Изобретение относится к машиностроению и может быть использовано при изготовлении баллонов высокого давления для хранения жидкостей и газов, в том числе газовых баллонов для автомобильного транспорта, баллонов с воздушно-кислородными дыхательными смесями для индивидуальных средств защиты и др.
Известны облегченные баллоны, позволяющие снизить массу баллонов за счет использования более высокопрочных материалов и повысить несущую способность [1] состоящие из тонкостенной внутренней обечайки баллона, днищ с вваренными штуцерами, а также армирующей оплетки по наружной поверхности из высокопрочной стальной проволоки, стекловолокна или полимерных материалов. Недостатком таких баллонов является сложность обеспечения надежности сварных соединений.
В качестве прототипа выбран баллон [2] корпус которого состоит из верхней и нижней чашек, которые плотно прижаты одна к другой и соединены сплошным сварным швом.
Общим недостатком всех известных конструкций баллонов является невозможность выполнения наружной армирующей оплетки с утолщением в зоне кольцевого сварного шва при обеспечении постоянного наружного диаметра корпуса. Кроме того, недостатком аналогов прототипа является низкая технологичность изготовления, связанная с формированием полубаллонов (чашек) различных геометрических параметров.
Известен выбранный в качестве прототипа способ изготовления многослойных баллонов из листового металла [3] из двух полубаллонов путем сварки по обжатым к оси с целью сохранения натяга между слоями полубаллонов, кромками.
Недостатком данного способа изготовления является невозможность достижения равнопрочности сварного шва с материалом корпуса баллона.
Целью изобретения является разработка конструкции и способа изготовления баллона, обеспечивающих возможность использования в качестве материалов внутренней оболочки высокопрочные конструкционные стали и сплавы с получением равнопрочного им сварного шва с повышенной надежностью, а также возможность нанесения армирующей оплетки перемещенной толщины с получением постоянного значения наружного диаметра корпуса.
Изобретение не имеет недостатков аналогов и прототипа и позволяет упростить конструкцию за счет выполнения внутренней оболочки из двух полубаллонов с равными геометрическими параметрами в виде стаканов с днищами;
повысить надежность сварного баллона, что достигается формой внутренней оболочки, тонкостенной относительно днищ с утонением в направлении оси баллона и с утолщением кромок под сварку обжатым внутри баллона таким образом, что их наружный диаметр по крайней мере меньше наружного диаметра тонкостенной цилиндрической части (выполнение внутренней оболочки указанной формы обеспечивает установку наружной армирующей оплетки переменной толщины при обеспечении постоянного наружного диаметра корпуса);
упростить технологию, повысить коэффициент использования металла и снизить трудоемкость, для чего оба полубаллона внутренней оболочки изготавливаются по единой технологии из заготовок одного типоразмера, который получают пластической деформацией, например методом обратного выдавливания или листовой штамповки, формирование тонкостенной цилиндрической части и утолщенных внутрь полубаллона свариваемых кромок проводят ротационной вытяжкой, а затем производят обжатие утолщенных свариваемых кромок внутрь полубаллона.
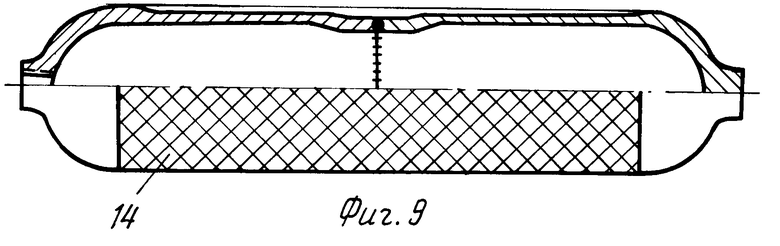
На фиг. 1 показана конструкция баллона высокого давления с упрочняющей оплеткой переменной толщины с дополнительным бандажированием сварного шва; на фиг. 2-9 схемы технологического процесса изготовления баллона высокого давления.
Баллон высокого давления (фиг. 1) включает нижний полубаллон 1 с глухим дном и верхний полубаллон 2 с резьбовым штуцером, сварной кольцевой шов 3, соединяющий полубаллоны 1 и 2 по утолщенным внутрь баллона кромкам и наружную армирующую оплетку 4 из высокопрочных материалов. Бобышка штуцера 5 и бобышка 6 полубаллона имеют одинаковые размеры и служат для крепления баллонов в устройстве при транспортировке и хранении. Наружная армирующая оплетка 4 имеет переменную толщину, образуя дополнительный утолщенный бандажный пояс 7 в зоне сварного шва 3.
Баллон может иметь второй резьбовой штуцер в нижней бобышке 6, а при необходимости бобышка 6 может быть удалена (см. фиг. 1).
Баллон высокого давления работает следующим образом.
В баллон через резьбовой штуцер 5 закачивают газ повышенного давления (Р), под воздействием которого в стенках баллона возникает сложное напряженное состояние с максимальными значениями в стенке цилиндрического участка емкости, равными:
σ [кгс/мм2] (1) (1) где σрасчм- расчетные тангенциальные напряжения, возникающие в стенке цилиндрического участка внутренней металлической оболочки баллона, кгс/мм2;
[кгс/мм2] (1) (1) где σрасчм- расчетные тангенциальные напряжения, возникающие в стенке цилиндрического участка внутренней металлической оболочки баллона, кгс/мм2;
Р давление газа в баллоне, кгс/см2;
Dнарм наружный диаметр внутренней металлической оболочки, мм;
δpасчм расчетная толщина стенки внутренней металлической оболочки, мм.
Учитывая, что предел прочности сварного соединения (σвcв ) кольцевого шва 3, соединяющего полубаллоны 1 и 2, имеет более низкий уровень предела по сравнению с основным металлом стенки баллона ( σвосн), толщину свариваемых кромок (δсв.шм ) увеличивают на величину K≥  , обеспечивающую сварному шву гарантированную равнопрочность с основным металлом, т.е.
, обеспечивающую сварному шву гарантированную равнопрочность с основным металлом, т.е.
δсв.шм≥δрасчм˙K, мм (2) где δсв.шм толщина утолщенных кромок под сварку, мм;
δвосн предел прочности основного металла, кгс/мм2;
σвсв предел прочности сварного соединения, кгс/см2.
Для обеспечения безопасности при эксплуатации за счет исключения разлета осколков при хрупком разрушении цилиндрическая часть баллона защищена наружной оплеткой (4) из высокопрочной проволоки, стекловолокна или полимерных материалов. Дальнейший эффект повышения надежности при эксплуатации и несущей способности баллона достигается увеличением толщины оплетки (S2опл) в зоне кольцевого сварного шва, т.е. дополнительное усилие сварного шва 3 бандажированием его поясом 7 толщиной ( ΔS).
Способ изготовления баллонов высокого давления представлен схемой, приведенной на фиг. 2-9.
Исходную заготовку 8 нагревают в печи и производят штамповку стакана 9 с глухим дном и бобышкой для штуцера, затем осуществляют термическую обработку, чистовое точение заготовки 10 и ротационную вытяжку полубаллона 11, а после обжима полубаллона 12 в штампе с передачей утолщений свариваемых кромок внутрь баллона осуществляют механическую обработку стыкуемых кромок полубаллонов, сварку баллона кольцевым швом по утолщенным кромкам (13), термическую обработку и оплетку баллона слоем армирующего материала расчетной толщины (14). Исходной заготовкой может служить лист, тогда производят листовую штамповку и отбортовку горловины штуцера.
Предлагаемый способ опробован при изготовлении автомобильных газовых баллонов высокого давления типа БА 140-740 емкостью 9,7 л из высокопрочного титанового сплава ТС6 (пример 1) и баллона типа БА 300-890 емкостью 52,8 л из высокопрочной стали СП28 (пример 2).
П р и м е р 1. Способ изготовления баллона типа БА 140-740 из высокопрочного титанового сплава ТС6 включает следующие операции:
точение заготовки диаметром 140 х 150 мм;
пескоочистку; обмазку стеклоэмалью ЭВТ-24;
нагрев заготовки при 1050оС в течение 1,5 ч;
штамповку стакана диаметром 140/диаметром 128 х 185 мм;
термическую обработку по режиму: нагрев 870оС, выдержка 1 ч, охлаждение в воде;
точение заготовки диаметром 145/диаметром 133,5 х 180 мм под ротационную вытяжку;
ротационную вытяжку в холодном состоянии заготовки полубаллона с утонением стенки 5,75-1,7 мм;
редуцирование по наружному диаметру с диаметром 145 мм на диаметр 135 мм утолщенной части свариваемых кромок полубаллонов;
упрочняющую термическую обработку по режиму: нагрев 425оС, выдержка 3 ч, охлаждение в воде;
подрезку торца полубаллона под сварку;
сварку кольцевого шва;
оплетку баллона внешним армирующим слоем толщиной 1,4 мм (стеклопластик на основе ровинга РВМН 10-1260-80 со связующим ЭХД-МК);
контроль.
П р и м е р 2. Способ изготовления баллона типа БА 140-740 из высокопрочной стали марки СП28 включает следующие операции:
точение заготовки диаметром 280 х 250 мм;
нагрев заготовки при 1180оС в течение 2,5 ч;
штамповку стакана диаметром 320/диаметром 270 х 420 мм;
термическую обработку по режиму: нагрев 680оС, выдержка 2 ч, охлаждение на воздухе;
точение полубаллона диаметром 310/диаметром 286 х 370 мм с утолщенными внутрь кромками под сварку;
сварку кольцевого шва;
упрочняющую термическую обработку по режиму: нагрев 950оС, выдержка 1 ч, охлаждение на воздухе + отпуск 300оС;
выдержка 2 ч, охлаждение на воздухе;
пескоочистку;
оплетку баллона внешним армирующим слоем толщиной 3,1 мм (стеклопластик на основе ровинга РВМН 10-1260-80 со связующим ЭХД-МК);
контроль.
Таким образом, изобретение позволяет
упростить устройство баллона;
повысить надежность работы за счет усиления (разгрузки) сварного соединения;
улучшить технологичность баллона, позволяющую изготавливать его из труднодеформируемых высокопрочных, в том числе коррозионно-стойких сталей и титановых сплавов;
снизить трудоемкость изготовления с одновременным повышением КИМ;
снизить массу баллона (уменьшение отношения массы к полезному объему m/v.
При эксплуатации автомобильного транспорта на газовом топливе с использованием баллонов высокого давления из высокопрочной стали марки СП28 (баллон типа БА 300-890, масса 28,6 кг, вместимость 52,8 л) взамен серийных баллонов из углеродистой стали по ГОСТ 949-73 (масса 93 кг, вместить 50 л) за счет снижения массы на 257 кг) при установке на автомобиле 4 баллонов) и при пробеге автомобиля 100 тыс. кг обеспечивается повышение коммерческой загрузки при перевозках грузов на 25700 т/км.
Таким образом, изобретение по сравнению с прототипом обеспечивает достижение положительного эффекта и обладает критерием "положительный" эффект.
Использование изобретения не требует дополнительного переоборудования предприятий.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1996 |
|
RU2168083C2 |
| БАЛЛОН СВАРНОЙ ВЫСОКОГО ДАВЛЕНИЯ "ПРЭТТИ" | 1998 |
|
RU2145398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И/ИЛИ ВОССТАНОВЛЕНИЯ АЦЕТИЛЕНОВЫХ БАЛЛОНОВ С ЗАПОЛНЕНИЕМ ВОЛОКНИСТОЙ ПОРИСТОЙ МАССОЙ "ПРЭТТИ" | 2001 |
|
RU2226443C2 |
| БАЛЛОН СВАРНОЙ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2213904C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2145920C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2000 |
|
RU2268427C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| Способ изготовления тонкостенных осесимметричных оболочек | 2016 |
|
RU2649477C1 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении баллонов высокого давления для хранения жидкости и газов, в том числе газовых баллонов для автомобильного транспорта. Баллон состоит из внутренней с кольцевым сварным швом оболочки с днищами, штуцера по крайней мере в одном днище, и наружной армирующей оплетки переменной толщины. Переменная толщина оплетки достигнута за счет выполнения внутренней оболочки из двух полубаллонов с равными геометрическими параметрами в виде стаканов с днищами, при этом цилиндрическая часть стаканов выполнена тонкостенной относительно днищ с утонением в направлении оси баллона, а сварные кромки стаканов утолщены внутрь баллона таким образом, что их наружный диаметр по крайней мере меньше наружного диаметра тонкостенной цилиндрической части. Предлагаемая конструкция баллона получена путем формования полубаллонов с днищами из заготовок одного типоразмера пластической деформацией, например объемной или листовой штамповкой, последующим формированием тонкостенной цилиндрической части с утолщенными внутрь баллона сварными кромками, сваркой, термической обработкой и установкой наружной армирующей оплетки. 2 с.п. ф-лы, 9 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления многослойных баллонов из листового металла | 1983 |
|
SU1204295A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
