1
Изобретение относится к производству полупроводниковых приборов и предназначено для загрузки в кассеты стержневых деталей со смещенным центром тяжести.
Известно устройство для загрузки в кассеты выводов в виде стержней содержащее магазин с ячейками, трафарет и размещенную под ними кассету, а также отсекатель в виде пластины 1.
Недостатком этого устройства является уменьшение западания деталей в гнезда кассеты при уменьшении количества деталей в ячейках.
Наиболее близким техническим решением к изобретению является устройство для групповой загрузки стержневых деталей, содержащее магазин, каждая ячейка которого снабжена отверстием для западания деталей, щибер, установленный с возможностью возвратно-поступательного пере.мещения, размещенные под ними трафарет с отверстиями и кассету для деталей 2.
Однако в таком устройстве невозможна ориентация деталей в процессе загрузки.
Цель изобретения - повышение производительности ориентированной загрузки деталей.
Это достигается тем, что в устройстве групповой загрузки стержневых деталей, преимущественно выводов полупроводниковых приборов, содержащем магазин, каждая ячейка которого снабжена отверстием для
западания деталей, шибер, установленный с возможностью возвратно-поступательного перемещения, размещенный под ними трафарет с отверстиями и кассету для деталей, трафарет снабжен ориентатором деталей, выполненным в виде ножа, установленного в
отверстии трафарета таким образом, что его острая кромка совпадает с верхней плоскостью трафарета, а на нижней поверхности магазина выполнены трапецеидальные пазы, соосные отверстиям трафарета. Кроме того, дно каждой ячейки магазина выполнено Uобразной формы.
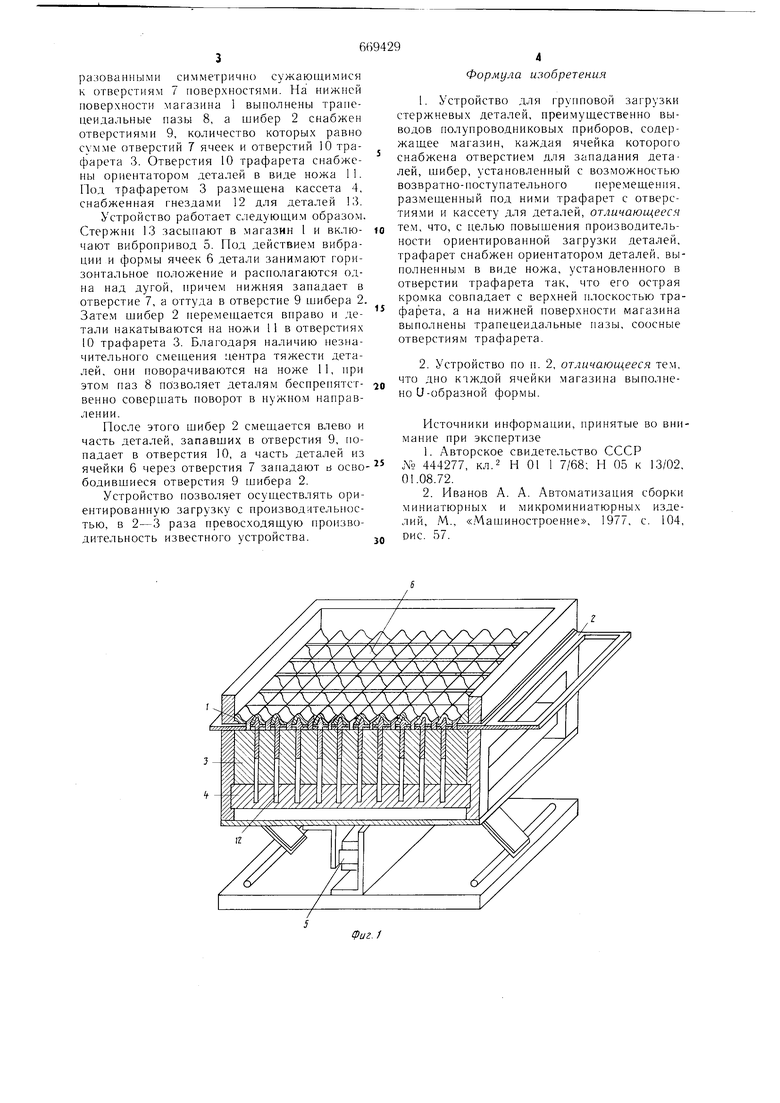
На фиг. I изображено предлагаемое устройство, общий вид; на фиг. 2 - конструкция ячеек магазина; на фиг. 3 - разрез А-.Л на фиг. 2.
