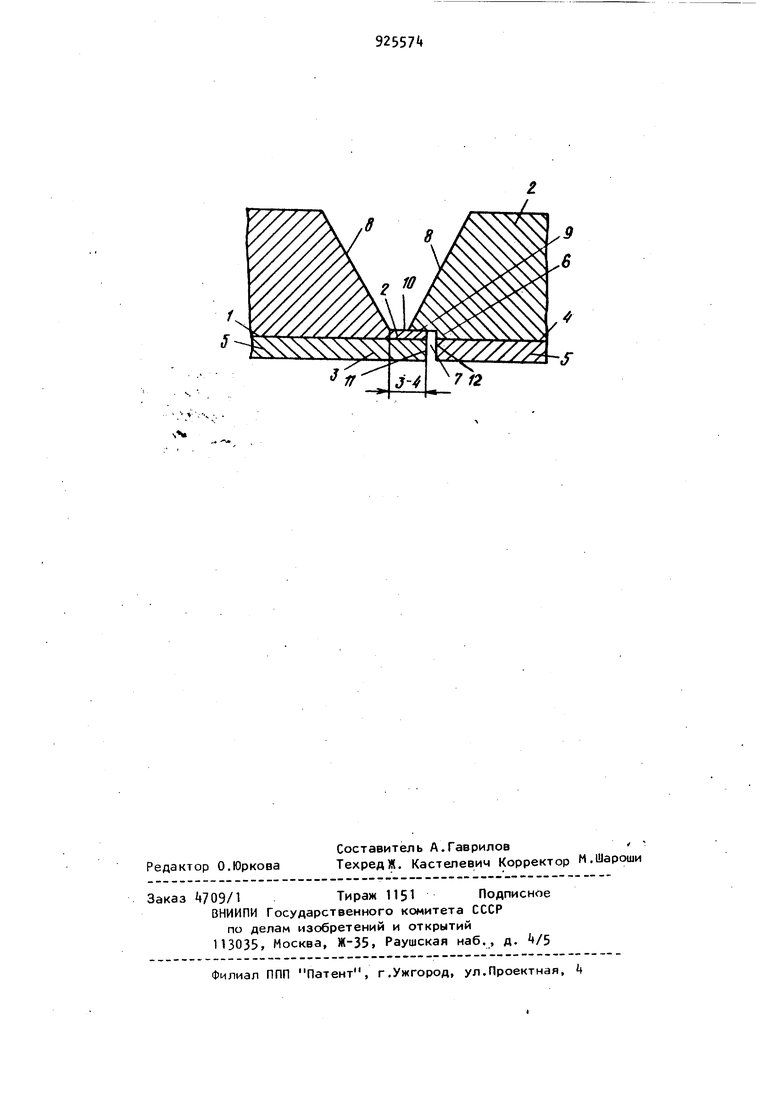
Изобретение относится к области сварки плавлением и может быть приме нено в судостроительной, авиационной и химической отраслях промышленности Известен способ соединения встык плакированных материалов, предусматривающий вначале сварку основы, а затем наплавку плакирующего материала Cl. Однако в тех случаях, когда материалы основы и плакировки резко отличаются своими (физическими, механическими и физико-химическими свойствами (например, алюминиевый сплавтитановый сплав) качественную наплав ку плакировки осуществить невозмож- . но из-за образования хрупких интерме таллических соединений, приводящих к образованию трещин и расслоений. Если же вначале сваривают плакировку, а затем после наплавки промежуточного слоя (например, чистого алюминия) основу, то удается получить качественное сварное соединение Однако такой способ обладает существенным недостатком, заключающимся в том, что при соотношении толщины плакировки и основы менее 1/3 Нри сварке основы в плакировке возникают значительные по величине -сжимающие напряжения, которые вызывают ее пластическое дес)юр1мирование вплоть до потери устойчивости (выпучивание). Другим недостатком является необходимость наличия в большинстве случаев промежуточного (барьерного) слоя, что существенно усложняет технологию. Цель изобретения - повышение качества сварного соединения путем исключения химического взаимодействия между основой и плакировкой. Цель достигается тем, что по способу сварки плавлением плакированных материалов, включающем подготовку кромок, сборку и последующую сварку сначала основы, а затем плакировки, на одной из кромок со стороны основы выполняют выступ, состоящий из слоя материала основы и материала 9 плакировки, а на другой со стороны плакировки - проточку, глубиной, равной толщине выступа, устанавливают выступ в проточку- с зазором между их торцами, равным 0,8-1,0 ; величины поперечной усадки при сварке основы, а сварку плакировки ведут с проплавлением в пределах 0,8 0,9 ее толщины. Предлагаемый способ поясняется чертежом. На детали 1 со стороны основы 2 выполняют вуступ 3 шириной от 3 до 4 мм, на котором оставляют слой основы Ц толщиной 0,2-1 мм, а на детали соответственно со стороны плакировки 5 проточку 6. Длину проточ ки выполняют такой, чтобы зазор 7 в стыке, кромок плакировки, соответствовал 0,8-1,0 величины поперечной усадки основы при ее сварке. Выбор формы и геометрических размеров элементов разделки кромок 8 основы в за висимости от типа материала и его толщины производят в соответствии с действующими стандартами. Сварку основы ведут на режиме, обеспечивающем сплавление порзрхностей 9 и 10. В процессе сварки основы за счет усадки металла зазор 7 выбирается, и по окончании ее поверхности 11 и 12 кро мок плакировки плотно прилегают дру к другу. После этого выполняют свар ку плакировки, причем режим рварки выбирают таким, чтобы обеспечить глу бину проплавления в пределах 0,8 0,9 ее толщины. Вследствие наличия в стыке плакировки сжимгиощих напряжений и нагрева металла в нерасплавле ной части стыка до пластического состояния происходит диффузионная сварка, в результате чего образуетс монолитное соединение по всей толщи не плакировки с переходом к основе без интерметаллидных соединений в зоне контакта двух металлов. Кромки соединения подготавливают обычно при помощи механизированного металлорежущего инструмента. Проведены сравнительные испытания способа сварки. Опыты проводились на плакированном материале толщиной 7 мм, имеющем в качестве основы сталь марки 10ХСНД с плакировкой из ниобия толщиной 1,2 мм, Образцы сваривали автоматической аргонодуговой сваркой неплавящимся электродом. 4 По одному из вариантов кромки плакировки были торцованы под прямым углом и частично удалена основа и выполнен скос кромок с углом раскрытия 60 , Вначале сваривали плакировку, а затем через подслой меди толщиной 0,2 мм заполняли разделку основы; по второму варианту сварку выполняли по предложенному способу, причем ширина выступа плакировки составляла мм, толщина слоя основы на нем 0,5 мм и зазор в стыке плакировки 0,6 мм. При сварке по первому варианту при отклонении значений тока более +3% в сварном соединении на границе контакта стали и ниобия наблюдается образование легкоплавких эвтектик и интерметаллидов; при -сварке по второму варианту они отсутствуют. Из сварных соединений были изготовлены образцы для испытаний на разрыв. По первому варианту сварки предел прочности сварного соединения соответствует 0,8 предела прочности основного материала, по второму -1,0 и составляет 56-59 кгс/мм , Сваривались также аргонодуговой сваркой стыковые со.единения из плакированного материала толщиной 1б мм с основой из алюминия марки АД1 и плакировкой из титана марки ВТ 1-0 толщиной 2 мм, По первому варианту кромки плакировки торцевали под прямым углом, а кромки основы выполняли со скосом с углом раскрытия , Вначале сваривали плакировку, а затем основу с присадочной проволокой марки Св-А97. Несмотря на применение жесткого технологического приспособления для закрепления кромок, в процессе сварки имела место потеря устойчивости плакировки и ее деформация в зоне сварного соединения. При сварке по второму, варианту, т,е. по предложенному способу с аналогичной разделкой кромок основы, деформация плакировки отсутствует. Соединение, полученное по второму варианту, равнопрочно основному материалу. Предложенная совокупность конструктивно-технологических приемов исключает возможность химического взаимодействия между металлами основы и плакировки при расплавлении, устраняет деформацию плакировки и упрощает технологию сварки. 5SZ Пример 1. Плакированный материал, состоящий из основы - стали ЮХСНД толщиной 5,5 мм и ниобия .толщиной 1,5 мм, сваривается в такой последовательности. Кромки соединения со стороны плакировки подготавливают в виде замкового соединения так, что ширина выступа плакировки составляет мм, ширина уступа в кромке сопрягаемой детали ,Q мм, толщина слоя основы на выступе 0,7 мм. Кромки основы выполняют с V-образным скосом с углом ракрытий 60°. Соединение основы производят автоматической аргонодуговой сваркой вольфрамовым электродом диаметром 4 мм с присадочной проволокой марки Св-08Г2С диаметром 1,6 мм на режиме: сварочный ток .260 А, напряжение дуги 12 В, скорость сварки 16 м/ч, скорость подачи проволоки 60 м/ч, расход аргона 10-12 л/мин. Для предотвращения окисления плакировки в процессе сварки основы осуществляли