(54) ПРИСПСК:ОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станкудля НАРЕзАНия РЕзьбы | 1979 |
|
SU795781A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ГЛУБИНЫ РЕЗАНИЯ НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ | 2009 |
|
RU2417866C2 |
| Приспособление к токарному станкудля НАРЕзАНия ВНуТРЕННиХ РЕзьб | 1978 |
|
SU846148A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ОТВОДА РЕЗЦА ПРИ НАРЕЗАНИИ РЕЗЬБЫ | 1969 |
|
SU248428A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| Приспособление к токарному станку для нарезания резьбы | 1987 |
|
SU1546216A1 |
| Приспособление для токарного станка | 1985 |
|
SU1306660A1 |
Изобретение относится к обработке металлов резанием, в частности к вспомогательным устройствам для нарезания резьбы.
Известно приспособление к токарному станУу для нарезания резьбы, содержащее шпиндель с патроном, упор и продольный суппорт, на котором установлено устройство для выво.да резца из резьбовой канавки, связанное со шкивом винта поперечной подачи через гибкий элемент l3«
Однако при работе приспособления вал поперечной подачи постоянно испытывает нагрузки при ударе сухаря под действием груза о собачку, что способствует образованию люфта в кинематической паре винт-гайка поперечной подачи, и в конечном итоге сказывается на точности подачи. Конструктивное выполнение устройства вывода резца из резьбовой канавки позволяет нарезать только внутреннюю резьбу. Кроме того, приспособление конструктивно сложно.
Целью изобретения является упрощение конструкции
Поставленная цель достигается тем, что устройство для вывода резца из резьбовой канавки выполнено в виде
направляющей стойки с пазом и каретки, установленной на указанной стойке с возможностью взаимодействия с криволинейным пазом и упором, смонтированным на патроне шпинделя станка.
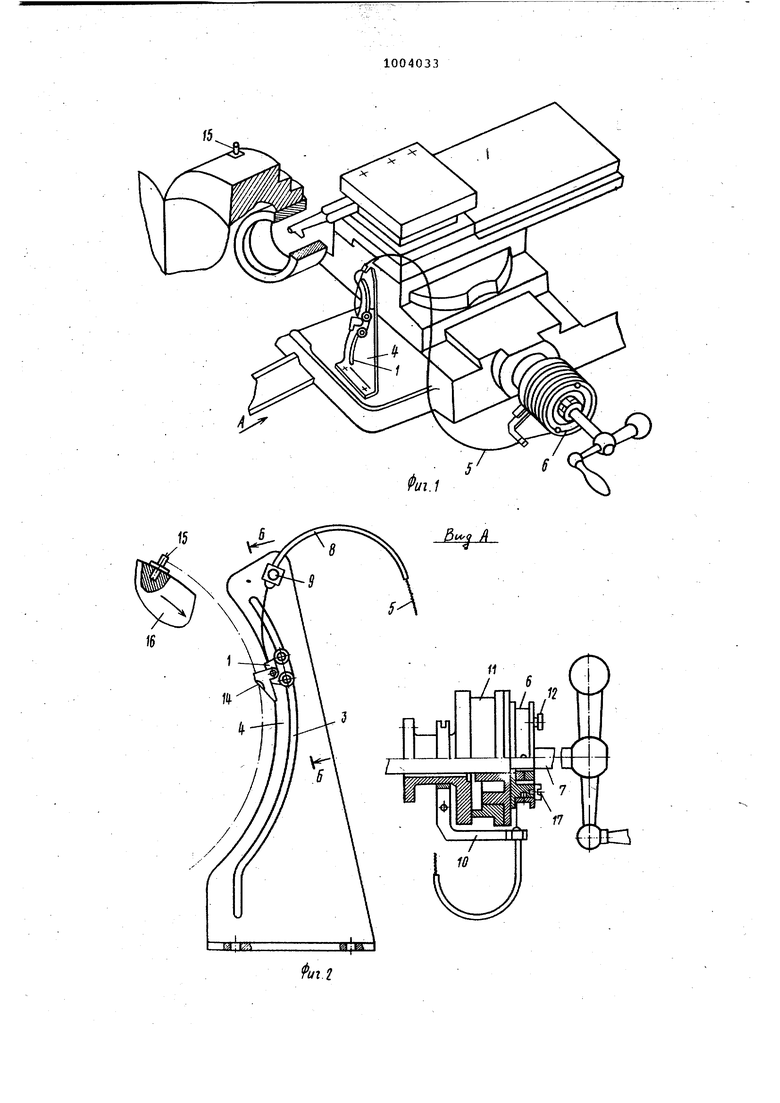
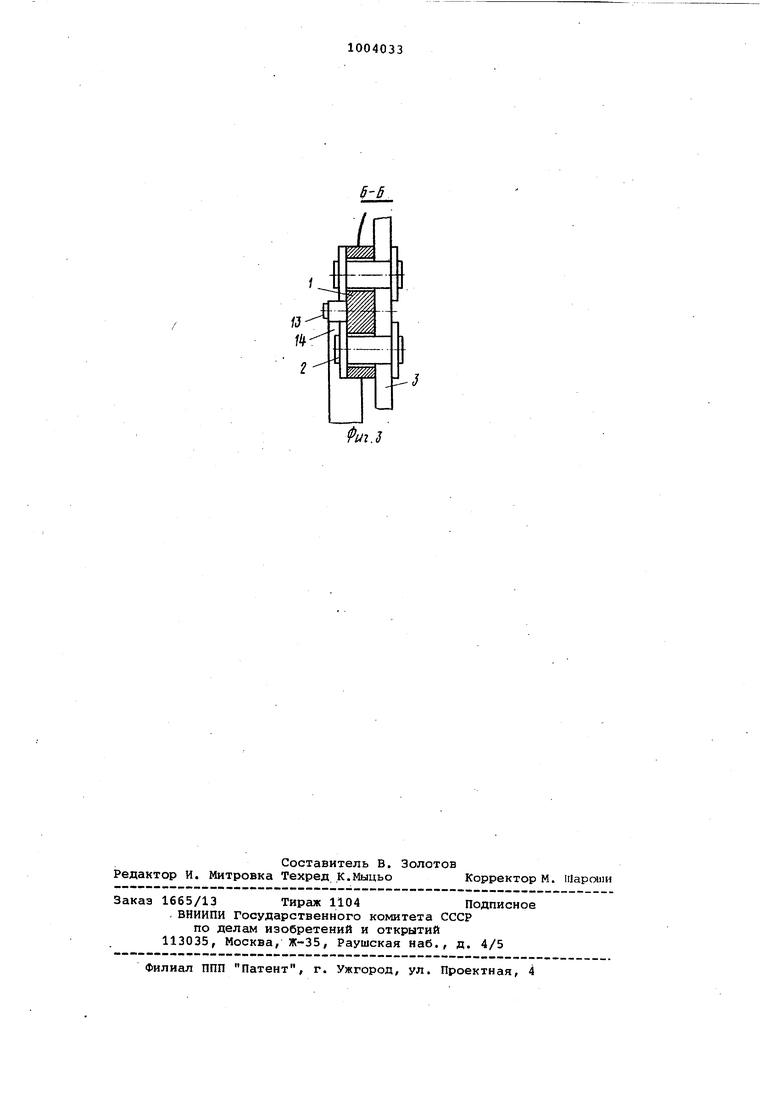
На фиг. 1 показано приспособление, общий вид, на фиг. 2 - вид А на фиг. 1, на фиг. 3 - разрез Н-Б на фиг. 2.
Приспособление состоит из каретки 1, ролики 2 которой смонтированы в криволинейном пазу 3 направляющей стойки 4. Каретка 1 связана тросом 5 с подвижной частью шкива 6, установленного на валу 7 поперечной подачи. Трос 5 проходит внутри оплетки 8, один конец которой зафиксирован винтом 9 на направляющей стойке 4, а другой-на кронштейне 10, выполненном в виде хомута и закрепленном на ступице лимба 11. Шкив 6 имеет отверстие, через которое выходит фиксирующий виит 12 лимбового устройства.
В прямоугольной выточке каретки 1 на оси 13 щарнирно смонтирован эксцентрик 14 так, что опирается плечом на одну из сторон выточки. Стойка 4 крепится на станине продольного суппорта, а упор 15 - на патроне 1G шпинделя станка с таким расчетом, чтобы упор 15 мог взаимодейство вать с эксцентриком 14 каретки 1 при движении продольного суппорта в сторону патрона. Подвижная часть шкива стопорится винтом 17. Приспособление работает следующим .р бразом. Вершина резца устанавливается на величину зазора между резцом и резьбовым отверстием. Каретка 1 отводится по криволинейному пазу 3 в крайнее нижнее положение. Подвижная часть шкива б поворачивается от руки до тех пор, пока трос 5 не натянется и не выведет каретку 1 на исходную позицию, после чего подвижная часть шкива стопорится винтом 17. Затем вершину резца подводят к нарезаемой поверхности. Трос 5 при этом наматывается на шкив 6, поднимая каретку 1 по криволинейному пазу 3 вверх. Лимб 11 устанавливают на нул а резец - на длину резьбы в отверстии. При установке толщины срезаемой стружки по нониусу каретка 1 поднимается еще выше по пазу 3. Перемещением суппорта нарезают резьбу. Как только каретка попадает в плоскость вращения упора, последНИИ воздействует на эксцентрик 14 и отводит каретку 1 вниз. Каретка тянет за собой трос 5, который, сма тываясь со шкива, поворачивает вал 7 поперечной подачи и выводит резец из канавки на заданную величину зазора с резьбовым отверстием. Резец выводят из отверстия, ставят по нониусу лимба нужную толщину для следующего прохода и цикл повторяется. При вращении шпинделя в обратную сторону упор 15 поворачивает эксцен рик 14 вокруг оси, оставляя каретку 1 неподвижной. По окончании взаимодействия упора 15 с эк::центриком 14 последний вновь возвращается в исходное положение под действием вращающего момента силы тяжести. Для переналадки приспособления на нарезание наружной резьбы достаточно отпустить винт 17, сменить ре зец, отвести его и установить в положение для нарезания наружной резь бы, вновь закрепить подвижную часть шкива б винтом 17. Чтобы перейти на другие виды работ на.токарном станке, достаточно отсоединить трос 5 от шкива 6 и завести каретку 1 в крайнее нижнее положение. Упор 15 шпинделя при кра нем нижнем положении каретки 1 не взаимодействует с ее эксцентригсом 14 . В сравнении с прототипом предлагаемое приспособление к токарному станку для нарезания резьбы имеет ряд преимуществ. Конструкция механизма вывода резца из резьбовой канавки исключает ударные нагрузки на вал поперечной подачи, вследствие наличия гибкой связи в передаче от каретки на шкив. Приспособление универсально, так как позволяет нарезать как внутреннюю, так и наружную резьбу без изменения конструкции приспособления. Достигается это тем, что в механизме вывода резца из резьбовой канавки каретка движется вверх независимо от направления намотки гибкого элемента на шкив, т,е. независимо от напратвления поперечной подачи ;резца. Кроме TODO, оно проще по конструкции всех ранее известных приспособлений для нарезания резьбы с автоматическим выводом резца из резьбовой канавки, так как состоит из небольшого количества несложных деталей и не содержит механизмов, удерживающих вал поперечной подачи от поворота, и устройств, фиксирующих отдельные детали механизмов при установке резца на следующий проход. Наличие гибкой связи в передаче позволяет исключить применявшиеся ранее в механизмах металлоемкие детали. Простота монтажа приспособления и удобство в эксплуатации предполагает широкое применение его в мелкосерийном производстве. Формула изобретения Приспособление к токарному станку для нарезания резьбы, содержащее шпиндель с патроном, .упор и продольный суппорт, на котором установлено устройство для вывода резца из резьбовой канавки, связанное со шкивом винта поперечной подачи через гибкий элемент,отличающееся тем, что, с целью упрощения конструкции, устройство для вывода резца из резьбовой канавки выполнено в виде, направляющей стойки с пазом и каретки, установленной на указанной стой.ке с возможностью взаимодействия с пазом и упором, смонтированным на патроне шпинделя станка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 795781, кл. В 23 G 3/00, 1979.
д A
L .