Устройство для групповой загрузки стержневых деталей содержит магазин 1, щибер 2, трафарет 3, кассету 4 и вибропривод 5. Магазин 1 снабжен ячейками 6, образованными симметрично сужающимися к отверстиям 7 поверхностями. На нижней поверхности магазина 1 выполнены трапецеидальные назы 8, а шибер 2 снабжен отверстиями 9, количество которых равно сумме отверстий 7 ячеек и отверстий 10 трафарета 3. Отверстия 10 трафарета снабжены ориентатором деталей в виде ножа 11. Под трафаретом 3 размещена кассета 4, снабженная гнездами 12 для деталей 13. Устройство работает следующим образом. Стержни 13 засыпают в магазин 1 и включают вибропривод 5. Под действием вибрации и формы ячеек 6 детали занимают горизонтальпое положение и располагаются одна над дугой, причем нижняя западает в отверстие 7, а оттуда в отверстие 9 щибера 2. Затем щибер 2 перемещается вправо и детали накатываются на ножи 11 в отверстиях 10 трафарета 3. Благодаря наличию незначительного смещения центра тяжести деталей, они поворачиваются на ноже 11, при этом наз 8 позволяет деталям беспрепятственно совершать поворот в нужном направлении. После этого щибер 2 смещается влево и часть деталей, запавщих в отверстия 9, попадает в отверстия 10, а часть деталей из ячейки 6 через отверстия 7 западают ь осво бодивщиеся отверстия 9 щибера 2. Устройство позволяет осуществлять ориентированную загрузку с производ;-1тельпостью, в 2-3 раза превосходящую производительность известного устройства. Формула изобретения 1.Устройство для групповой загрузки стержневых деталей, преимущественно выводов полупроводниковых приборов, содержащее магазин, каждая ячейка которого снабжена отверстие.м для западания деталей, щибер, установленный с возможностью возвратно-постунательного перемещения, размещенный под ними трафарет с отверстиями и кассету для деталей, отличающееся тем, что, с целью повышения производительности ориентированной загрузки деталей, трафарет снабжен ориентатором деталей, выполненным в виде ножа, установленного в отверстии трафарета так, что его острая кро.мка совпадает с верхней плоскостью трафарета, а на нижней поверхности магазина выполнены трапецеидальные назы, соосные отверстиям трафарета. 2.Устройство по п. 2, отличающееся те.м, что дно К1ЖДОЙ ячейки магазина выполнено U-образной формы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР Л 444277, КЛ.2 Н 01 1 7/68; П 05 к 13/02, 01.08.72. 2.Иванов А. А. Автоматизация сборки миниатюрных и микроминиатюрных изделий, /V., «/Машиностроение, 1977, с. 104, рис. 57.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки в кассету выводов в виде стержней | 1980 |
|
SU995159A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство кассетной сборки деталей | 1977 |
|
SU1138861A1 |
| Устройство для групповой загрузки деталей | 1980 |
|
SU897469A1 |
| Устройство для ориентации стержневыхдЕТАлЕй, пРЕиМущЕСТВЕННО C лыСКОй HA КОНцЕ | 1978 |
|
SU828264A1 |
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство для загрузки кассет стержневыми деталями | 1977 |
|
SU1003202A1 |
| Устройство для загрузки плоскихВыВОдОВ B КАССЕТы | 1978 |
|
SU801142A1 |

