(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АРМАТУРНЫХ СТАЛЕЙ
1
Изобретение относится к области термической обработки горячекатаной арматуры из низколегированных марок сталей перлитного и бейнитного класса для получения высоких пластических свойств и вязкости разрушения металла в результате обезводороживания.
Известен способ термической обработки заготовок из сталей бейнитного класса, включающий охлаждение со скоростью 3-6 град/мин от температуры горячей пластической деформации до температуры на ЗО-50°С ниже температуры завершения перлитного превращения, выдержку и последуюигее охлаждение на воздухе. Длительность обработки при этом составляет 15ч L Ij
Однако произвести значительное удаление водорода из заготовок при такой термической обработке не представляется возможным несмотря на длительные ре- жимы.
Известен также способ термической обра ботки высокопрочных арматурных сталей,
включающий горячую деформацию, охпажде ние до комнатных температур и отпуск при 2ОО°С в течение 2-Зч, в результате которого улучшаются пластические свойства металла 2.
Недостатком такого способа является удаление лишь диффузионно подвижного водорода тогда как молекулярный водород удалить из металла невозмо:чио. Известно, что с понижением температуры
10 стали растворимость водорода уменьшается и часть водорода, наряду с сто десорбцией из проката, выделяется в дефекты металла и молизуется. Степень диссогша- ПИИ молекулярного водорода при низких
15 тектературах - величина очень малая и с понижением температуры уменьшается. Поэтому, чем ниже температура металла, тем больше остается водорода в дефектах стали.
20
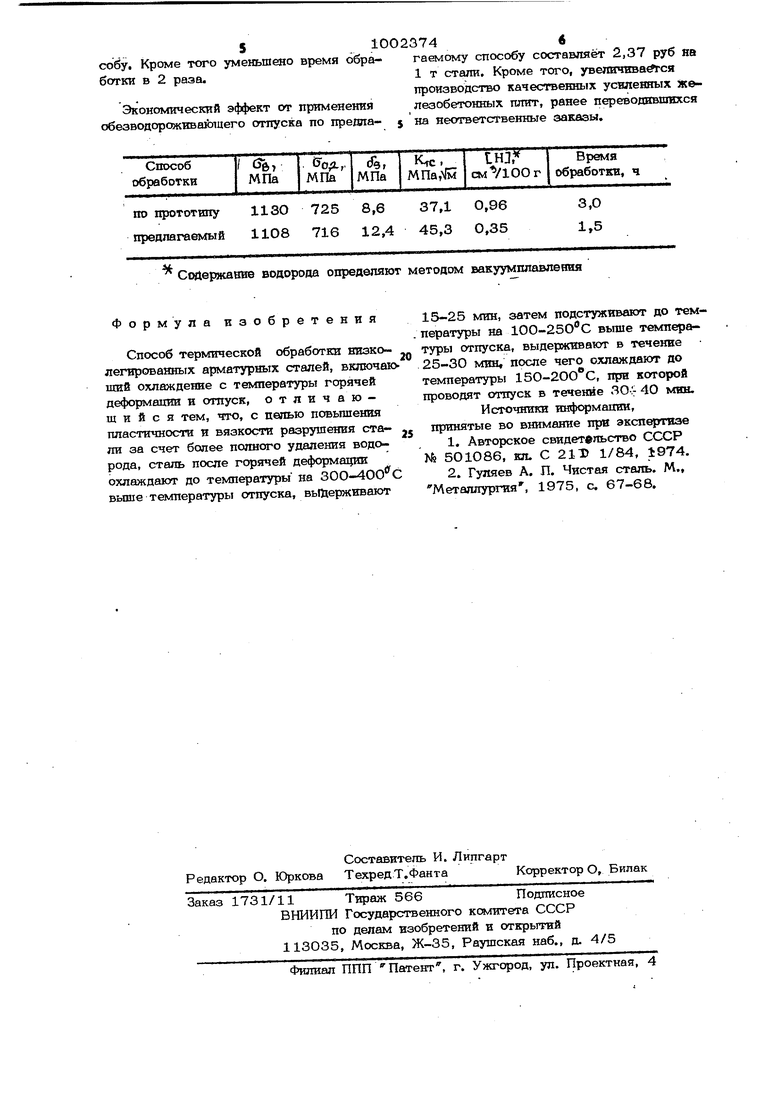
В то же время хорошо известно отрицательное влияние водорода на пластичность и вязкость металла: он снижает статическую усталость, коррозионную НИЗКОЛЕГИРОВАННЫХ сггойкость стали и т. д. Поэтому охлаждение арматуры с температур гор$гчей деформации до комнатных температур спо собствует мопизашга части водорода в дефектах металла. Дополнительный отпус арматуры при 200° С не удаляет молекулярный водород. Целью изобретения является повьпиение пластичности и вязкости разрушения за счет более полного удаления водорода из готового проката и сокращения времени обработки. Цель достигается тем, что по способу те рмической обработки низколегированны арматурных сталей, включающему охлаждение с температуры горячей деформации и отпуск, сталь после горячей деформации охлаждают до температуры на 300-400 0 выше температуры отпуска, выдерживают 15-25 мин, затем подстуживают до температуры на 100-250 С выше температуры отпуска, выдерживают в течение 25-30 мин, после чего охлаждают до температуры 15О-2ОО С, при которой проводят отпуск в течение 30-40 мин. Охлаждение стали до температур на 300-400° С вышб температуры отпуска со скоростью ниже критической и выдержка при этой температуре в течение 15-25 мин вызвана тем, что водород имеет высокую диффузионную подвия :ность что обусловлено изменением кристаллического строения основы (г. шс. о. ц. к. и легче удаляется из проката до содержа,ния- f,2-l,9 г металла при, .начальном содержании водорода 3,03,5 г (после охлаждения арматуры на воздухе с температуры окончания горячей деформации). Охлаждение арматуры после горячей деформации до температур на 300 40О выше температуры отпуска сопровождается удалением диффузионно подвижного во дорода и заполнением несплошностей металла молекулярным водородом, однако количество молекулярного водорода невелико из-за его сравнительно высокой растворимости в металле при этих темпе ратурах. Выдержка ар матурной стали свы ше 25 мин не обеспечивает дальнейшего снижения содержания водорода, а выдерж ка арматурной стали менее 15 мин не всегда в необходимой мере достаточна для десорбции диффузионно подвижного водорода. Снижение температуры обработки до температур на 100-250 С выше температуры отпуска, а затем до 150-2ОО С приводит к снижению оаство римости