Од
00 &0
о
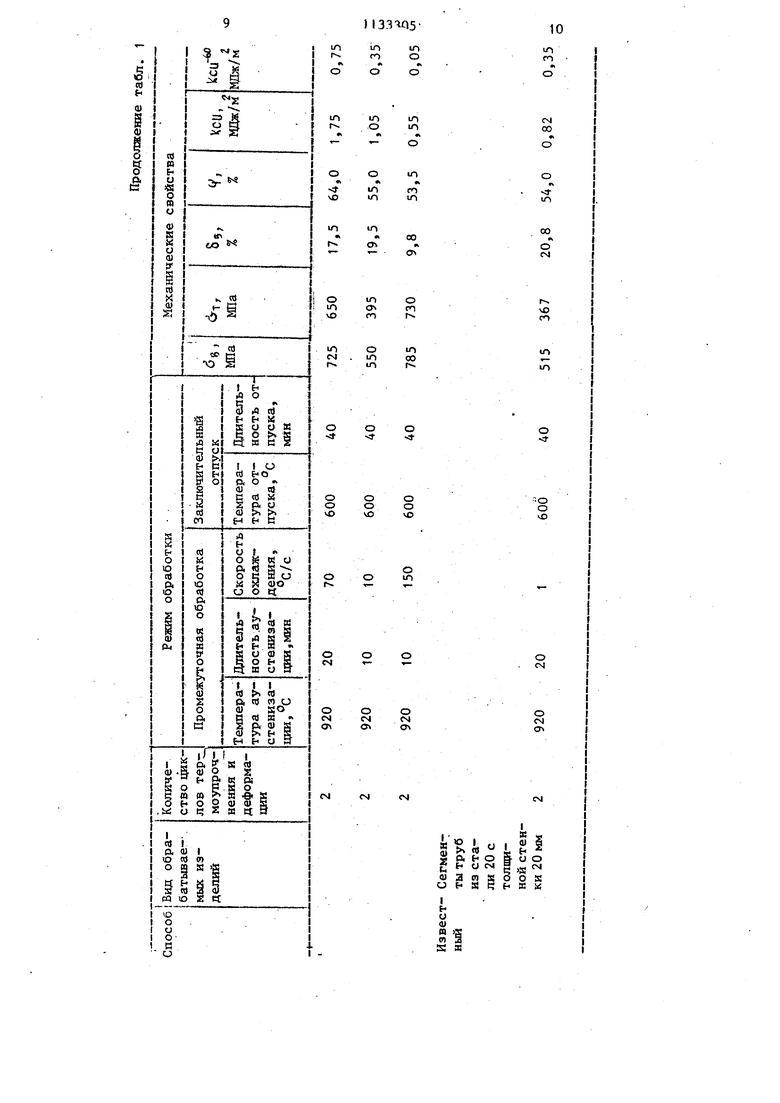
01 Изобретение относится к черной металлургии, в частности к способам обработки труб, и может быть использовано при производстве труб методами холодной деформации. Известен способ обработки холодно деформированньос труб, включающий многократную холодную деформацию, промежуточную термическую обработку перед каждым этапом холодной деформации в виде отжига или высокого отпуска при 750-800 С в течение 1-1,5 ч, химическую обработку (травление, смазку) перед деформацией и высокий отпуск поеле деформации на конечный размер lj. Недостатками этого способа являются сравнительно низкий уровень механических свойств на .конечном размере, который, в основном, находится на уровне механических свойств исходной заготовки, проведение дополнитель ной термической обработки в ниде нормализации и закалки с последующим отпуском для повышения прочности труб ответственного назначения и большая продолжительность технологического цикла изготовления труб, обусловленная .длительностью промежуточной термической обработки, после которой трубы охлаждаются на воздухе до цеховой температуры. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ обработ ки труб из низкоуглеродистой низколегированной стали, включающий многоI кратную холодную деформацию, промежуточную термическую обработку и высокий отпуск после деформации на конечный размер, в котором перед деформацией на конечный размер трубы подвергают нормализации. Повьшение прочности низколегированной низкоуглеродистой стали обеспечивается за счет перераспределения карбидной фазы в результате нормализации труб перед .деформацией на. конечный размер и последующего отпуска (2j . Однако известный способ эффективен только для обработки труб из низкоуглеродистой низколегированной стали, поскольку в этом случае реализуется механизм карбидного упрочнения. Для нелегированной же низкоуглеродистой стали скорости охлаждения при нормализации оказываются недостоточными для осуществления структурных превращений, обеспечивающих повьшение 1 05-J прочности, в результате обработки получают весьма низкие значения ударной вязкости при отрицательных температурах, что приводит к снижению хладостойкости и надежности металла, особенно при использовании его в районах с пониженными среднегодовыми темдературами. Кроме того, в известном способе нормализация осуществляется только перед деформацией труб на конечный размер, термическая же обработка в промежуточных циклах формоизменения проводится в виде высокотемпературного отпуска. Поэтому в случае применения нормализации перед деформацией на конечный размер по сравнению с обычной технологией обработки, длительность технологического цикла изготовления труб практически не изменяется. Цель изобретения - повышение прочности и вязкости при сохранении пластичности, а также сокращение длительности технологического процесса обработки труб. Поставленная цель достигается, тем, что согласно способу обработки труб из низкоуглеродистой стали, включаю-, щему предварительную термическую обработку, многократную.