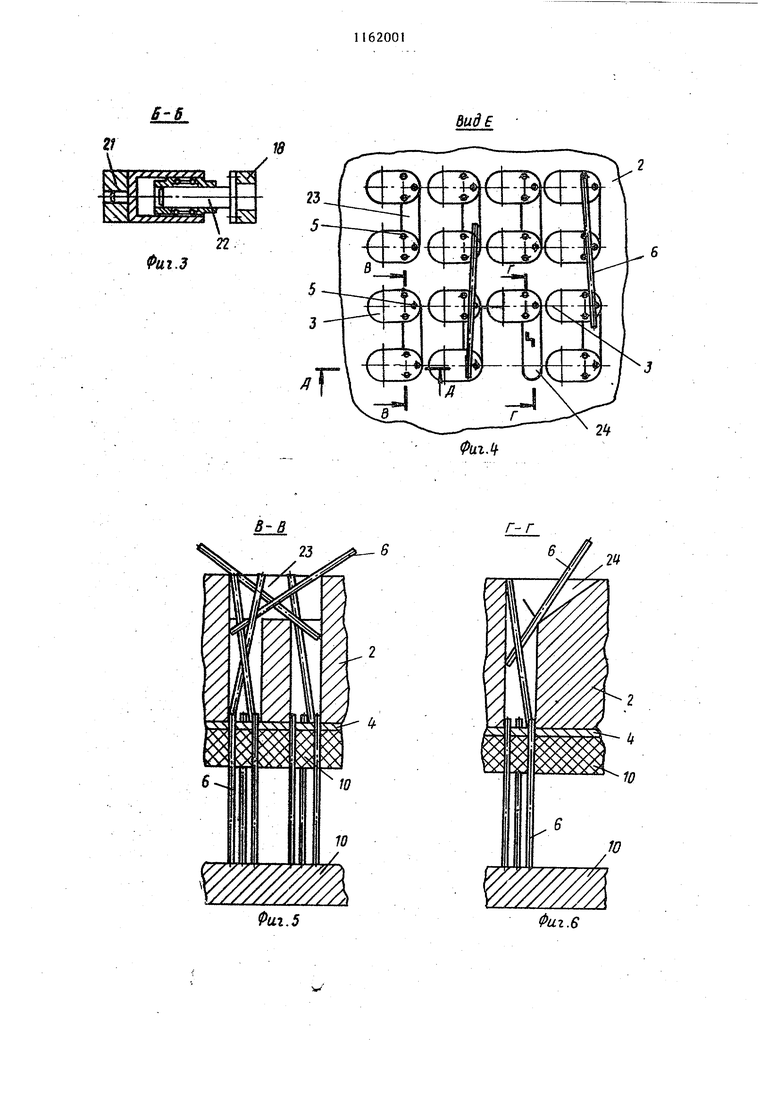
Изобретение относится к производству электронных приборов и может быть использовано для загрузки в кассеты деталей, преимущественно в виде стержней, например для загрузки выводов металлостеклянных корпусов пол проводниковых приборов, в электронной и других отраслях промышленности Известно устройство для загрузки стержневых деталей в кассеты, содержащее установленный на основании с в можностью колебаний, и качания вокру оси, перпендикулярной направлению ег колебаний, бункер, под которым закре лен м1агазин, выполненный в виде расположенных последовательно одна над другой решеток с ячейками различного сечения, под которым установлена кас сета, при этом решетка с мелкими яче ками прилегает непосредственно к кас сете tlj . Недостатками данного устройства являются низкие производительность и надежность в работе вследствие того что детали не могут перемещаться по поверхности решеток и заполняют ячейки решеток магазина неравномерно с различной плотностью заполнения, что приводит к неполной загрузке гнезд кассеты, а также к заклиниванию деталей в переполненных ячейках решеток магазина. Наиболее близким к предлагаемом по технической сущности является устройство для загрузки деталей, преимущественно в виде стержней, в кассеты, содержащее установленньй на основании с возможностью колебаний бункер, под которым закреплен магазин, вы полненный в виде плиты с отверстиями, и трафарет с отверстиями для выгрузки деталей, установленный под магазином, при этом на плите магазина вьшолнены заходные поверхности, сообщающиеся с его отверстиями if . Известное устройство также не обес печивает высокой производительности и надежности в работе вследствие того, что в процессе его работы не производится дозагрузка ячеек магазина деталями, не -Регулируется степень заполнения ячеек и не исключено закли нивание деталей вследствие переполнения ячеек магазина. изобретения - повышение производительности и надежности в работе. Поставленная цель достигается тем что в устройстве для загрузки деталей, преимущественно в виде стержней, в кассеты, содержащем установленный на основании с возможностью колебаний бункер, нод которым закреплен магазин, выполненный в виде ПЛИТЬЕ с отверстиями, и трафарет с отверстиями для выгрузки деталей, установленный под магазином, при этом на плите магазина выполнены заходные поверхности, сообщающиеся с его отверстиями, бункер устано.влен с возможностью качания вокруг оси, параллельной направлению его колебаний, отверстия плиты магазина выполнены продолговатой формы и расположены продольной осью симметрии перпендикулярной оси качания бункера, а заходные поверхности магазина выполнены в виде пазов, расположенных параллельно оси качания бункера и смещенных относительно поперечной оси симметрии отверстий плиты магазина, при этом трафарет установлен таким образом, что его отверстия для выгрузки деталей расположены напротив заходных поверхностей магазина. На фиг. 1 схематически показано предлагаемое устройство общий вид, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1, на фиг. 4 - вид Е на фиг. 1; rfa фиг. 5разрез В-В на фиг. 4; на фиг. 6 разрез Г-Г на фиг. 4 на фиг. 7 разрез Д-Д на фиг. 4 ( в положении бункера на угле загрузки (/, на фиг. 8 - разрез Д-Д на фиг. 4 ( в положении бункера на угле разгрузки/3). Устройство для загрузки деталей, преимущественно в виде стержней, в кассеты содержит бункер 1, под которьЕм закреплен магазин 2, выполненный в виде плиты с отверстиями 3, под магазином 2 устанойлен трафарет 4 с отверстиями 5 для выгрузки деталей 6. С противоположных от магазина 2 сторон в бункере 1 выполнены приемная 7 и промежуточная 8 полости для деталей 6. Под трафаретом 