Изобретение относится к области абразивной обработки и может быть использовано для шлифования пластин из полупроводниковых материалов, например, монокристаллического крепления.
Известно устройство дпя обработки пластин, содержащее основание и расположенный на нем столик, в котором выполнены посадочные места для размещения деталей, имеющие внешние канавки, соединенные с системой энергоносителя под Дсшлейием, и внутренние канавки, соединенные с вакуумной системой ClJ.
Недостатком устройства является невозможность автоматизации процесса.
Цель изобретения - повышение производительности обработки за счет обеспечения автоматизации процесса.
Поставленная цель достигается тем, что стол расположен на введенной в устройство и установленной на основании с возможностью вращения карусели, а устройство снабжено распределительной муфтой, состоящей из соосно установленных подвижной и неподвижной полумуфт, закрепленных соответственно на карусели и основании, при этом в обеих полумуфтах выполнен центральный канал, соединянмдий систему энергоносителя, через полость, образованную каруселью и столом, с внешними канавками посадочных мест, а в подвижной полумуфте выполнены расположенные по окружности каналы, каждый из которых соединен одним концом по крайней мере с одной внутренней канавкой по10садочного места пластины, а другим - с выполненным на торце неподвижной полумуфты дуговым.пазом, связанным с вакуумной системой:
Кроме того, на торце неподвиж15ной полумуфты выполнен дополнительный дуговой паз, связанный с системой энергоносителя под давлением.
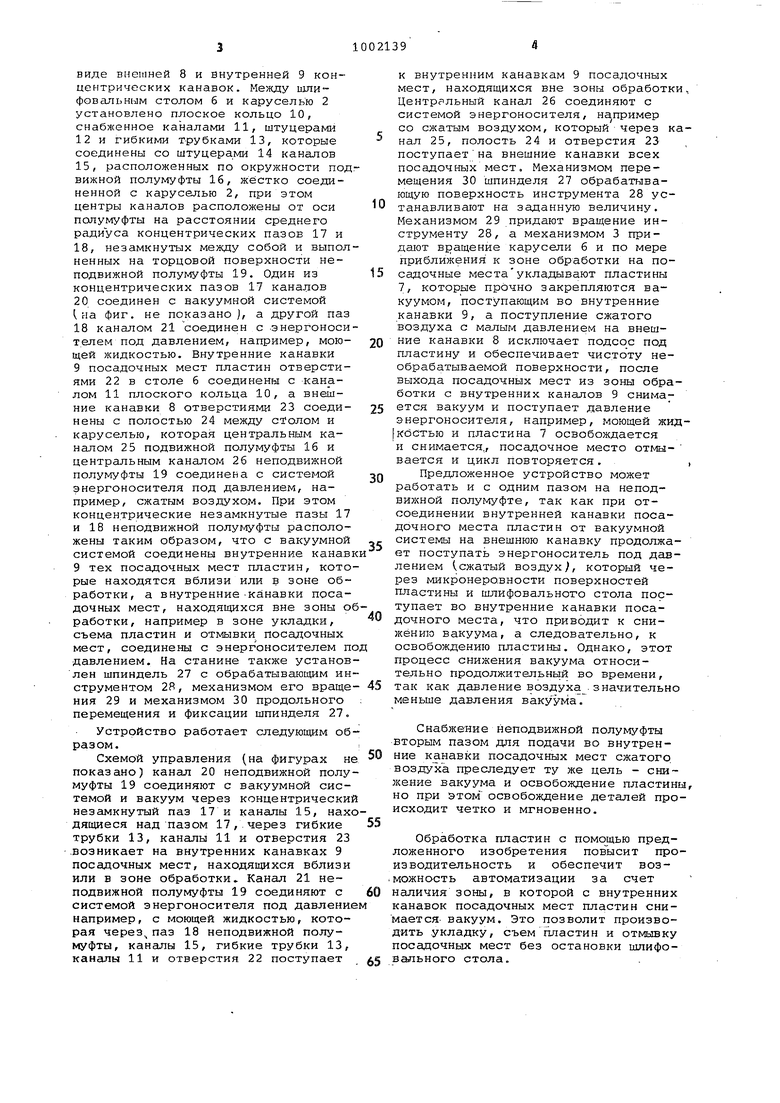
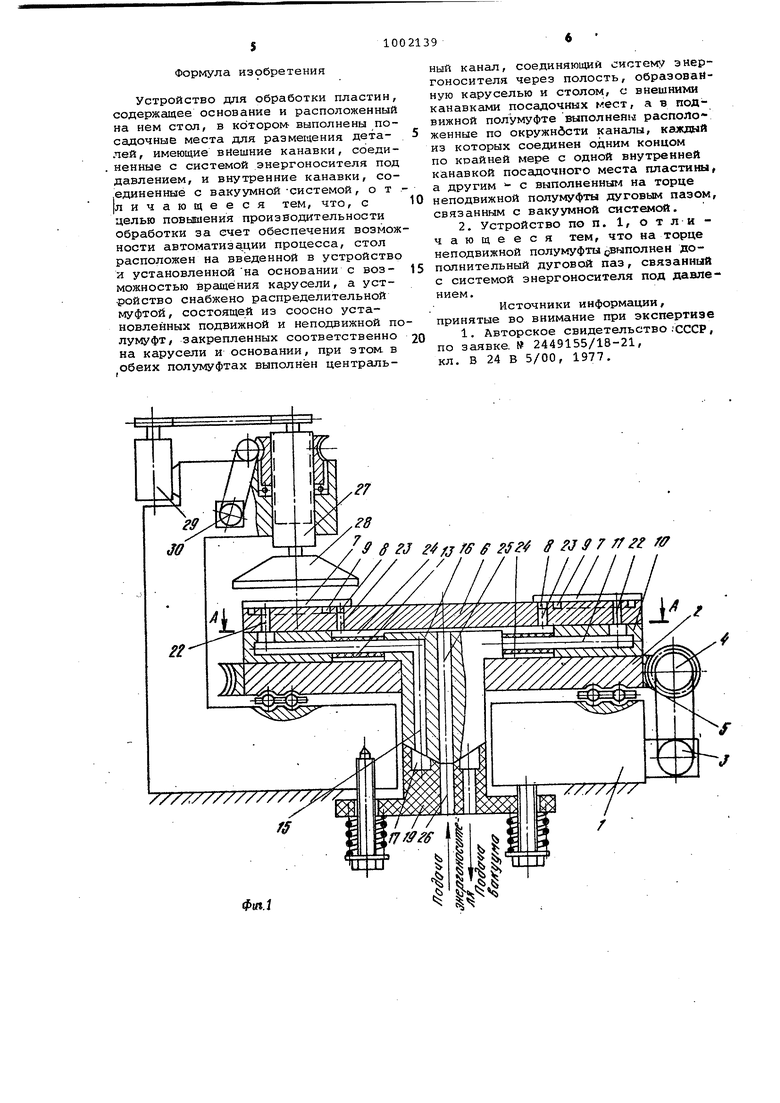
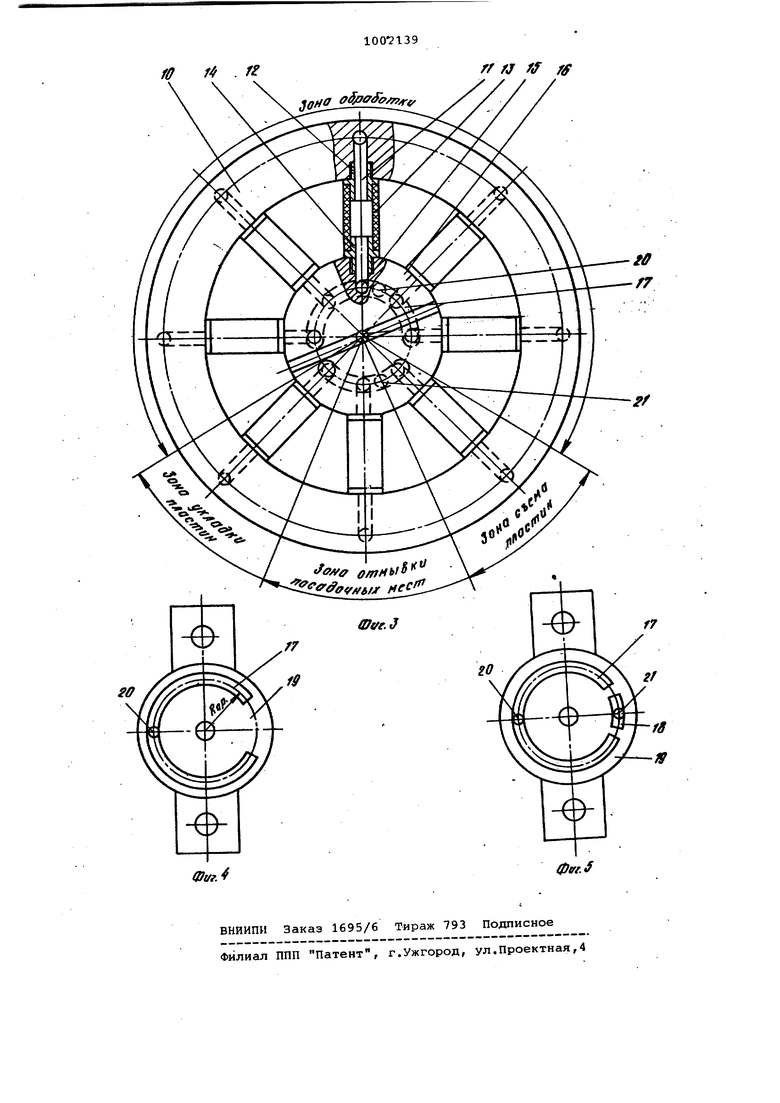
На фиг. 1 изображено устройство, разрез ; на фиг. 2 - то же, вид в
20 плане ;на фиг. 3 - разрез А-Л на фиг. 1 ; на фиг. 4 и 5 - варианты выполнения неподвижной полумуфты.
