поворачивается и арматурная плеть сбрасывается в накопитель, после чего откидной желоб под воздействием противовесов 45 возвращается в исходное положение.
Управление всеми операциями производится с пульта управления одним рабочим-оператором.
Предложенная установка позволяет значительно повысить производительность технологического пропесса за счет обеспечения воз-, можности автоматизации работы.
Формула изобретения
Установка для непрерывного стыкования, анкеровки и резки арматурных стержней, содержащая стеллаж для заготовок, подающие устройства, опрессовочное устройство, основной направляющий желоб, отрезной механизм, сбрасывающее устройство с накопителем, а также систему управления,
отличающаяся тем, что, с целью повыщения производительности за счет обеспечения ВОЗМОЖНОСТТ1 автоматизации процесса, стеллаж снабжен питателем пощтучной подаЧТ1 заготовок с отсекателями и подвижной
боковой стенкой, подключенным в систему управления, установленным под ним приводным рольгангом, подающие устройства снабжены верхними приводными прижимными роликами и подпружиненными нанравляющими желобами, связанными с основным направляющим желобом, на котором размещены обоймы под анкерные шайбы и откидной стопор, при этом на опрессовочном устройстве установлен фиксирующий упор, отрезной
механизм выполнен в -виде поворотной рамы со щпиндельной головкой, несущей абразивный диск, и снабжен зажимным узлом, а сбрасываюи1,ее устройство выполнено в виде откидного желоба, снабженного конечными
выключателями и фиксирующими упорами.
i
pus, 2
Фиг.З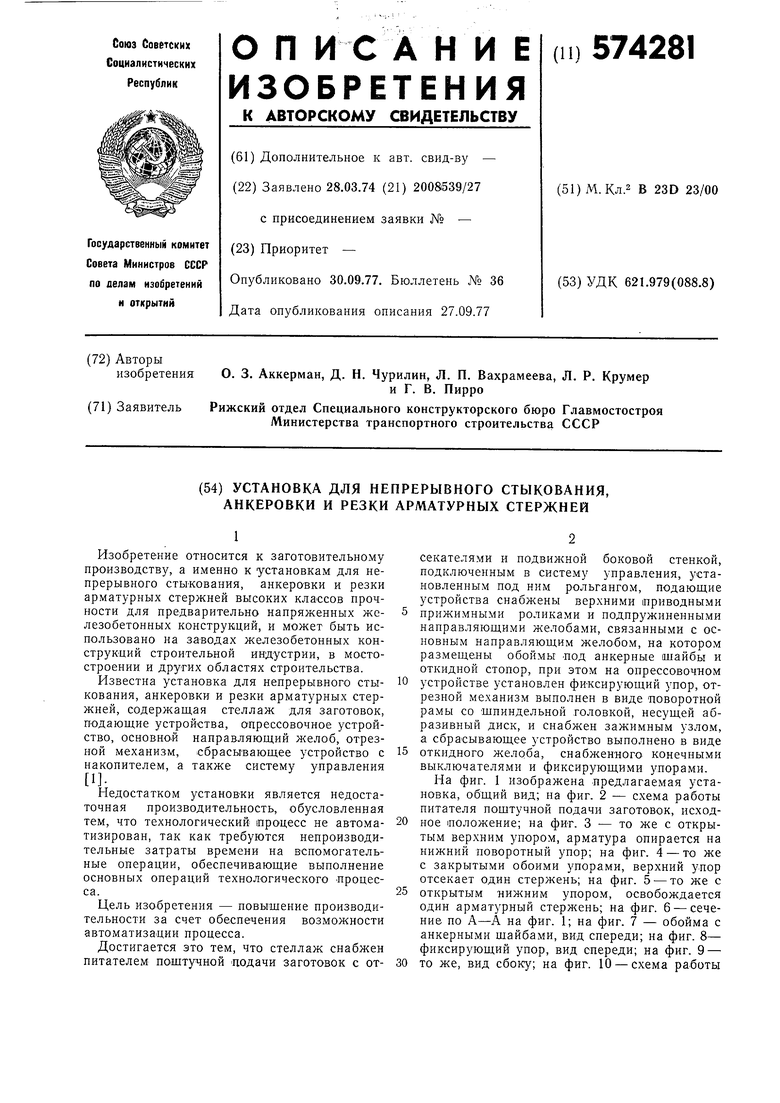
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Установка для образования анкеров на арматурных стержнях | 1984 |
|
SU1196470A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Устройство для возврата вальцуе-МОй СМЕСи B зАзОР ВАльцОВ | 1978 |
|
SU797880A1 |
| ЛИНИЯ СТЫКОВОЙ СВАРКИ И РЕЗКИ АРМАТУРНОЙ СТАЛИ | 1972 |
|
SU329975A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Ручная дисковая пила | 1990 |
|
SU1779590A1 |
| Устройство для обжатия втулок на концах арматурных стержней | 1986 |
|
SU1509494A1 |
| УСТРОЙСТВО ДЛЯ СКЛАДИРОВАНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ | 2005 |
|
RU2298606C1 |




q
r
4v
4i--J
риг A
ipus.5
13
22
23