холодную деформацию с промежуточной термической обработкой, высокий отпуск после деформации на конечный размер, предварительную и промежуточную термическую обработку осуществляют путем аустенизации, вьщержки в течение 3-15 мин и охлаждения со скоростью 30-100°С/с. Такие режимы термообработки п риводят к существенным изменениям микро- и субструктуры, которые в сочетании с изменениями на последующих стадиях обработки (многократного чередования циклов термического упрочнения и холодной деформации и стабилизирующего отпуска) приводят к весьма существенному изменению механических свойств. Причем эффект, получаемый от предлагаемых режимов предварительной и промежуточной термической обработки, не снимается последующей деформацией, а вызывает именно в сочетании с последующей деформацией такие структурные изменения, которые обеспечивают на готовом размере качественно новый комплекс механических свойств. Поскольку промежуточные обработки включают нагрев с фазовой перекристаллизацией, то, исходя из общей закономерности фазовых превращ ний в стали, следовало бы ожидать отсутствия влияния многократного повторения циклов термическое упрочнение - деформация на конечньш комплек свойств. Однако установлено, что повторение циклов по указанным режимам терюшеской обработки и деформации дает новые ранее неизвестные эффекты дополнительного повьшения прочности и вязкости от цикла к циклу при сохранении пластичности на доста точно высоком уровне и стабилизации свойств. Использование предлагаемого ускоренного охлаждения не з удшает технологичность процесса по усилиям деформации и пластичности по сравнению с обычно применяемым от жигом или нормализацией. Для достижения положительного эффекта в предлагаемом способе в условиях многократного повторения циклов термического упррчнения и деформации существенньм элементом является режим аустенизации, а именно, длительность аустенизации не должна быть выше определенной, поскольку при более продолжительной аустенизации снимается эффект наследования упрочнения, полученного от предьадущих цик лов. При повторении гщкпа термическое упрочнение - деформа1щя в процес се нагрева до аустенитного состояния с кратковременной аустенизацией образующийся аустенит наследует повы; шенную плотность дефектов строения. Полученную в результате предыдущего 1щкла термическое упрочнение - деформация, и более однородное их распределение. При ограничении времени аустейизации указанный эффект наслерования не успевает сниматься протекаюощми диффузионными процессами, и, такю образом, подвергающийся последу няфкм циклам термического упрочнения и деформации аустенит передаёт свое строение продуктам распада. Кроме того, в процессе повторных нагревов с кратковременной аустенизацией в результате описанных структурных изменений образуется аустенит с более однороднь распределением углерода, чем после отжига или нормализации, а при последующем регламентированном охлаждении полученное однородное состояние фиксируется при комнатной температуре с одновременным, как ука зано, наследованием полученных в предьщущем цикле термического упрочнения и деформации структурных изменений. Последующая деформация еще более измельчает структуру и способствует интенсификации взаимодействия дислокаций вокруг уже образовашихся карбидных частиц, что обусловливает накопление эффекта упрочнеиия при многократном повторении циклов. Вьщержка в течение 3 мин - минимальная выдержка при аустенизации, которая обеспечивает однородную аустенитную структуру, что необходимо для обеспечения стабильности предлагаемого технологического процесса, то есть воспроизводимости получаемого комплекса свойств. Максимально возможная В1даержка при аустенизации (15 мин) определяется принципиальной возможностью достижения нового положительного эффекта в предлагаемом способе. Вьщержка более 15 мин снш4ает эффект наследования за счет протекания, диффузионных процессов. Охлаждение со скоростью 30-100 С/с обеспечивает распад аустенита с образованием дисперсной феррито-карбидной смеси с .элементами верхнего бейнита. При этом верхняя граница указанного интервала скоростей охлаждения соответствует стали типа 08 кп или стали 10, а нижняя граница - стали 35. Скорости охлаждения ниже оптимальной снижают прочность и вязкость, тep OIчecкyю стабильность получаемых свойств. Скорости охлаждения выше оптимальной понижают пластичность и вязкость, существенно затрудняют последующую холодную деформацию. Пример, Проводят обработку труб из стали 20 по предлагаемому и по известному способам. Предварительную и промежуточную термическую обработку проводят по схеме: нагрев до аустенитного состояния в секционной печи, вьщержка при температуре аустенизации (920 С) в течение 1, 10 и 20 мин. Контроль температуры нагрева и выдержки осуществляют- с помощью вмонтированных термопар. Регламентированное охлаждение проводят с помощью спрейерного устройтва со скоростью охлаждения 10,70 150 С./с. Химическая обработка включает обычные операции подготовки труб к к холодной деформации:
травление окалины в растворе серной кислоты, промывку и фосфатирование. Холодную деформацию осуществляют на волочильном стане с обжатием 20%. Заключительньй отпуск проводит при в-течение 40 мин.
Для сравнения проводят обработку по известному способу с использованием нормализации перед деформацией на конечньй размер. Контроль свойств осуществляют путем испытания стандартных образцов на ститическое растяжение и динамический изгиб при комнатной, температуре и при температуре -60 С. Для сравнения технологичности обработок в процессе деформации записывают усилия при деформации труб (полное давление металла на валки).
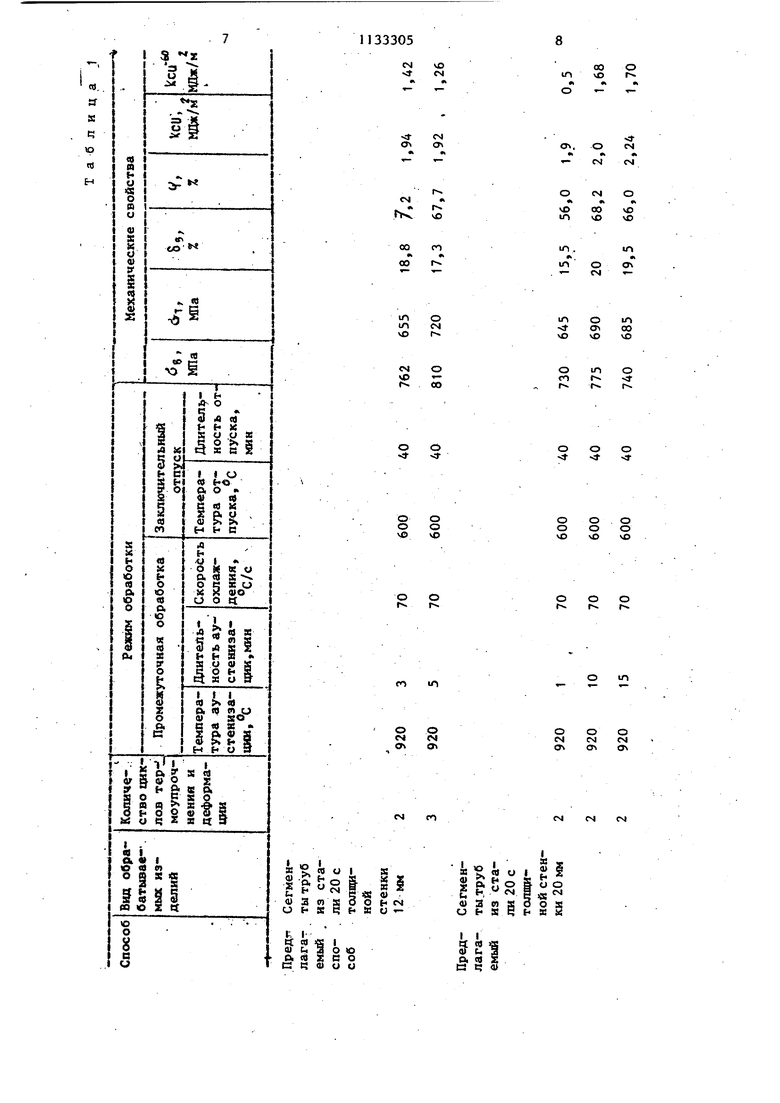
Результаты обработки труб по предлагаемому и известному способам приведены в табл. 1.
Как видно из табл. 1 обработка по предлагаемому способу приводит к повьшению предела прочности на 37-60% по сравнению с обработкой, по известному способу, а предела текучести - в 2 раза. При этом одновременно повышается ударная вязкость, в том числе и при низких температурах, а пластичность-остается на достаточно высоком уровне.
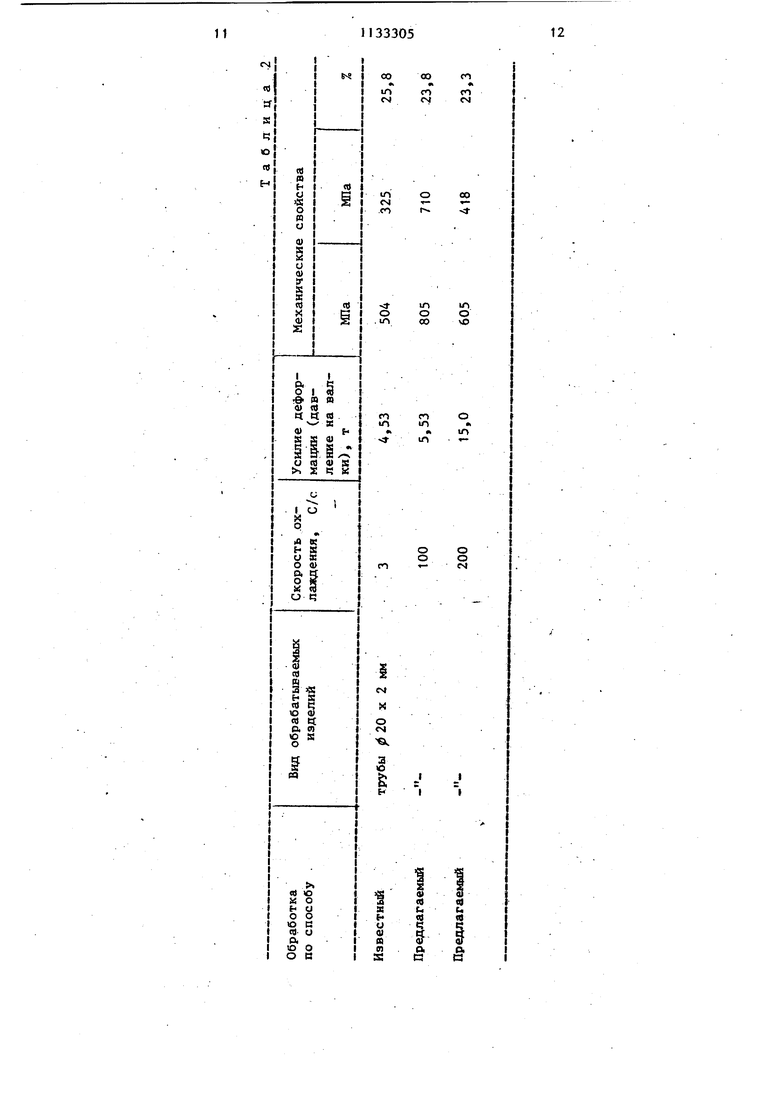
В табл. 2 приведены результаты сравнения известного и предлагаемого способов обработки труб по влиянию на усилия при деформации труб из стали 20.
Из табл. 2 видно, что .увеличение скорости охлаждения в 100 раз по сравнению с нормализацией сзпцественно не повышает .усилие деформации. В то же время пр.евышение оптимального интервала .скоростей охлаждения приводит к резкому росту усилий деформации.
В процессе отпуска при ЗОО-бОО С, проводимого после Многократного повто рения циклов -термическое упрочнение деформация, происходит не только снятие остаточных напряжений, но и формирование оптимального .т;ипа субструктуры полигонального типа. В конечном итоге многократное .повторение циклов
по предлагаемым режимам с заключительным отпуском при температурах С обеспечивает повышение прочности в 1,5-2,5 раза по сравнению с ивестным при одновременном повышении вязкости и сохранении запаса пластичности. Такое существенное повьшение комплекса свойств обусловлено формированием развитой фрагментированной субструктуры со значительной разориентировкой фрагментов и блокированием субграниц дисперсными частицами карбидов. Благодаря этому такая граница становится устойчивой, а фрагменты вследствие значительной разориентации выступают как самостоятельные зерна. Такая структура обеспечивает также высокую термическую стабильность получаемого комплекса свойств.
Предлагаемый способ позволяет заметно сократить длительность технологического процесса обработки труб. Ориентировочно оценить степень такого сокращения можно, сравнивая скорости охлаждения в известном способе и в предлагаемом. Скорости охлаждения определяют экспериментально путем записи и расшифровки кривых ох-, лаждения. При нормализации труб с весьма малой толщиной стенки скорость охлаждения составляет 3 С/с, при ускоренном охлаждении по предлагаемому способу ЗО-ЮО С/с, т.е. в 10-30 раз выше, чем при нормализации. Следовательно, длительность охлаждения в предлагаемом способе также в 1030.раз меньше, чем в известном. При увеличе1щи толщины стенки труб до 12 мм скорость охлаждения при нормализации снижается до 1°С/с, и разница в длительности охлаждения - в ЗО-ЮО раз, что особенно важно при реализации способа в поточных линиях
Технико-экономическими преимуществами предлагаемого способа являются возможность замены труб из легированных сталей на углеродистые и снижение расхода металла за счет уменьщения толщины стенки упрочненных труб
Ожидаемый экономический эффект составит 90 руб. на тонну труб.
о г
00 vO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб из низкоуглеродистой стали | 1981 |
|
SU990836A1 |
| Способ обработки низкоуглеродистой стали | 1982 |
|
SU1129248A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ | 1992 |
|
RU2033438C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2020 |
|
RU2737690C1 |
| Труба коррозионно-стойкая из низкоуглеродистой доперитектической стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2647201C1 |
| Способ производства горячекатаных листов из высокопрочной стали | 2017 |
|
RU2652281C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ СУДОСТРОЕНИЯ | 2013 |
|
RU2530078C1 |
СПОСОБ ОБРАБОТКИ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, включающий предварительную тep шчecкyю обработку, многократную холодную деформацию с промежуточной термической обработкой, высокий отпуск после деформации на конечньй размер, отличающийс я тем, что, с целью повышения прочности и вязкости при сохранении пластичности, a также сокращения длительности обработки труб, предварительную и промежуточную термическую обработку осуществляют путем аустенизации, выдержки в течение 3-15 мин и охлаждении со скоростью ЗО-ЮО с. , (Л
оCS
О
«ъ
см
ем
оо
v)
ъХ О
u-
.
О С «М «О Л У1 00 О чО
ю о
о п г г
Г.Г-
о -dО
о -
О
о о
о
vO
vO
О г
О г
О г
о о см см
У1 СГЧ
is« «
и
«& f
н
,S S
.г- .ф,
ш п
о
ю ш
сч
00
о
ю
m
1Л ш
оо
00
О см
r-N
чО
го
ш 00 г
и- Ю
О
О
4t
f
о о о
о о
D
О ч
о см
Ti
О
см
см
(U
IwH
MC
§ОО
см
я
о О
S и: ь и
f- и
0)
ffl ж
m 3 S SB
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Осада Я.Е | |||
| и.др | |||
| Современные трубные цехи | |||
| М., Металлургия, 1977, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