водородав стали, что, с ошлй стороны, облегчает удаление диффузионно подвюкного водорода, с другой стороньг, способствует молизацин в соответствии с диаграммой железо-гводород. При снижении температуры обработки арматуры плавно снижается эффективный коэффициент диффузии, поэтому длительность обработки увеличивается. Нижние пределы выдержки при температурах на 100 и на ЗОО С вьпие температуры отпуска обеспечивают удаление диффузионного водорода при этих температурах до равновесного содержания. Снижение времени выдержки не позволяет в полной мере удалить водород до равновесного содержания. Увеличение времени выдержки при температурах на 250 и 400- С вьпие температуры отпуска не эффективно, поскольку равновесное содержание водорода, а ззшчит и предельно достижимое его содержание относительно невелики. Температурные интервалы обезводороживаюгцих обработок выбраны с уметом того, чтобы обеспечить постепенное удаление диффузионно-подвижного водорода. Кроме того, длительность выдержек должна быть достаточной для удаления той части водорода, которая превышает равновесную. Таким образом, удаление водорода из металла при его охлаждении по предлагаемым режимам обеспечивает глубокую степень десорбции водорода. Пример осушествления способа, Обезводороживающая термическая обработка арматурных стержней стали марки 80 С проводится по следуюшему режиму: после горячей деформации подстуживание до температуры 550 С, выдержка в течение 20 мин в термостатированных приемниках-накопителях прокатного стана, подстуживагше до , выдержка при этой температуре 30 мин, окончательное подстуживание до 150 С с выдержкой в течение 40 мин {предлагаемый способ). Для получения сравнительных данных производят отпуск арматуры по известному способу (отпуск арматуры при 2ОО С в течение 3ч), Результаты испытаний после указанных режимов термообработки приведены в таблице. Из таблицы следует что арматура после отпуска по предлагаемому способу имеет более высокую пластичность и вязкость разрушения, чем по известному споS10023746
собу. Кроме того уменьшено время обра- гаем ому способу составляет 2,37 руб на ботки в 2 раза.1 т стали. Кроме того, увепичиваЛся
Экономический эффект от применения обезводороживайяцего отпуска по предпапроизводство качественных усвленных железобетонных плит, ранее переводившихся 5 на неответственные заказы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокопрочной прутковой арматуры из среднеуглеродистых легированных сталей | 1987 |
|
SU1491895A1 |
| Способ обработки труб из низкоуглеродистой стали | 1983 |
|
SU1133305A1 |
| Способ термической обработки проката | 1987 |
|
SU1502628A1 |
| Способ термической обработки проката | 1989 |
|
SU1731834A2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ СТАЛЕЙ | 1994 |
|
RU2086669C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2006 |
|
RU2340684C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМАТУРНЫХ СТЕРЖНЕЙ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1995 |
|
RU2082769C1 |
| Способ производства сварных труб | 1989 |
|
SU1632988A1 |
| Способ термической обработки горячекатаных толстых листов | 1982 |
|
SU1049553A1 |
Формупа изобретения Способ термической обработки низколегированных арматурных сталей, включаю щий охлаждение с температуры горячей деформации и отпуск, отличающийся тем, что, с певшю повьппения пластичности и вязкости разрушения стали за счет более полного удаления водорода, сталь после горячей деформации охлаждают до температуры на ЗОО-400 С выше температуры отпуска, вьШержнвают 15-25 мин, затем подстуживают до температуры на 100-250С вьпие температуры отпуска, выдерживают в течение 25-30 мин, после чего охлаждают до температуры 150-200 С, при которой проводят отпуск в течение ЗО%: 40 мин. Источники информации, принятые во внимание при эксп зтизе 1.Авторское свидетельство СССР № 501086, кп. С 211 1/84, 1974. 2.Гуляев А. П. Чистая сталь. М., Металлургия, 1975, с. 67-68.
