Изобретение относится к области механообработки и может применяться при многопроходном нарезании резьбы резцом на токарно-винторезных станках.
Известно устройство [1], которое может быть применено для ограничения перемещения поперечных салазок суппорта токарного станка, выполненное в виде многопозиционного ограничителя, состоящего из поворотного валика с упорами, предварительно устанавливаемыми на диаметр заданного прохода, и сухаря, закрепленного на поперечных салазках каретки суппорта и взаимодействующего с упорами.
Известная конструкция характеризуется трудоемкостью и неудобством отсчета, так как отсчетное устройство расположено под вращающейся заготовкой.
Технический результат заключается в повышении удобства и безопасности труда при нарезании резьбы резцом на токарно-винторезных станках путем снижения трудоемкости установки резца на заданную глубину резания, исключения ошибок при установке резца на глубину резания, выведения отсчетного устройства на безопасное место.
Устройство содержит винт, задним концом закрепленный на боковой поверхности поперечных салазок суппорта, на переднем конце винта находится гайка, имеющая лимб. Гайка опирается на втулку, которая базируется на опоре, жестко закрепленной на продольной каретке суппорта. Втулка может перемещаться в осевом направлении относительно опоры, но не может поворачиваться. Между задним концом винта и втулкой находится пружина, предназначенная для выборки зазора между винтом и гайкой.
Для установки глубины резания гайка поворачивается против часовой стрелки с отсчетом заданной величины по лимбу. Поперечные салазки суппорта механизмом станка подаются вперед до упора втулки в опору.
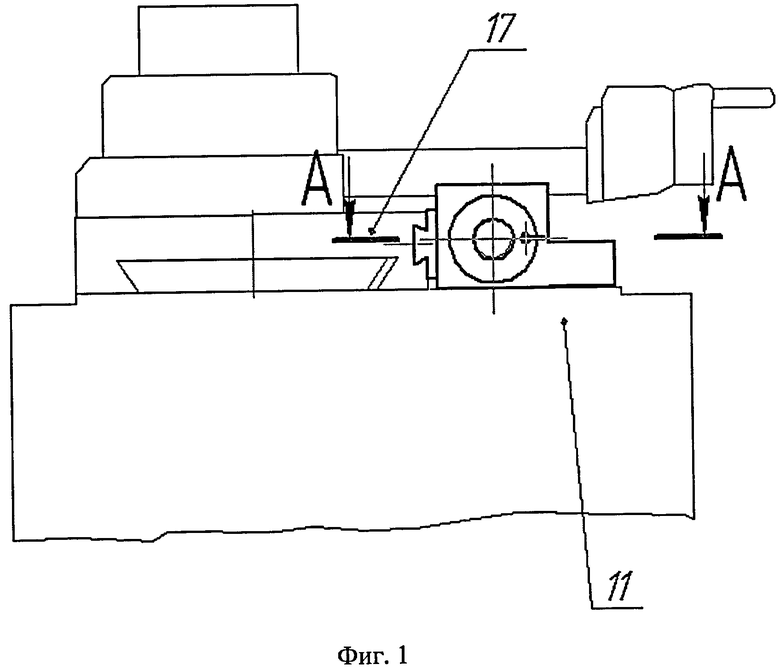
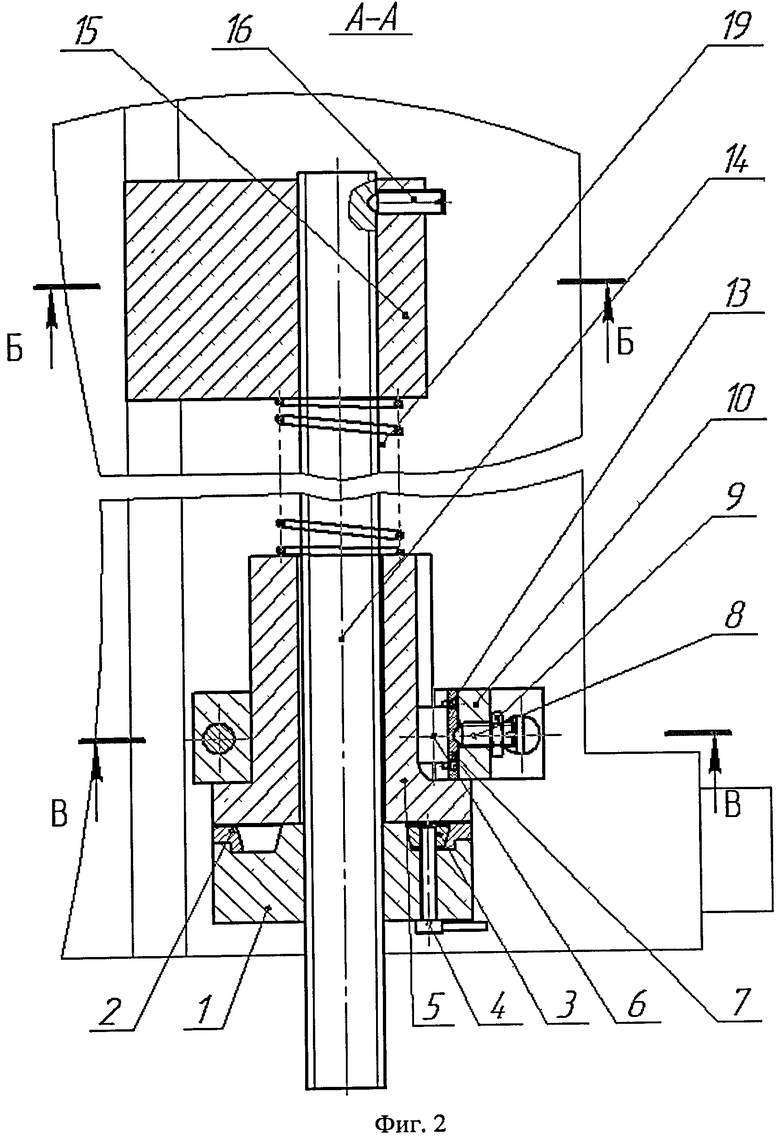
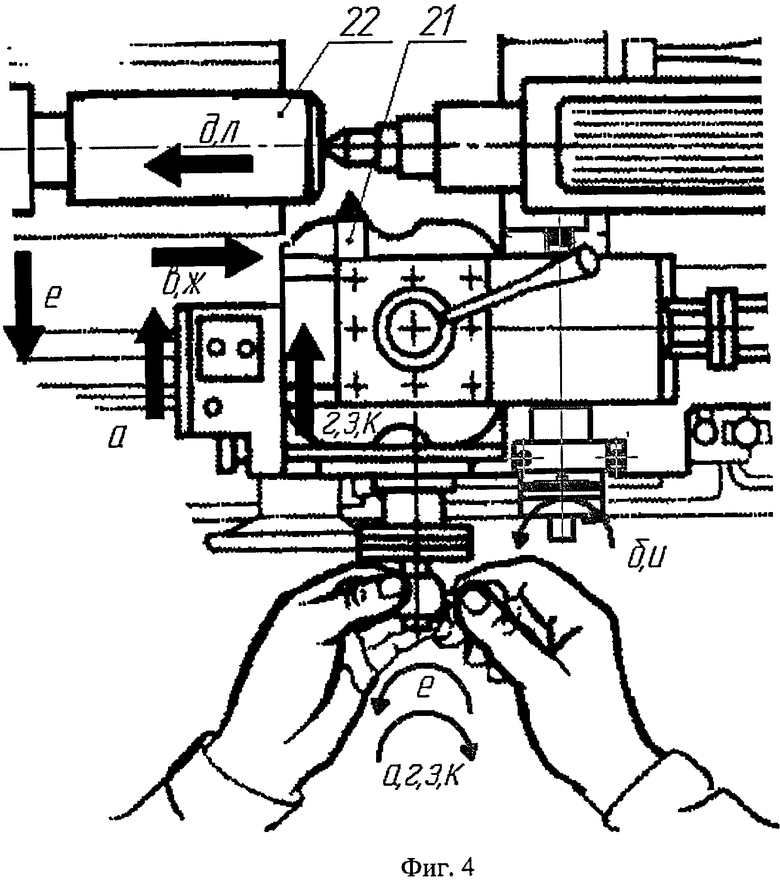
На фиг.1 показан общий вид устройства спереди вместе с суппортом токарно-винторезного станка, на фиг.2 показан продольный разрез устройства с указанием его элементов, на фиг.3 - местные разрезы по заднему кронштейну винта и по опоре, на фиг.4 показан порядок работы на станке с применением устройства.
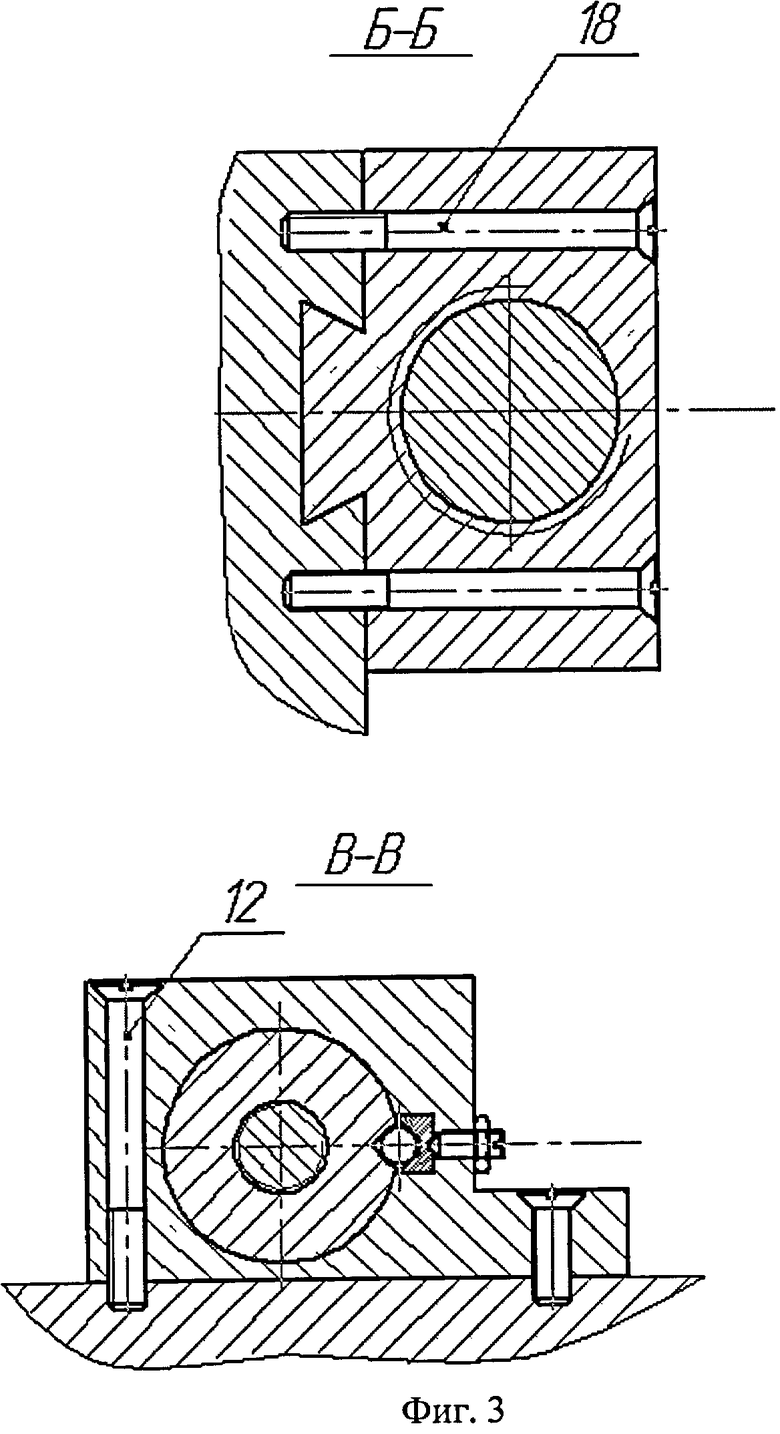
Устройство (фиг.1) состоит из гайки 1 с лимбом 2. Крепление лимба 2 на гайке 1 производится затягиванием в конический зазор между ними конического сухаря 3 при завертывании специального винта 4. Гайка 1 опирается на втулку 5. Втулка 5 предохраняется от поворота посредством ролика 6, который взаимодействует с треугольным пазом на втулке 5 и треугольным пазом на планке 7 (фиг.3). Планка 7 предназначена для регулирования зазора в соединении втулки 5 с роликом 6. Регулировка производится установочным винтом 8, который стопорится контргайкой 9. Установочный винт 8 выполняет также функцию удержания планки 7 на опоре 10. Опора 10 закрепляется на продольной каретке 11 суппорта крепежными винтами 12. Ролик 6 удерживается от выпадения двумя крепежными винтами 13 (фиг.2). Такая конструкция предотвращает образование избыточных зазоров в соединении втулки 5 с опорой 10, которые могли бы повлиять на точность отсчета. Гайка 1 взаимодействует с винтом 14, который ввинчен в кронштейн 15 и зафиксирован в нем с помощью установочного винта 16. Кронштейн 15 вводится в боковой паз поперечных салазок 17 суппорта и закрепляется крепежными винтами 18. Между кронштейном 15 и втулкой 5 находится пружина 19, которая служит для выборки зазора в передаче винт 14 - гайка 1.
Устройство работает следующим образом. Предварительно гайка 1 вывинчивается в направлении на рабочего на безопасное расстояние.
а) Поперечной подачей резьбовой резец 20 доводится до касания с поверхностью заготовки 21 (фиг.4). Гайка 1 завинчивается, тем самым перемещается вместе со втулкой 5 до касания торцом втулки 5 поверхности опоры 10. Специальный винт 4 вручную поворачивается против часовой стрелки, сухарь 3 расфиксирует лимб 2. Лимб 2 вручную поворачивается до тех пор, пока нулевое деление лимба не совпадет со штрихом на втулке 5. Специальный винт 4 поворачивается по часовой стрелке, сухарь 3 втягивается в конический зазор между гайкой 1 и лимбом 2, тем самым фиксируя лимб 2 относительно гайки 1;
б) гайка 1 вместе с лимбом 2 поворачивается против часовой стрелки до тех пор, пока напротив штриха на втулке 5 не окажется деление со значением требуемой глубины резания;
в) продольной подачей резьбовой резец 20 отводится в исходное положение перед началом нарезания резьбы;
г) производится поперечная подача до касания втулки 5 с опорой 10;
д) выполняется первый проход нарезания резьбы;
е) резец 20 отводится от заготовки 21 перемещением поперечных салазок. Вместе с поперечными салазками отводится винт 14, гайка 1 и втулка 5;
ж) продольной подачей резец 20 отводится в исходное положение за торец заготовки 21;
з) поперечной подачей резец 20 подводится вперед до тех пор, пока втулка 5 не коснется опоры 10;
и) гайка 1 вместе с лимбом 2 снова поворачивается против часовой стрелки до тех пор, пока напротив штриха на втулке 5 не окажется деление со значением требуемой глубины резания;
к) производится поперечная подача до касания втулки 5 с опорой 10;
л) выполняется следующий проход нарезания резьбы.
Указанная последовательность действий повторяется до тех пор, пока не будет нарезана резьба по всей глубине.
Источник информации, принятый во внимание
1. Слепинин В.А. Руководство для обучения токарей по металлу: Учеб. пособие для средн. проф.-техн. училищ. - Изд. 5-е. - М.: Высшая школа, 1983. - с.38.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Приспособление к токарному станку для нарезания резьбы | 1981 |
|
SU1004033A1 |
| Токарно-винторезный станок | 1988 |
|
SU1668044A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 1997 |
|
RU2132924C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПОПЕРЕЧНЫХ САЛАЗОК ТОКАРНОГО СТАНКА | 2002 |
|
RU2243862C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
Устройство снабжено винтом, закрепленным на поперечных салазках суппорта, установленной на продольной каретке суппорта опорой с размещенной в ней с возможностью осевого перемещения втулкой, пружиной, размещенной между винтом и втулкой, и гайкой с лимбом для отсчета глубины резания, взаимодействующей с винтом и опирающейся на втулку, торец которой взаимодействует с опорой. Технический результат: повышение удобства и безопасности труда путем снижения трудоемкости установки резца на заданную глубину резания и выведения отсчетного устройства на безопасное место. 4 ил.
Устройство для настройки глубины резания на токарно-винторезном станке, отличающееся тем, что оно снабжено винтом, закрепленным на поперечных салазках суппорта, установленной на продольной каретке суппорта опорой с размещенной в ней с возможностью осевого перемещения втулкой, пружиной, размещенной между винтом и втулкой, и гайкой с лимбом для отсчета глубины резания, взаимодействующей с винтом и опирающейся на втулку, торец которой взаимодействует с опорой.
| СЛЕПИНИН В.А | |||
| Руководство для обучения токарей по металлу | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - М.: Высшая школа, 1977, с.181 | |||
| Устройство для обучения работе на металлорежущих станках | 1982 |
|
SU1051558A1 |
| Вертикально-щелевая литниковая система | 1983 |
|
SU1177034A1 |
| Излучатель ультразвука | 1988 |
|
SU1615788A1 |
| Резьбонарезной станок | 1988 |
|
SU1633444A1 |
| DE 19617776 А1, 08.07.1999. | |||

