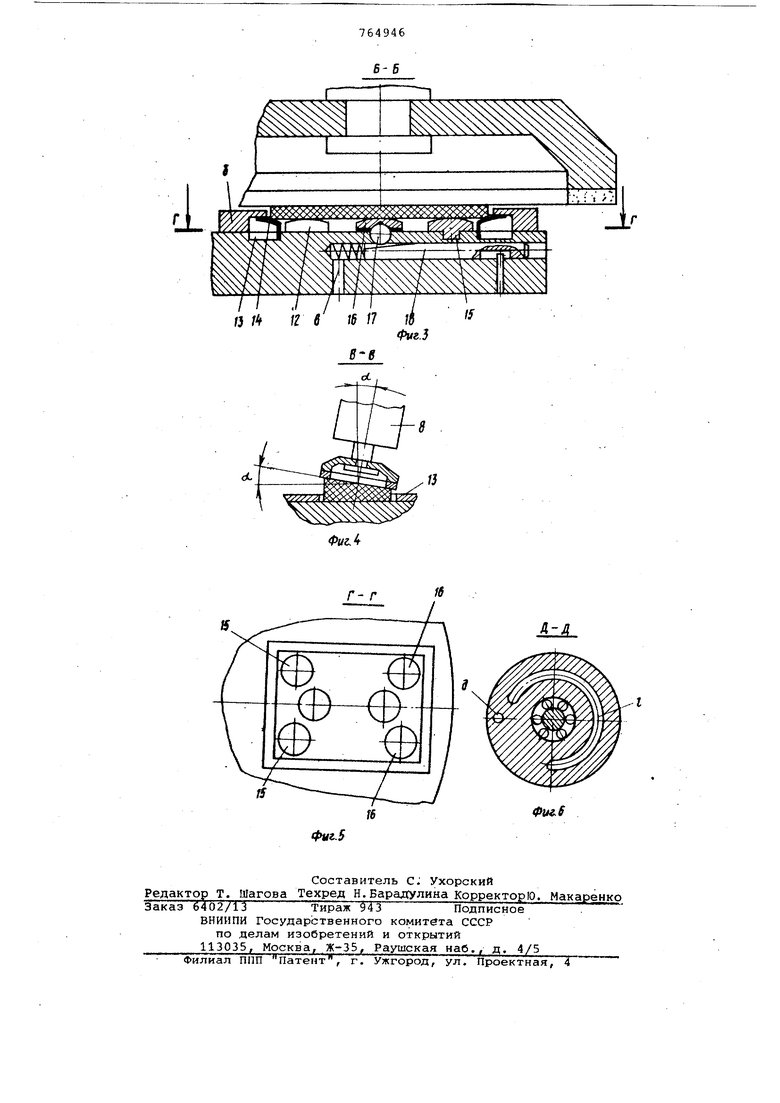
Изобретение относится к оборудованию для шлифования деталей типа г.ластин из неметаллических материалов . Известен автоматический станок для шлифования плоских поверхностей изделий, содержащий два вращающихся вокруг параллельных осей стола с выполненными по периферии гнездами и размещенными в них срежнями (базовыми элементами), на которых устанавливаются изделия ij . Один из столов подает изделия под шлифовальный круг, где производится шлифование одной стороны. Столы связаны между собой через промежуточный и неподвижный диски с ориентирующим каналом, направляющим изделие с обработанной на первом столе поверхностью в приемное гнездо второго сто ла в перевернутом на 180° положении для.обработки другой его поверхности другим шлифовальным кругом. Изделие в процессе 1илифования не закрепл ется. Недостатками указанного станка являются сложность конструкции, низкая точность обработки из-за шлифова ния незакрепленного изделия, установ ленного на базовых элементах, являю щихся подвижными. Кроме того, при снятии больших припусков необходимо значительно у1 еньшать скорость вращения столов, что приводит к снижению производительности. Известны также устройства для непрерывного двухстороннего шлифования пластин, содержащие две вращающиеся вокруг параллельных осей планшайбы с гнездами для размещения деталей, установленными с возможностью периодического попарного совмещения, неподвижные опорные плиты и инструменты 2. Для обработки детали с использованием двух рабочих роторов такие устройства -требуют установки дополнительного транспортирующего ротора. В случае обработки противополож;шх сторон детали транспортирующий ротор должен выполнять также функции кантователя. Для повышения производительности за счет передачи деталей из гнезда одной планшайоы в гнездо второй без промежуточных устройств для транспортирования и переворота, планшайбы обращены рабочими поверхностями друг к другу, а на опорных плитах выполнены незамкнутые кольцевые канавки для отсоса воздуха. На фиг. 1 изображено устройство, общий вид; на фиг. 2 дан разрез А-Л на фиг. 1; на фиг. 3 - Б-Б на фиг. 2 на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 1. На станине 1 установлены вращающиеся вокруг параллельных осей планшайбы 2 и 3, шлифовальные головки 4 и 5 и привод б вращения планшайб. В каждой шлифовальной головке размещен комплект шпинделей со цшифоваль ными кругами 7, причем ось шпинделей 8 и 9 для чернового шлифования наклонена к оси планшайб на угол об , при котором разность расстояний межд кругом и планшайбами на входе и выходе изделий равна величине снимаем го припуска, а ось чистовых шпиндел 10 и 11 строго параллельна оси соответствующей планшайбы. По периферии планшайб размещены гнезда а, в которых закрепляются шлифуемые посредством вакуума изделия 12, вып ненные в дисках 13, закрепленных на рабочей поверхности планшайб. Для уплотнения изделий по периферии в вакуумные пазы б планшайбы устано лены уплотняющие резинки 14. В каж из гнезд планшайбы 2 у краев издел размещены три жестко связанных со с лом базовых элемента 15 и два или более элемента 16, имеющих возможность подвода к изделию, для чего кагкдый из элементов 16 опирается на шарик 17, размещенный в отверстии планшайбы. Шарик опирается на скос, выполненный под углом, меньшим угла трения, подпружиненного плунжера 18 Полость, где размещена пружина плун жера, через отверстие в может периодически соединяться с выполненны ми в опорных плитах 19 и 20 и пазами г, в которьлх создается вакуум при помощи вакуум-насоса. В каждом из гнезд планшайбы 3 установлен базовый элемент 21 .из пористой керамики, к которому присасываются изделия своей обработанн стороной. Каждая из планшайб установлена н клиньях 22, с помощью которых ось планшайбы выставляется строго параллельно оси соответствующих шпинделей 10 и 11. Планшайба 3 своей рабочей поверхностью обращена к рабочей поверхности планшайбы 2 и смещена относительно нее так, что гнезда а в планшайбах имеют возможность периодически совмещаться в направлении, параллельном осям вращения планшайб. Гнезда а через отр.