Изобретение относится к обработке и может найти применение при изготовлении деталей со сложным профилем, в частности при нарезании правой и левой винтовых канавок вдоль оси вращения деталей и с переходом одной канавки в другую, на универсальных токарно-винторезных станках без изменения конструкции станка.
Цель изобретения - расширение функциональных возможностей токарного станка за счет усовершенствования привода исполнительного механизма.
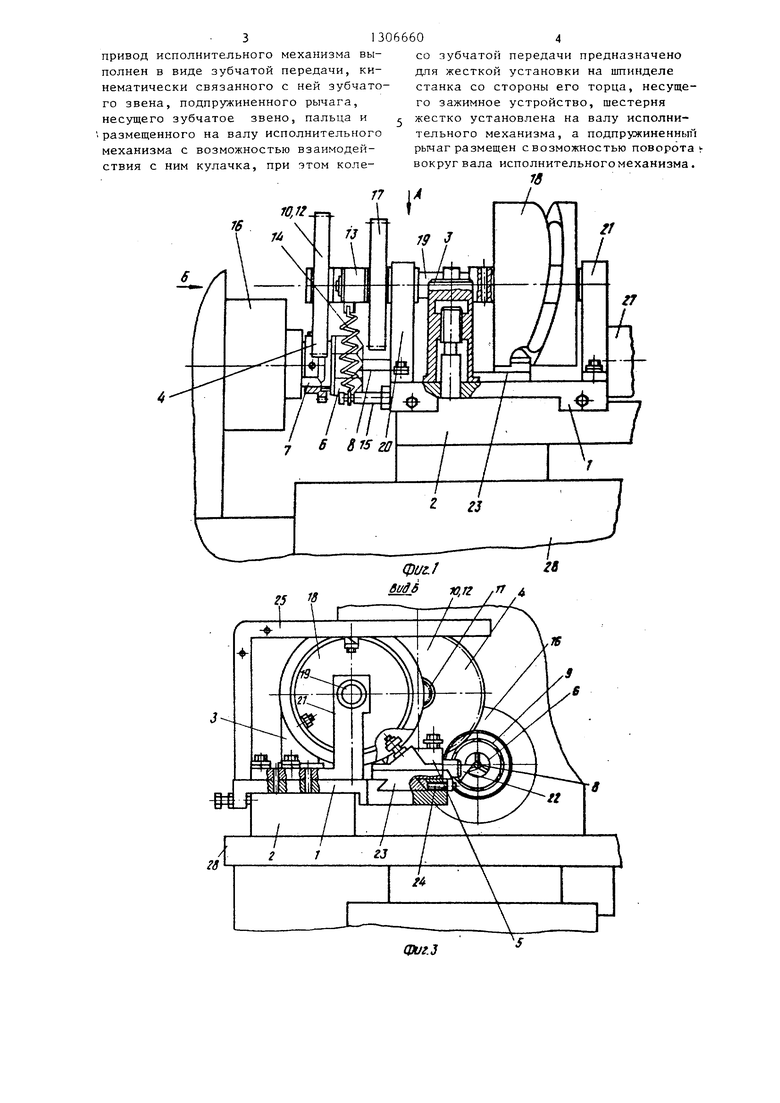
На фиг. схематически изображено приспособление доя токарного станка без кожуха; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Приспособление для токарного станка состоит из основания , установленного на переречном суппорте 2 и закрепленного гайкой 3, исполнительного механизма, имеющего привод 4 и резцедержатель 5, и зажимного устройства 6, выполненного в виде цангово25
Включается шпиндель станка, и в то же время резец начинает движение вдоль заготовки по заданной траектории, задающейся кулачком 18. Необходимая глубина резания обеспечивается поперечным суппортом и контролируется по лимбу как обычно. После обраго патрона, установленного в шпиндель 7 станка со стороны заготовки 8. Привод исполнительного механизма состоит из ведущей шестерни 9, жестко установленной на хвостовике цангового
патрона, промежуточного зубчатого ботки детали поперечный суппорт отво- звена, содержащего два зубчатых коле- дится в исходное положение, шпиндель са 10 и П, жестко насаженных с двух сторон на ось 12, которая выставлена в одно из плеч рычага 3, подпружиненного пружиной 14, один конец кото- 35 нения конструкции станка расширить рой закреплен на середине рычага 13, его функциональные возможности. Мож- а второй - на штифте 15, расположен- но изготовить детали со сложным про- ном на торце основания 1 со стороны филем, как, например, ходовой винт передней бабки 16, ведомой шестерни с правой и левой винтовыми канавками 17 и кулачка 18, которые жестко уста- 40 и переходами одной канавки в другую, новлены на валу 19, один конец котовыключается и деталь снимается.
Предлагаемое приспособление для токарного станка позволяет без изме винты с логарифмическим или другим необходимым шагом, конические детали со сложным профилем.и другие, при этом необходимо только отрегулировать 45 ход ползуна в приспособлении.
рого вставлен в другое плечо рычага 13. На основании имеются стойки 20 и 21, являющиеся опорами вала 19. Ведущая шестерня 9 взаимодействует с зубчатым колесом 10, а ведомая шестерня 17 - с зубчатым колесом 11, причем за счет того, что рычаг 13 подпружинен, зубчатое колесо 10 всегда находится в зацеплении с ведущей шестерней 9. Резец 22 устанавливается в резцедержателе 5, который крепится к ползуну 23, перемещающемуся в основании 1. Ход ползуна обеспечивается регулировочными винтами 24,55 новки в шпиндель станка, и привод ис- расположенными на торце основания 1 полнительного механизма, включающий со стороны резца 22. Привод приспо- вал, отличающееся тем, собления закрывается кожухом 25 во что с целью расширения функциональ- избежание несчастных случаев.ных возможностей токарного станка.
Приспособление работает следующим образом.
В шпиндель 7 станка устанавливается цанговый патрон 6 с жестко установленной на нем ведущей шестерней 9, а вместо резцедержателя станка устанавливается приспособление таким образом, чтобы было зацепление между ведущей шестерней 9 и зубчатым колесом 10 промежуточного звена. В цанговый патрон вставляется заготовка 8 и зажимается. При этом другой ее конец упирается в центр пиноли 26 задней бабки 27. Регулировочными винтами 24 устанавливается параллельность перемещения ползуна относительно оси шпинделя 7. Режущая кромка резца 22 должна находиться при этом на расстоянии 1-2 мм от поверхности заготовки 8. Продольным суппортом 28 выставляется исходное положение резца вдоль заготовки 8.
Включается шпиндель станка, и в то же время резец начинает движение вдоль заготовки по заданной траектории, задающейся кулачком 18. Необходимая глубина резания обеспечивается поперечным суппортом и контролируется по лимбу как обычно. После обработки детали поперечный суппорт отво- дится в исходное положение, шпиндель нения конструкции станка расширить его функциональные возможности. Мож- но изготовить детали со сложным про- филем, как, например, ходовой винт с правой и левой винтовыми канавками и переходами одной канавки в другую,
ботки детали поперечный суппорт отво дится в исходное положение, шпиндель нения конструкции станка расширить его функциональные возможности. Мож- но изготовить детали со сложным про- филем, как, например, ходовой винт с правой и левой винтовыми канавками и переходами одной канавки в другую
выключается и деталь снимается.
Предлагаемое приспособление для токарного станка позволяет без изме ботки детали поперечный суппорт отво дится в исходное положение, шпиндель 35 нения конструкции станка расширить его функциональные возможности. Мож- но изготовить детали со сложным про- филем, как, например, ходовой винт с правой и левой винтовыми канавками 40 и переходами одной канавки в другую
винты с логарифмическим или другим необходимым шагом, конические детали со сложным профилем.и другие, при этом необходимо только отрегулироват 45 ход ползуна в приспособлении.
Формула изобретения
Приспособление для токарного стан 50 ка, содержащее основание, предназначенное для установки на поперечный суппорт станка, исполнительный механизм с резцедержателем, зажимное устройство, предназначенное для устапривод исполнительного механизма выполнен в виде зубчатой передачи, кинематически связанного с ней зубчатого звена, подпружиненного рычага, несущего зубчатое звено, пальца и i размещенного на валу исполнительного механизма с возможностью взаимодействия с ним кулачка, при этом колесо зубчатой передачи предназначено для жесткой установки на шпинделе станка со стороны его торца, несущего зажимное устройство, шестерня жестко установлена на валу исполнительного механизма, а подпружиненный рычаг размещен с возможностью поворота i- вокруг вала исполнительного механизма.
76
//
ai/ffs
.j
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
| Устройство для обработки дисков | 1982 |
|
SU1021569A1 |
| Приспособление к токарно-револьверному станку в виде устанавливаемой на суппорте головки | 1940 |
|
SU61929A1 |
| Устройство для обработки внутренних поверхностей,очерченных по эквидистантам эпитрохоид | 1980 |
|
SU908539A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Зажимное устройство к станку | 1982 |
|
SU1098677A1 |
| Многошпиндельный токарный станок | 1989 |
|
SU1720801A1 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
Изобретение относится к области металлообработки, в частности к изготовлению деталей со сложным профилем. Цель изобретения - расширение функциональных возможностей токарного станка за счет усовершенствования привода исполнительного механизма. Привод исполнительного механизма выполнен в виде зубчатой передачи 9 и 17, кинематически связанного с ней зубчатого звена 10 и 11, подпружиненного рычага 13, несущего зубчатое звено, пальца и размещенного на валу исполнительного механизма с возможностью взаимодействия с ним кулачка 18. 3 ил. вид А noSepHy/no 15 (Л со о О) О5 05 17 21 78
| Ананьин С.Г | |||
| и др | |||
| Металлорежущие станки | |||
| М., 1957, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
