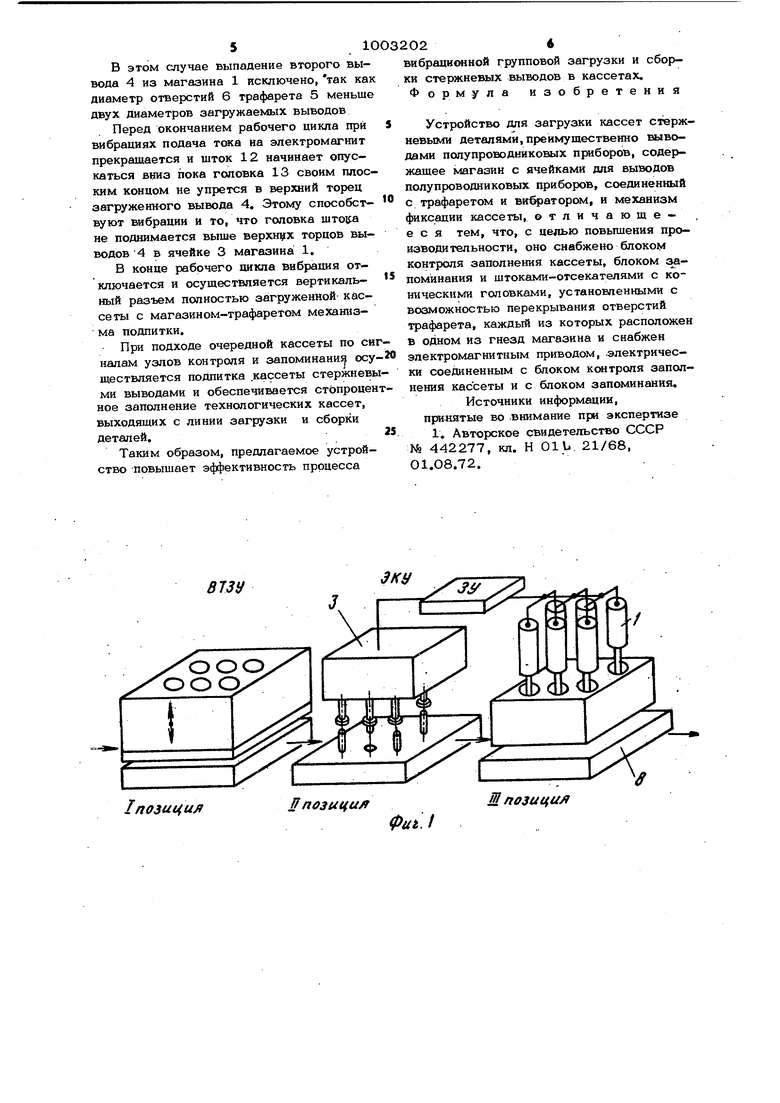
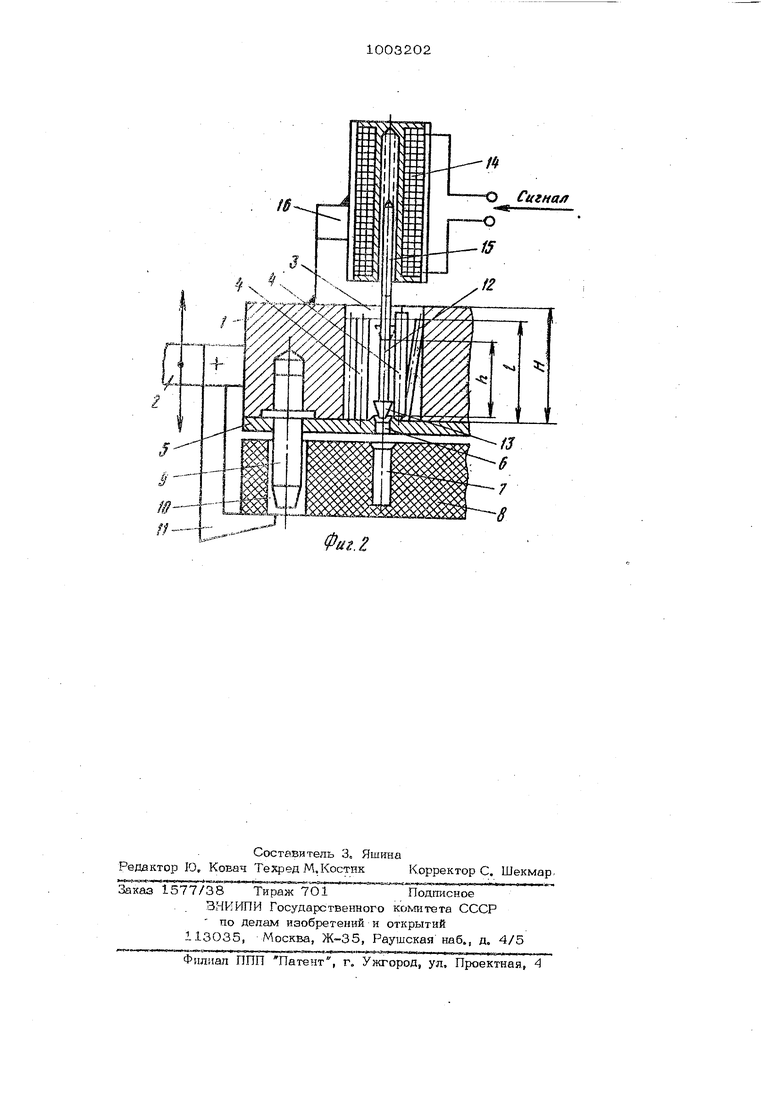
Изобретение относится к электронной технике и может быть использовано в полупрово дни новой промышленности, HJanpHмер при групповой загрузке кассет выво|дами в виде стержней в производстве металлостеклянных корпусов приборов на автоматизированных линиях. Известно устройство для групповой загрузки кассет стержневыми выводами полупроводниковых приборов, содержащее магазин с гнездами для выводов попупро водниковых приборов, соединенный с трафаретом и -вибратором, и механизм фик сации кассеты (. 1. Однако указанное устройство не обеспечивает заполнения всех гнезд трафарета вьюодак1И. Цель изобретения - повышение произво дительности. Указанная цель достигается тем, что устройство для загрузки кассет стержневыми деталями, преимущественно выводами полупроводниковых приборов, содержащее магазин с ячейками для выводов полупроводниковых приборов, соединенный с трафаретом и вибратором, и механизм фиксации кассеты, снабжено блоком контроля заполнения кассеты, блоком запоминания и щтоками-отсекателями с коническими головками, перекрывающими отверстия трафарета, каждый из которых расположен в одном из гнезд магазина и снабжен электромагнитным приводом, электрически соединенным с блоком контроля заполнения кассеты и с блоком запс минания. На фиг. 1 изображена блок-схема устройства в составе автоматизированной линии; на фиг. 2 - предлагаемое устройство, разрез, Устройство может быть использовано в автоматизированной линии для подпитки кассет стержневыми выводами. Устройство содержит магазин 1- на вибраторе 2, который снабжен ячейками 3 под загружаемые выводы 4. Толщина Н магазине 1 несколько больше длины вывода 4, а размеры ячейки по периметру не должны допускать отклонения осей попавших в нее выводов от вертикали более чем на 20-25 во избежание аакликивания и застревания. Одновременно каж дая ячейка предназначена для помещения в ней нескольких десятков выводов, что позволяет использовать однажды заполненный магазин 1 для Дозагрузки нескопь ких кассет. Снизу к магазину 1 неподвиж но крепится трафарет 5 - тонкая пластина с отверстиями 6 диаметром не более полутора диаметров выводов и расположением их в строгом соответствии с координатной сеткой гнезд 7 плиты 8 кассеты. Совмеш.ение отверстий трафарета и кассеты осуществляется узлом фиксации, состоящим из установочных пальпев 9, закрепленных в магазине и трафарете и направляющих отверстиях 1О, выполненных в кассете. Поддержание зк1ссеты в зафиксированном положении осуществляется с помощью узла замыкания в виде по пружиненных захватов 11. Каждая ячейка 3 магазина 1 снабжена штоком-отсекате- лем 12 с конусной головкой 13,, Она плоским концом, находясь в нижнем положении, входит в отверстие 6 трафарета и перекрывает его Нижняя часть штока 12, входящая в ячейку 3, и его головка 13 выпачнены из немагнитного материала например латуни, так как большинство стержневых выводов полупроводниковых n i6opoB изготавливаются из ферромагнитных материалов, например ковара или никеля. Над магазином расположены элек тромагниты 14, через катушки которых проходят штоки-отсекатели 12 своей верх ней частью 15, вьшолняющей роль якоря ц соответственно выполненной из электротехнической стали. Ход якоря и соответственно штока вверх при включении электромагнита составляет меньше высоты уровня верхних концов выводов в-ячейке магазина 1 (фиг. 2), т. е. Торед электромагнита расположен выше магазина для исключения контакта .якоря 15 с вывoдa ш 4 в ячейках магазина. Все элек тромагниты 14 размешены в плите 16, связашюй с магазином 1, и выполнены быстросъемными как отдельно, так и вмес те с плитой 16. Устройство работает следующим образом. , Технологические кассеты на J -и позиции автоматизированной линии (ВТЗУ) загружают стержневыми выводами 4 в соответствующие гнезда 7 верхней плиты 8 кассеты. Затем они поступают на /I -ю позицию (ЭКУ), где осуществляется электроконтактный контроль нйличия загруженных выводов в гнездах кассеты и, учитывая, что подпитка деталей в недозагруженные гнезда кассеты будет производиться на следующей рабочей позиции, информация с позиции, контроля должна быть принята и задержана на необходимое число рабочих циклов (от одного до нескольких), что и выполняется узлом запоминания. Далее кассета поступает в зону действия устройства для загрузки кассет для подпитки на jn -и позиции линии загрузки и .сборки. Предварительно производится подстыковка кассет к трафарету 5, при этом установочные пальцы 9 входят в направляющие отверстия 10 кассеты, чем и производится взаимная фиксация отверстий 6 трафарета с гнездами 7 верхней пдиты 8 кассеты и затем все вместе с магазином 1 подвергаются вибрации N)Vj которую получают от вибратора 2. При этом ячейки 3 магазина 1 быть заполнены выводами 4, Трафарет 5 служит дном ячеек магазина. Заполнение ячеек магазина в начапе работы может быть осуществлено при откидывании плиты 16 с электромагнитами 14 путем пропускания выводов по поверхности магазина при вибрациях либо непосредственно, в процессе подпитки кассет. Введение в рабочее положение штоков-отсекателей 12 также должно производиться при вибрациях, наличие кассеты под трафаретом обязательно как в процессе начального заполнения, так и в период подпитки. Б исходном положении механизма подпитки все ячейки загружены выводами до величины 60-80% их емкости, щтоки-отсекатели 12 находятся в крайнем нижнем положении (под действием их собственного веса) и их конусные головки 13 перекрывают отверстия 6 трафарета. При отсутствии вывода в одном из гнезд кассеты узлы контроля и запоминания подают сигнал на соответствующий электромагнит 14, в обмотке которого появляется ток, и якорь 15 