ёрстия д также могут соединять ся с пазами г, в которых создается вакуум посредством вакуум-насоса и отверстием е, расположенным под планшайбой 2 в месте совмещения гнезд планшайб 2 и 3 и в которое подается воздух под давлением; Кроме того, на станине закреплены загрузочная кассета 23 и лоток 24, в который сбрасываются шлифованные изделия. Устройство работает следующим образом. При вращении планшайбы 2 отверстия в отсоединяются от паза г, и плунжеры 18 пружинами перемещаются к периферии планшайбы. Элементы 16 перемещаются вниз. При совмещении гнезда а с разгрузочной кассетой 23 изделие под действием собственного в4са проваливается в гнездо и устана1вли1вается на трех жестких базовых элементах 15, При дальнейшем вращении планШайбы гнездо а соединяется с пазом г, изделие закрепляется на базовых элементах вакуум-присосом. После этого отверстия в соединяются с пазом г, а плунжеры, перемещаясь под действием вакуума .своим скосом, поднимают шарики 17 и элементы 16 до соприкосновения с изделием. Изделие подается под шпиндель 8, где производится черновое шлифование изделия, причем половина припуска снимается при входе под круг, а вторая половина - при выходе его из-под круга.Этим улучшаются условия снятия больших припусков и повышается производительность. Усилия шлифования Рц воспринимаются тремя жесткими.базовыми элементами 15 и подводными элементами 16, являющимися самотормозящими. Этим уменьшается деформация изделия шлифования. Затем производится чистовое шлифование изделия шпинделем 10. При дальнейшем вращении планшайбы 2 гнездо а отсоединяется от паза г и соединяется с отверстием е. Под действием давления воздуха изделие перескакивает в гнездо а планшайбы 3..Изделие закрепляется своей шлифовальной поверхностью на элементе 21 и подается под шпиндель 9, где производится черновое шлифование, а затем шпинделем 11 производится чистовое шлифование изделия. Затем гнездо а отсоединяется от паза г и деталь попадает на лоток 24. . . Выполнение одной из планшайб, обращенной своей рабочей поверхностью к рабочей поверхности другой планшайбы и смещение относительно того так, что гнезда в планшайбах имеют возможность совмещаться, позволяет упростить механизм передачи изделия с одной планшайбы на другую для шлифования второй стороны изделия и, как следствие этого, новысить надежность работы. Размещение в гнездах жестко соединенных с планшайбой трех базовЕлх
элементов, на которых устанавливается изделие при шлифовании первой стороны, позволяет исключить перемещение в направлении, параллельном ос круга в процессе шлифования, и, как следствие этого, повысить точность обработки.
Размещение в гнёздах других подводимых базовых элементов позволяет уменьшить прогибы изделия от сил резания и повысить точность обработки базовой стороны.
Установка комплекта для шлифования каждой стороны, один из которых наклонен, позволяет улучшить условия работы круга при снятии больших припусков и повысить произовдительность путем применения большей скорости подачи.
Формула изобретения
Устройство для непрерывного двухстороннего шлифования пластин, содержащее две вращающихся вокруг параллельных осей планшайбы с гнездами для размещения детгшей, установленньлми с возможностью периодического попарного совмещения, неподвижные опорные плиты- и инструменты, отличающееся тем, что, с целью повышения производительности за счет передачи деталей из гнезда одной планшайбы в гнездо второй без промежуточных устройств для транс0портирования и переворота, планшайбы обращены рабочими поверхностями друг к другу, а на опорных плитах выполнены незамкнутые кольцевые канавки для отсоса воздуха, сооб- . 5 щающиеся попеременно с гнездами планшайб.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 178279, кл. В 24 В 7/22, 1962.
0
2.Кошкин Л. Н. Комплексная автоматизация производства на базе роторных линий. М., 1972, с. 23, рис. 13.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| СПОСОБ ШЛИФОВАНИЯ СТЕРЖНЕВИДНЫХ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ, ШЛИФОВАЛЬНЫЙ СТАНОК (ВАРИАНТЫ) И ШЛИФОВАЛЬНАЯ СЕКЦИЯ СПАРЕННОГО РАСПОЛОЖЕНИЯ | 2007 |
|
RU2417148C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| Способ установки шлифовальной бабки плоскошлифовального станка | 1990 |
|
SU1745524A1 |