Устройство для шлифования пластин полупроводникового материсша
25 состоит из станины 1, на которой установлен карусель 2 с механизмом вращения 3, червяком 4, червячной шестерней 5 и шлифовальным столом 6, на котором расположены посадоч30ные места пластин 7, выполненные в виде внешней 8 и внутренней 9 концентрических канавок. Между шлифовальным столом 6 и каруселью 2 установлено плоское кольцо 10, снабженное каналами 11, штуцерами 12 и гибкими трубками 13, которые соединены со штуцерами 14 каналов 15, расположенных по окружности под вижной полумуфты 16, жёстко соединенной с каруселью 2, при этом центры каналов расположены от оси полумуфты на расстоянии среднего радиуса концентрических пазов 17 и 18, незамкнутых между собой и выпол ненных на торцовой поверхности неподвижной полумуфты 19, Один из концентрических пазов 17 каналов 20 соединен с вакуумной системой (па фиг. не показано), а другой паз 18 каналом 21 соединен с .энергоноси телем под давлением, например, моющей жидкостью. Внутренние канавки 9 посадочных мест пластин отверстиями 22 в столе 6 соединены с каналом 11 плоского кольца 10, а внешние канавки 8 отверстиями 23 соединены с полостью 24 между сколом и каруселью, которая центральным каналом 25 подвижной полумуфты 16 и центральным каналом 26 неподвижной полумуфты 19 соединена с системой энергоносителя под давлением, например, сжатым воздухом. При этом концентрические незамкнутые пазы 17 и 18 неподвижной полуглуфты расположены таким образом, что с вакуумной системой соединены внутренние канав 9 тех посадочных мест пластин, кото рые находятся вблизи или в зоне обработки, а внутренние-канавки посадочных мест, находящихся вне зоны о работки, например в зоне укладки, съема пластин и отмывки посадочных мест, соединены с энергоносителем п давлением. На станине также установ лен шпиндель 27 с обрабатывающим ин струментом 28, механизмом его враще НИН 29 и механизмом 30 продольного перемещения и фиксации шпинделя 27. Устройство работает следующим об разом. Схемой управления (на фигурах н показано) канал 20 неподвижной полу муфты 19 соединяют с вакуумной системой и вакуум через концентрически незамкнутый паз 17 и каналы 15, нах дящиеся над пазом 17,.через гибкие трубки 13, каналы 11 и отверстия 23 .возникает на внутренних канавках 9 посадочных мест, находящихся вблизи или в зоне обработки. Канал 21 неподвижной полумуфты 19 соединяют с системой энергоносителя под давлени например, с моющей жидкостью, которая через паз 18 неподвижной полумуфты, каналы 15, гибкие трубки 13, кансшы 11 и отверстия 22 поступает к внутренним канавкам 9 посадочных мест, находящихся вне зоны обработки, Центральный канал 26 соединяют с системой энергоносителя, на пример со сжатым воздухом, который через канал 25, полость 24 и отверстия 23 поступаетна внешние канавки всех посадочных мест. Механизмом перемещения 30 шпинделя 27 обрабатывающую поверхность инструмента 28 устанавливают на заданную величину. Механизмом 29 придают вращение инструменту 28, а механизмом 3 придают вращение карусели 6 и по мере приближения к зоне обработки на посадочные местаукладывают пластины 7, которые прочно закрепляются вакуумом, поступающим во внутренние канавки 9, а поступление сжатого воздуха с малым давлением на внешние канавки 8 исключает подсос под пластину и обеспечивает чистоту необрабатываемой поверхности, после выхода посадочных мест из зоны обработки с внутренних каналов 9 снимается вакуум и поступает давление энергоносителя, например, моющей жидкостью и пластина 7 освобождается и снимается., посадочное место отмывается и цикл повторяется ., Предложенное устройство может работать и с одним пазом на неподвижной полумуфте, так как при отсоединении внутренней канавки посадочного места пластин от вакуумной системы на внешнюю канавку продолжает поступать энергоноситель под давлением (.