4 на откидывающейся платформе 9 установлены кассеты 10 для деталей 6. . Бункер 1 установлен с возможностью вращения на оси 11 качания, расположенной параллельно основанию 12 и установленной с возможностью возвратнопоступательного перемещения в отверcтиfi кронштейна 13 основания 12. Относительно оси 11 качания бункер 1 уравновешен противовесом 14. Ось 11 качания соединена с виброприводом (не показан) рычагом 15 через серьгу 16. Устройство содержит также меха 1изм поворота (не показан) бекара 1 вокруг оси 11 качания, который через тягу 17, соединеннзпо с рычагом 18 установленным на оси 19 закрепленной .на кронштейне 20 основания 12, соединен с кронштейном 21 бункера 1 полу осью 22, которая неподвижно закреплена на рычаге 18. Такая установка бункера 1 на оси 11 качания и его соединение с виброприводом и механиз-. мом поворота обеспечивает возможность колебаний бункера 1 параллельно основанию .12 и качания его вокруг оси, па раллельной направлению его колебаний. Отверстия 3 плиты магазина 2 выполнены продолговатой формы и расположены своей продольной осью симметрии перпендикулярно оси 11 качания бункера 1. На плите магазина 2 выполнены заходные поверхности, сообщающиеся с его отверстиями 3, выполненные в виде пазов 23 и 24, расположенных парал лельно оси 11 качания бункера 1 и см щенных относительно поперечной оси симметрии отверстий 3 плиты магазина 2 в направлении, противоположном оси 11 качания бункера 1. Трафарет 4 установлен таким образом, что его отверстия 5 для выгрузки деталей расположены напротив пазов 23 и 24 В зависимости от взаимного расположения отверстий 3 на плите магазин 2 заходные поверхности выполняются в виде пазов 23, соединяющих смежные отверстия 3, или в вИде пазов 24 с наклонным дном, которые сообщаются с каждым из отверстий 3 плиты магазина 2. Ширина пазов 23 И 24 вьтолняется равной ширине расположения отверстий 5 для выгрузки деталей тра фарета 4, а их глубина выполняется такой, чтобы под действием сил инерции детали 6 соскальзывали с поверхт ности плиты магазина 2 в его йтверстия 3. Ориентировочно глубина па.зов 23 и 24 равняется третьей части длины деталей 6, а их длина одинакова. Механизм поворота бункера 1 обеспечивает его наклон относительно .вертикали на угол з агрузки к равный л-15 , ив противоположную сторону на угол сброса |3 , равный приблизительно 45 , при таком угле по11014 ворота детали 6 (выводы электронных приборов) сбрасываются в приемную . полость 7, не западая в отверстия 3 магазина 2. Продолговатая форма отверстий 3 плиты магазина необходима для надежного отсекания деталей jipn замене кассет 10 за счет их смещения относительно отверстий 5 для выгрузки деталей трафарета 4 при наклоне бункера 1 на угол сброса /3 . Устройство работает следующим образом, В исходном положении, когда 1 наклонен на угол сброса /3 , в его приемную полость 7 засыпают загружаемые детали 6 в количестве, в 15-30 раз превышающем количество отверстий 5 для выгрузки деталей трафарета 4. На платформу 9, которая находится в откинутом положении, устанавливают загружаемые кассеты 10. Платформу 9 поднимают и фиксируют относи- тельно бункера 1. При этом кассеты 10 совмещаются с нижней плоскостью трафарета 4, а оси гнезд кассет совпадают с осями отверстий 5 для выгрузки деталей трафарета 4. Включают вибропривод и механизм поворота для поочередного наклона бункера 1 на угол загрузки ей и угол сброса . Во время выстоя бункера 1 на угле загрузки детали 6 из приемной полости 7перемещаются в промежуточную полость 8 по поверхности магазина 2 над его отверстиями 3. Благодаря тому, что бункеру i сообщены колебания |вдоль оси 11 качания, детали при движении по поверхности магазина сохраняют положение, близкое тому, которое они получили в приемной полости, а именно параллельное оси 11 качания и пазам 23 и 24 магазина 2. Часть деталей, западая в пазы 23 и.. 24, попадает в отверстия 3 магазина 2 и накапливается в.них. После того как детали переместятся в промежуточную полость 8, очистив поверхность, магазина 2, бункер наклоняется в противоположную сторону на угол сброCA-j. л Перемещение бункера в положение наклона на угол сброса вьтолняют при выключенном виброприводе. Детали 6 из промежуточной полости 8возвращаются в исходноеположение, .
в приемную полость 7 Поочередное покачивание бункера 1 на угол загрузки ofJ и угол сброса / повторяют несколько раз. В положении бункера на угле загрузки Л де.тали 6 в отверстия 3 магазина 2 расположейы над отверстиями 5 для выгрузки деталей трафарета 4, через KOTOpibie они западают d гнезда кассет 10, загружая их (фиг. 5). По мере заполнения отверстий 3 магазина 2 количество западающих в них деталей 6 уменьщается и, когда детали 6 заполняют отверстия 3 магазина 2 на ширинупазов 23 и 24,попол-:, нение отверстий 3 магазина 2 деталями прекращается, так как находящиеся в них детали препятствуют западанию новых. Пополнение деталями отверстий 3 магазина 2 возобновляется после того как часть деталей 6 в отверстиях 3 магазина 2 будет израсходована на загрузку кассет 10. Таким образом, плотность деталей в отверстиях 3 магазина 2 автоматически поддерживается в оптимальных пределах. При наклоне бункера на угол сбро са /3 детали 6, находящиеся в отверстиях 3 магазина 2, перемещаются в сторону оси 1t качания и смещаются от отверстий 5 Для выгрузки деталей трафарета 4 и пазов 23 и 24. Однако перейолнения отверстий 3 магазина 2 не происходит, потому чт
на угле сбросау детали 6 возвращаются в приемную полость 7, не западая через пазы 23 и 24 в отверстия 3 магазина 2, Время выстоя бункера 1 на угле сброса уЗ в 5 раз меньше времени выстоя его на угле загрузки с6 . После того как гнезда кассет 10 будут заполнены деталями 6, бункер останавливается в исходном положении на угле сброса. Платформа 9 отстыковывается от бункера 1 и откидывается вниз. Так как детали 6 при размыкании кассет 10 находятся в отверстиях 3 магазина 2 в противоположной от отверстий 5 для выгрузки деталей трафарета 4 стороне, выпадание их из магазина 2 исключено. После замены загруженных кассет 10 На пустые цикл работы устройства повторяется. Использование изобретения позволяет повысить производительность и надежность в работе устройства для загрузки деталей, пресущественно в виде стержней, в кассеты, так как непрерывное пополнение отверстий магазина деталями по мере их расхода исключает необходимость в частом пополнении бункера деталями, поддержание постоянной степени заполнения отверстий магазина деталями повышает вероятность их западания в гнезда кассет, кроме того, исключается заклинивание деталей за счёт переполнения отверстий магазина.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой загрузки плоских деталей преимущественно в виде фланцев с буртиком | 1987 |
|
SU1443220A1 |
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Устройство групповой загрузки плоских деталей в гнезде трафарета или кассет | 1973 |
|
SU521621A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Устройство для групповой виброзагрузки стержневых деталей в кассеты | 1974 |
|
SU684790A1 |
| Устройство для загрузки в кассеты стержневых выводов | 1976 |
|
SU572863A2 |


,f-/4
.2
S6
ВидЕ
zr
ю
/
12
s
22
«.J
аг.5
г-г
24
Фаг.6 ДД Фиг.7 иг.8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ГРУППОВОЙ ЗАГРУЗКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ В КАССЕТУ | 0 |
|
SU305605A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