втягивается, шток 12 поднимается в крайнее Bepxiiee положение, отверстие 6 трафарета 5 оказывается, свободным и вывод 4 в результате вибрации через отверстие 6 подпадает в гнездо 7 кассетьи При этом загруженный вывод 4 выходит из магазина трафарета неполностью и его верхний конец выступает поверх трафарета в магазине. В этом случае выпадение второго вывода 4 из магазина 1 исключено, так ка диаметр отверстий 6 трафарета 5 меньше двух диаметров загружаемых выводов Перед окончанием рабочего цикла при вибрациях подача тока на электромагнит прекращается и шток 12 начинает опускаться вниз пока головка 13 своим плос ким концом не упрется в верхний торец загруженного вывода 4. Этому способствуют вибрации и то, что головка mroija не поднимается выше верхних торцов выводов 4 в ячейке 3 магазина 1, В конце рабочего цикла вибрация отключается и осуществляется вертикальный разъем полностью загруженной кассеты с магазином-трафаретом механизма Подпитки, При подходе очередной кассеты по си налам узлов контроля и запоминания осу ществляется подпитка .кассеты стержневы ми выводами и обеспечивается стопроцен ное заполнение технологических кассет, выходящих с линии загрузки и сборки деталей. Таким образом, предлагаемое устройство повышает эффективность процесса вибрационной групповой загрузки и сборки стержневых выводов в кассетах. Формула изобретения Устройство для загрузки кассет стержневыми Деталями, преимущественно выводами полупроводниковых приборов, содержащее магазин с ячейками для выводов полупроводниковых приборов, соединенный с трафаретом и ви%1атором, и механизм фиксации кассеты, отличающееся тем, что, с цедью повьпиения производительности, оно снабжено блоком контроля заполнения кассеты, блоком запоминания и штоками-отсекателями с коническими головками, установленными с возможностью перекрывания отверстий трафарета, каждый из которых расположен в одном из гнезд магазина и снабжен электромагнитным приводом, .электрически соединенным с блоком кс«троля заполнения кассеты и с блоком запоминания. Источники информации, при«ятые во .внимание при экспертизе 1. Авторское свидетельство СССР № 442277, кл. Н 01U 21/68, 01.08Л2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для загрузки в кассеты выводов в виде стержней | 1972 |
|
SU444277A1 |
| Устройство для загрузки в кассету выводов в виде стержней | 1980 |
|
SU995159A1 |
| Устройство для загрузки в кассеты стержневых выводов | 1976 |
|
SU572863A2 |
| Устройство для групповой виброзагрузки стержневых деталей в кассеты | 1974 |
|
SU684790A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Устройство кассетной сборки деталей | 1977 |
|
SU1138861A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство загрузки выводов | 1972 |
|
SU469168A1 |
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
В 73 У ооо 000
Inosui u
а позици/г хШпозици/г
Фи. I