сжатый воздух, который через микронеро.вности поверхностей пластины и шлифовального стола поступает во внутренние канавки посадочного места, что приводит к снижению вакуума, а следовательно, к освобождению пластины. Однако, этот процесс снижения вакуума относительно продолжительней во времени, так как давление воздуха, значительно меньше давления вакуума. Снабжение неподвижной полумуфты вторым пазом для подачи во внутренние канавки посадочных мест сжатого, воздуха преследует ту же цель - снижение вакуума и освобождение пластины, но при этом освобождение деталей происходит четко и мгновенно. Обработка пластин с помощью предложенного изобретения производительность и обеспечит возможность автоматизации за счет наличия зоны, в которой с внутренних канавок посадочных мест пластин снимается- вакуум. Это позволит производить .укладку, съем пластин и отмывку посадочных мест без остановки шлифовального стола.
Формула изобретения
Устройство для обработки пластин, содержащее основание и расположенный на нем стол, в котором- выполнены посадочные места для размещения деталей, имеющие внешние канавки, соединенные с системой энергоносителя под давлением, и внутренние канавки, со.единенные с вакуумной-системой, о т личающееся тем, что, с целью повышения производительности обработки за счет обеспечения возможности автоматизадии процесса, стол расположен на введенной в устройство и установленнойна основании с возможностью вращения карусели, а устройство снабжено распределительной муфтой, состоящей из соосно установленных подвижной и неподвижной полумуфт, закрепленных соответственно на карусели и основании, при этом, в обеих полумуфтах выполнен центральный канал, соединяющий систему энергоносителя через полость, образованную каруселью и столом, с внешними канавками посадочных мест, а в подвижной полумуфте выполнены располо женные по окружндсти каналы, калсднй из которых соединен одним концом по крайней мере с одной внутренней канавкой посадочного места пластины а другим - с выполненным на торце неподвижной полумуфты дуговым пазом связанным с вакуумной системой.
2. Устройство по п. 1, отли чающееся тем, что на торце неподвижной полумуфты выполнен дополнительный дуговой паз, связанный с системой энергоносителя под давлением.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство .СССР, по заявке 2449155/18-21, кл. В 24 В 5/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного двухстороннего шлифования пластин | 1977 |
|
SU764946A1 |
| ПОВОРОТНОЕ СОЕДИНЕНИЕ ДЛЯ ПЕРЕДАЧИ РАСПЛАВЛЕННОГО ПЛАСТИКА ИЗ ЭКСТРУДЕРА В ЛИТЕЙНЫЕ ФОРМЫ РОТАЦИОННОЙ МАШИНЫ ДЛЯ ОТЛИВКИ ЗАГОТОВОК | 2014 |
|
RU2653139C2 |
| Способ разрушения и удаления хрусталика глаза рычажно-силовым резанием - вектопотенциальная ленсэктомия - ВПЛЭКТ и устройство для его осуществления - рычажно-силовой резак хрусталика - вектопотенциальный ленсотом одноразовый | 2019 |
|
RU2720822C1 |
| Круговая агломерационная машина | 1981 |
|
SU1310600A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2287610C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| Машина для откачки трубчатых газоразрядных ламп | 1974 |
|
SU528634A1 |
| СИСТЕМА И СПОСОБ ОЧИСТКИ ВОДЫ | 2019 |
|
RU2785673C2 |
| МОБИЛЬНАЯ УСТАНОВКА ДЛЯ СЖИГАНИЯ ОРГАНИЧЕСКИХ ОТХОДОВ НА ПОЛИГОНАХ ПО ПРИЕМУ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2017 |
|
RU2668681C1 |
ff гJ /ff ff ff j ff 7 ff гг fff