поддув аргона с обратной стороны замкового coeди 5 нений. Расход аргона Ц-6 л/мин. Этот режим обеспечивает выполнение сварки основы за два прохода и качественное соединение сопрягаемых поверхностей основы. Сварку плакировки производят также, без присадочной проволоки на режиме: сварочный ток 190А, напряжег ние 10 В, скорость сварки 2 м/ч., расход аргона 18 л/мин. Пример 2. Плакированный материал, состоящий из основы алюминия АД1 толщиной Ц мм и титана ВТ1толщиной 2 мм, сваривается в такой ж последовательности. Ширина выступа П кировки составляет 4 мм, ширина уст па в сопрягаемой кромке мм, тол щина слоя основы на выступе 1 мм. Основа имеет V-образную разделку с углом раскрытия кромок 70 Соединение основы выполняют ручной аргонодуговой сваркой вольфрамоаым электродом диаметром 6 мм на переменном токе с присадочной проволокой марки Св-А97 диаметром k мм на режиме: ток 50 А, расход аргона в горелку 10 л/мин, расход аргона на поддув. 4 л/мин. Соединение плакировки производят автоматической аргонодуговой сваркой вольфрамовым электродом диаметром 4 мм без присадочной проволоки-. Режим свар ки: ток 210 А, напряжение дуги 10 В, скорость сварки 12 м/ч, расход аргона 18 л/мин. Такие режимы обеспечивают сварку основы за пять проходов и плакировки за один проход без ее деформации. Способ сварки позволяет применять плакированные материалы с достаточно разнообразным сочетанием металлов основы и плакировки, при этом без введения в конструкцию соединения дополнительных элементов в виде промежуточных слоев, вставок и т.п. может быть обеспечено отсутствие химического взаимодействия этих металлов в процессе расплавления. Сварное соединениеполучается монолитным, а подбором соответствующих присадочных материалов может быть достигнута его равнопрочность основному материалу. Создание описанной выше технологии сварки плакированных материалов позволяет применять их для изготовления химических реакторов, корпусных конструкций морских приборов и аппаратов. Это, в свою очередь, обуславливает снижение веса, повышение коррозионной стойкости и снижение стоимости изготовления конструкций. Формула изобретения Способ сварки плавлением плакированных материалов, включающий подготовку кромок, сборку и последовательную сварку сначала основы, а затем плакировки, отличающийся тем, что, с целью повышения качества сварного соединения путем исключения химического взаимодействия между основой и плакировкой, на одной из кромок со стороны основы выполняЮТ выступ,состоящий из слоя материала основы-и материала плакировки, а на другой,со стороны плакировки проточку глубиной, равной толщине выступа, устанавливают выступ в проточку с зазором между их торцами, равным 0,8-1,0 величины поперечной усадки при сварке основы, а сварку плакировки ведут с проплавлением в пределах 0,8-0,3 ее толщины. Источники информации, принятые во внимание при экспертизе 1. Перевод документа МИС-317-69 (1X 155-66). Рекомендации по конструкциям соединений плакированной стали, выполняемых дуговой сваркой. Сварочное производство, 1971, N 9, с.57 60 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ сварки многослойных композиционных материалов | 1975 |
|
SU523771A1 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |