Изобретение относится к производffTBy полупроводниковых приборов и может быть использовано для автоматического ориентирования, зазтрузки и кассетной сборки деталей, например выводов полупроводниковых приборов.
Известно устройство группового ориентирования деталей, содержащее вибратор, трафарет и размещенную под ним ориентирующую плиту, снабженные фигурными отверстиями по форме детали 1 .
Недостатокэтого устройства состоит в том, что оно требует больших затрат ручного труда и не позволяет ориентировать Г-образные детали.
Наиболее близким-к изобретению техническим решением является устройство группового ориентирования деталей, содержащее трафарет, отсекатель и размещенную под ними ориентирующую плиту, снабженные фигурными отверстиями, а также вибратор, причем ориентирукицая плита выполнена подвижной 2 .
Недостатками этого устройства являются невозможность ориентирования Г-образных деталей и низкая производительность.
Цель изобретения - повышение производительности ориентирования Г-образных деталей.
Это достигается тем, что в устройстве группового ориентирования,- содержащем трафарет, отсекатель и размещенную под ними подвижную оррентирующую плиту, снабженные фигурными отверстиями, а также вибратор, каждое фигурное отверстие ориентирующей плиты выполнено в виде двух взаимно перпендикулярных сообщающихся сквозных пазов, один из которых смещен к центру другого сквозного паза на величину, равную диаметру детали.
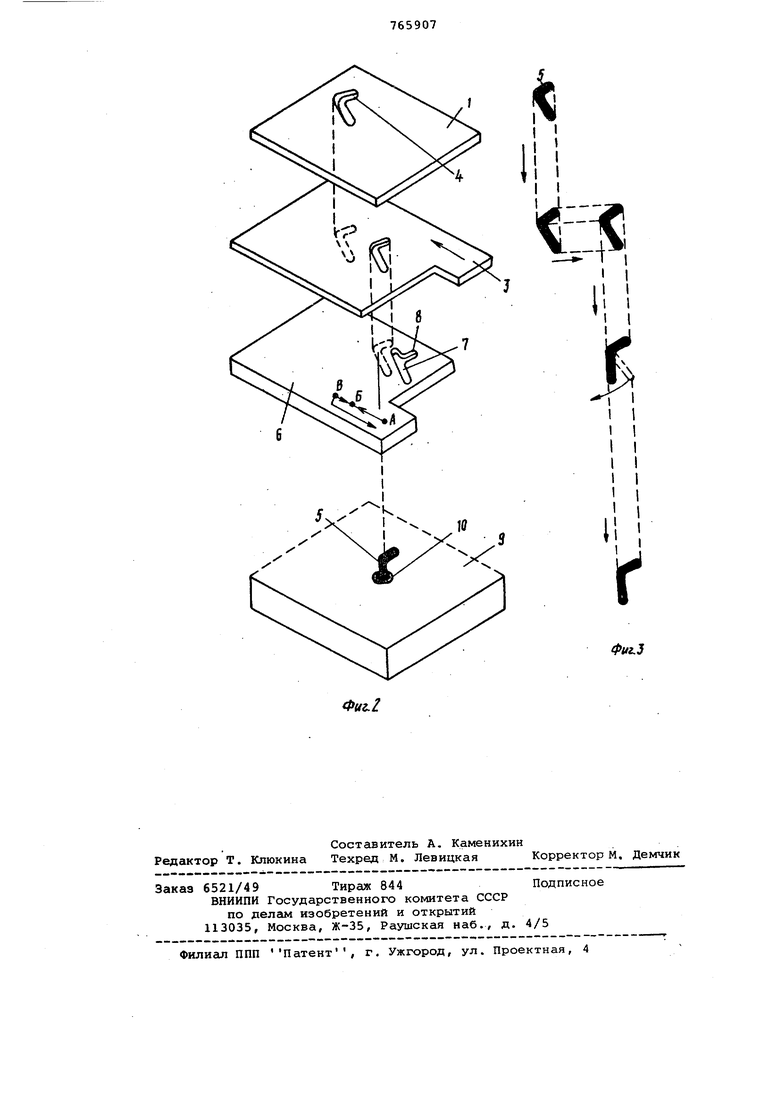
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 условно показано расположение,трафарета, отсекателя и ориентирующей ,плиты на фиг. 3 - последовательность движения ориентируемой детали.
Устройство содержит трафарет 1 на дне бункера 2 и отсекатель 3. Трафарет снабжен фигурными отверстия ми 4 по форме ориентируемой Г-образной детали 5, аналогичные отвер|Стия выполнены и в отсекателе 3. Ори3Q |ентирую1цая плита 6 выполнена подвижной в горизонтальной плоскости и снабжена сквозными отверстиями, каждое из которых выполнено в вице двух взаимно перпендикулярных сообщающихся пазов 7 и 8. При этом короткий паз 8 смещен к центру.другого, длинного паза 7 на величину, равную ди аметру детали. Под ориентирующей платой б размещена кассета 9 с гнездами 10, котораяiустановлена на вибраторе 11 с приводом вращательных колебательных движений.
Устройство работает следующим образом.
Детали 5 засыпаются навалом в бункер 2 на поверхность трафарета 1. С помощью вибратора 11 детали начинают двигаться и вращаться на поверхности трафарета, и встречая на своем пути фигурные отверстия 4, западают в них. Процесс ориентирования деталей на трафаретезаканчивается после максимального заполнения фигурНЕлх отверстий деталей. При этом отсекатель 3 находится в крайнем правом положении и перекрывает фигурные отверстия в. трафарете. Затем отсекатель 3 переводится в крайнее левое .положение и детали
5из трафарета 1 легко перегружаются в фигурные отверстия Iотсекателя 3, после чего последний вновь возвращается вправо и перемещает детали под траферет 1. Ориентирующая плита
6в.этот момент находится в положении А. Дальнейший процесс ориентирования осуществляется перемещением плиты 6 влево в положение Б, при этом длинный паз 7 плиты 6 и длинная часть фигурного отверстия 4 отсекателя 3 совпадут. В этом момент длинная часть детали 5 занимает требуемое вертикальное положение. Затем,
перемещая плиту 6 в положение В, паз 8 совместится с короткой частью фигурного отверстия .4 отсекателя 3, в результате чего детали западают в .приемные гнезда 10 кассеты 9. с Процессу ориентирования и загрузки деталей в гнезда кассеты способствуют колебания,создаваемые вибратором 11. По окончании загрузки кассеты вибратор отключается и рабочий цикл заканчивается. После этого оператор снимает загруженную кассету и устанавливает новую.
Формула изобретения
Устройство группового ориентирования деталей/ преимущественно выводов полупроводниковых Приборов, содержащее трафарет, отсекатель и размещенную под ними подвижную ориентирующую плиту, снабженные фигурными отверстиями, а также вибратор, отличающееся тем, что, с целью повышения производительности ориентирования Г-образных деталей, каждое фигурное отверстие.ориентирующей плиты выполнено в виде двух взаимно перпендикулярных сообщающихся сквозных пазов, один из которых смещен к центру другого сквозного паза на величину, равную диаметру детали.
Источники информации, принятые во внимание при экспертизе
1.Иванов А,А. Автоматизация сборки миниатюрных и микроминиатюрных изделий. М.,Машиностроение, 1977, с. 159, рис. 91.
2.Авторское свидетельство СССР № 655096, кл. Н 05 К 13/02,22.10.69 (прототип).
О,
Фиг.3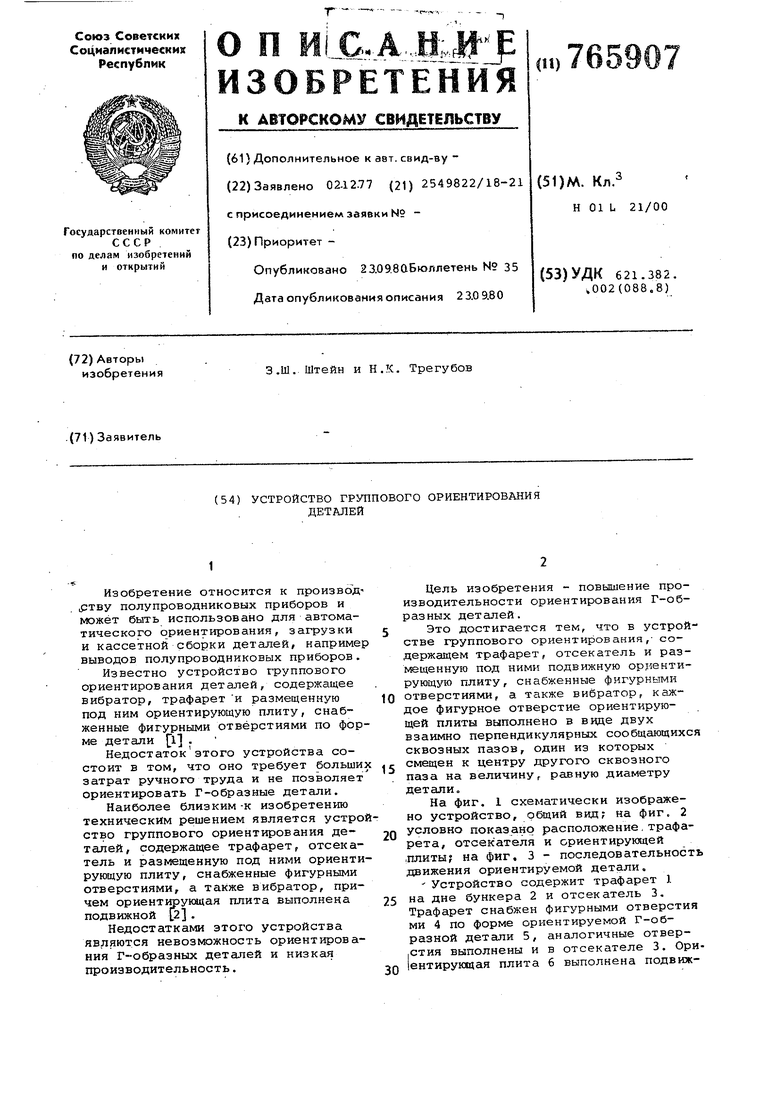

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой сборки деталей преимущественно в виде стержня с фланцем с деталями в виде диска с отверстиями | 1983 |
|
SU1233309A1 |
| Устройство для загрузки кассет стержневыми деталями | 1977 |
|
SU1003202A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Устройство групповой загрузки плоских деталей в гнезде трафарета или кассет | 1973 |
|
SU521621A1 |
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |