Предметом изобретения является вкладыш к клещам для холодной сварки электрическ1 х проводов и: меди, алюминия или других иластичных металлов, снабженный цилиндрической выточкой для свариваемых проводов.
Известные вкладыши с выточками одного диаметра иа всем его протяжении не обеспечивают равнопрочности сварного соединения и целого провода в зонах, прилегающих к деформированным при сварке участкам провода.
Предложемиый вкладынг предотвращает снижепие прочности провода в местах, прилежащих к дефорJмиpyeмoй при сварке зоне, и обеспечивает получение сварного соединения, равнонрочного проводуЭто достигается тем, что цилиндрическая выточка вкладынта выполнена со скошенными но концам краями.
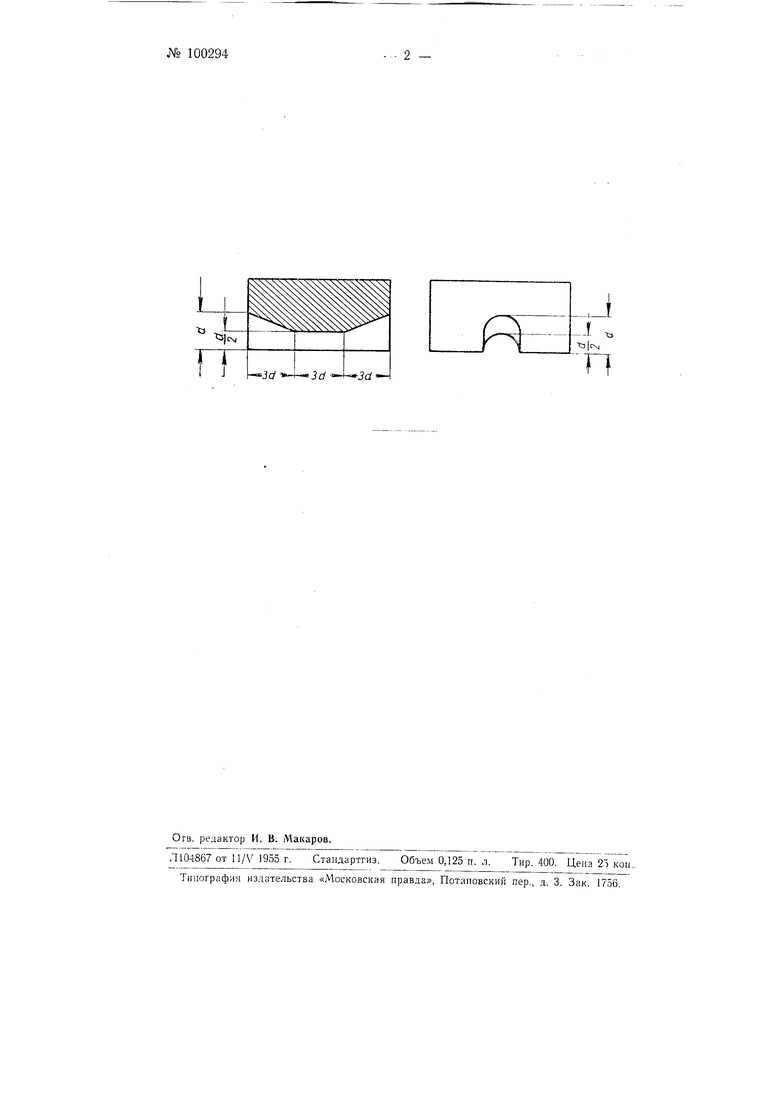
На чертеже в двух проекциях показан вкладыш, выполненный согласно изобретению.
На чертеже гюказано рекомендуемое cooTHOHicHHe размеров вкладыша и диаметра d свариваемых проводов.
При применении вкладыша такой конструкции устраняется передавливание провода в местах его входа во вкладыни и обеспечивается плавный переход от зоны деформации к исходному СОСТОЯ1И1Ю без падения эффективного сечения провода.
Н р е д е т изобретен и я
Вк.чадьпи к клепхам для холодной сварки электрических проводов из меди, алюминия или других пластичных металлов, снабженных цилиндрической выточкой для свариваемых проводов, отличаю и; и и с я тем, что, с целью предотвраи1ення снижения прочности провода в местах, прилежащих к деформируемой при сварке зоие, и получения сварного соединения, равнопрочного целому проводу, цилиндрическая выточка выполнена со сконгеннымн по концам краями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговое устройство для зажима изделий из пластических металлов при холодной сварке встык | 1954 |
|
SU101143A1 |
| Устройство для приварки давлением провода к пластине внахлест без применения нагрева | 1954 |
|
SU105905A1 |
| Способ подготовки деталей к холодной сварке | 1954 |
|
SU103886A1 |
| Способ сварки металлов давлением | 1979 |
|
SU897439A1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Электромагнитный прибор для измерения толщины покрытий | 1952 |
|
SU102155A1 |
| Способ подготовки поверхностей при холодной сварке металлов | 1961 |
|
SU149024A1 |
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2049955C1 |