Изобретение относится к токарной обработке металлов и может быть использовано для скоростного - вихревого нарезания винтовых канавок, наружных резьб на цилиндрических деталях, а именно для получения деталей с винтовыми канавками на токарно-винторезных станках.
Известен способ вихревого нарезания наружных резьб с использованием токарного автомата с ЧПУ с высокоскоростным шпинделем и вихревой системы во фронтальном устройстве посредством колоколообразного трехлезвийного перетачиваемого инструмента с секцией, идентичной нарезаемой резьбе (Жан-Даниель Хофер, Дьер-Ив Колер «Высокоточное вихревое нарезание резьбы на токарных автоматах», ж. «Металлообработка» 2002 г., Русская версия, ООО «Инструменты. Технология. Оборудование», изд. Типография «Новости», г. Москва, стр.4-6). Длина резьбы в данном способе определяется траекторией перемещения шпиндельной бабки и максимально составляет 30 мм. Резьбу нарезают за один проход на полную глубину. При нарезании резьбы заготовка вращается в противоположном направлении шпинделю, вращающемуся с высокой скоростью в отличие от заготовки. В контакте с заготовкой во время обработки находится только одно лезвие, что обеспечивает точную обработку. Для вихревого нарезания правой резьбы устройство поворачивается вверх, для нарезания левой - вниз.
Недостатками данного способа являются применение специального колоколообразного инструмента, одновременная обработка только одной заготовки, ограничение длины получаемой резьбы 30 мм и обработка заготовки на дорогостоящем высокоточном станке с ЧПУ.
Известен способ скоростного - вихревого нарезания резьбы, принятый в качестве прототипа, который заключается в том, что закрепляют заготовку в патроне токарного станка и специально выполненном приспособлении в виде шпиндельной головки с пустотелым шпинделем, установленным на поперечных салазках суппорта станка вместо поворотной плиты и верхних салазок суппорта, к шпинделю прикрепляют четырехрезцовый резцедержатель с твердосплавными резцами, заготовку закрепляют в патроне, пропускают сквозь шпиндельную головку, установленную под углом, равным углу подъема винтовой канавки заготовки и поджимают задним центром, при этом ось вращения головки смещают относительно оси заготовки, шпиндельной головке с резцедержателем придают частоту вращения до 2000 об/мин и одновременно включают подачу станка на шаг резьбы, заготовке сообщают скорость до 20 об/мин, далее производят обработку заготовки, причем резцы при обработке касаются заготовки последовательно на коротких участках и снимают поочередно сектор металла с заготовки (П.М. Денежный, Г.М. Стискин, И.Е. Тхор. «Токарное дело», изд. «Высшая школа», г. Москва, 1979 г., уч. пособие для сред. проф.-техн. училищ, стр.132, рис.221).
Недостатками данного способа являются использование при обработке дополнительно силового привода для вращения инструмента, дополнительная настройка резцовой головки при изготовлении винтовой канавки переменного шага (изменение шага винтовой канавки), невозможность одновременной обработки нескольких заготовок.
Задачами изобретения является снижение трудоемкости обработки деталей, расширение технологических возможностей станка.
Поставленные задачи решаются за счет того, что в способе вихревого нарезания винтовых канавок, заключающемся в том, что заготовку устанавливают и закрепляют в приспособлении токарного станка со смещением относительно оси симметрии шпинделя, сообщают заготовке вращения, определяющие, соответственно, заданную величину шага винтовой канавки и необходимую скорость резания, при этом резец и заготовка контактируют через определенные промежутки времени и за один оборот приспособления режущей кромкой инструмента на заготовке выбирают сектор окружности, и отличающемся тем, что используют приспособление для закрепления одной или нескольких заготовок, опору которого закрепляют на станине станка, состоящее из центрального вала с жестко установленными на нем передним диском с закрепленными на нем передними центрами и их шестернями и задним диском с задними центрами, ведомой шестерни и связанной с ней через блок шестерен ведущей шестерни, жестко закрепленной на центральном валу, ступицу которой зажимают в патроне токарного станка, в приспособлении закрепляют посредством задних центров одну или несколько заготовок, установленных с возможностью вращения вокруг своих осей в передних центрах, а вращение одной или нескольких заготовок, определяющее заданную величину шага винтовой канавки, за счет передачи вращения шпинделя, ведут, соответственно, от шпинделя станка на ведущую шестерню, далее через блок шестерен на ведомую шестерню, через шестерню или шестерни переднего центра на одну или несколько заготовок, при этом при обработке резцом заготовки вращают как вокруг своих осей, так и одновременно вокруг оси шпинделя, сектора на заготовках на каждом из последующих оборотов приспособления образуют со смещением на угол подъема винтовой канавки, а при повторении этих циклов на заготовках нарезают канавку заданного шага, который получают за счет подбора передаточного отношения шестерни или шестерней переднего центра и ведущей шестерни приспособления и подачи резца.
Посредством данного способа можно получать винтовые канавки как на разной длины заготовках, так и винтовые канавки различного направления - левые и правые. Для обеспечения обработки заготовок разной длины на центральном валу приспособления предварительно закрепляют распорные втулки. При получении на заготовках правой винтовой канавки подбирают ведущую шестерню приспособления, делительный диаметр которой меньше делительного диаметра ведомой шестерни, а при получении на заготовках левой винтовой канавки подбирают ведущую шестерню приспособления, делительный диаметр которой больше делительного диаметра ведомой шестерни.
Способ позволяет обрабатывать одновременно заготовки с разными шагами винтовых канавок за счет изменения передаточного отношения на шестернях переднего центра приспособления.
Еще одним преимуществом по сравнению с прототипом является то, что имеется возможность обработки валов большой длины и малого диаметра, ограниченных только длиной станины станка за счет того, что на валу приспособления дополнительно жестко закрепляют как минимум два упора, выполняющих функцию люнета.
Величину шага винтовой канавки заготовок также подбирают исходя из следующей зависимости: Т=S×N/ N1, где
Т - шаг винтовой канавки (в мм),
S - подача на один оборот заготовки вокруг оси приспособления,
N - количество оборотов заготовок вокруг оси приспособления,
N1 - количество оборотов каждой заготовки вокруг собственной оси.
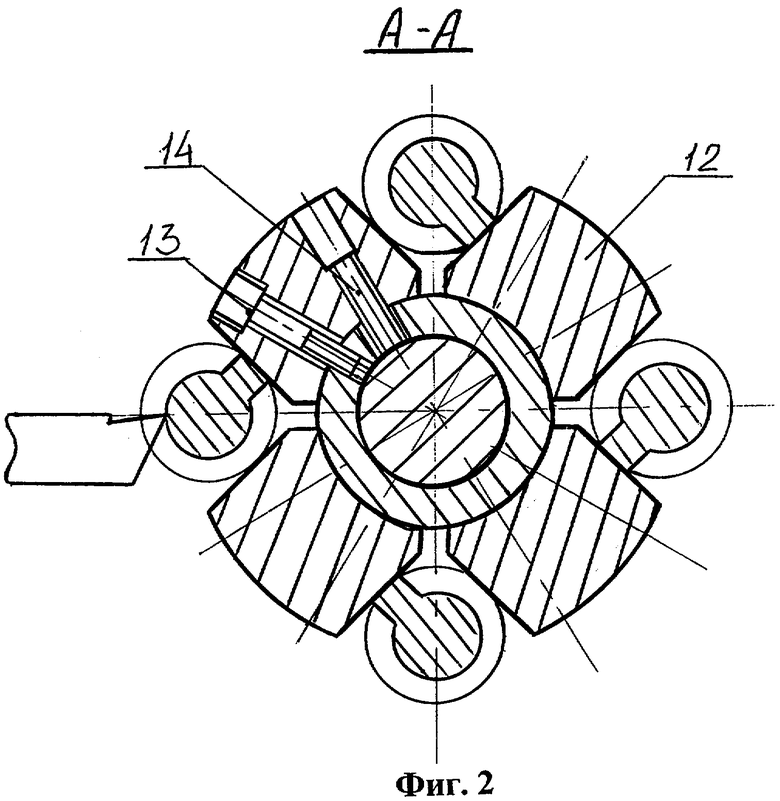
Сущность изобретения характеризуется на примере вихревого нарезания винтовых канавок на шнеках. На фиг.1 и на фиг.2 показано приспособление для закрепления одной или нескольких заготовок шнеков и вихревого нарезания винтовых канавок на данных заготовках и дан поперечный разрез приспособления. Приспособление состоит из следующих деталей. На центральном валу 1 приспособления жестко закреплены передний диск 9 и задний диск 10. В зависимости от длины обрабатываемых заготовок на валу установлен набор распорных втулок 11. По диаметрально расположенным отверстиям переднего диска закреплены несколько передних центров 5, в зависимости от количества обрабатываемых заготовок, с возможностью вращения вокруг своих осей. С передними центрами и их шестернями 5 жестко связаны или выполнены заедино шестерни передних центров 4. Все шестерни передних центров 4 находятся в кинематической связи с шестерней ведомой 3, которая имеет возможность свободно вращаться относительно оси вала 1 приспособления. Шестерня ведущая 2 жестко закреплена на валу 1 и кинематически связана с шестерней ведомой 3 через блок шестерен 6, ось которых через опору 7 закреплена на станине токарного станка. Аналогично переднему диску 9 по диаметрально расположенным отверстиям заднего диска 10 закреплены несколько задних центров 8, предназначенных для закрепления в приспособлении заготовок шнеков. На распорных втулках 11 устанавливаются, по меньшей мере, два упора 12 (фиг.2) для обработки шнеков большой длины и малого диаметра, закрепленные винтами 13 и жестко зафиксированные относительно вала 1 винтами 14.
Способ вихревого нарезания винтовых канавок на примере обработки шнеков на универсальном токарном станке с использованием приспособления для закрепления заготовок заключается в следующем. В шпинделе токарного станка закрепляют ступицу ведущей шестерни 2, а вал 1 приспособления поджимают задним центром станка. Опору 7 приспособления закрепляют на станине токарного станка таким образом, чтобы обеспечить нормальное зацепление ведущей шестерни 2 и ведомой шестерни 3 с блоком шестерен 6. Оператор закрепляет резец в резцедержателе и включает станок. За счет использования конструкции приспособления заготовки, которые оператор закрепляет, расположены со смещением относительно шпинделя токарного станка. Резец касается каждой из обрабатываемых заготовок через определенные промежутки времени. За один оборот приспособления на каждой из заготовок выбирают сектор, образуемый на следующем обороте приспособления со смещением на угол подъема винтовой канавки, при повторении этих циклов на каждой из заготовок шнеков образуется канавка заданного шага. При вращении шпинделя токарного станка вращается ведущая шестерня 2, кинематически связанная с ведомой шестерней 3 через блок шестерен 6 за счет разности делительных диаметров ведущей шестерни 2 и ведомой шестерни 3 и происходит вращение ведомой шестерни 3 относительно приспособления. Вращение ведомой шестерни 3 относительно приспособления через передние центры 5 и их шестерни 4 передается на каждую заготовку шнеков, установленных в приспособлении, поэтому кроме вращения самого приспособления внутри него каждая заготовка шнека поворачивается вокруг собственной оси с заданной скоростью. В зависимости от того, какую винтовую канавку - левую или правую - требуется получить, предварительно подбирают шестерни - ведущую 2 и ведомую 3 с разным делительным диаметром и закрепляют в шпинделе токарного станка ступицу ведущей шестерни 2 соответственно с большим или меньшим делительным диаметром по отношению к делительному диаметру ведомой шестерни 3. В процессе обработки резец за один оборот приспособления на каждом шнеке выбирает сектор окружности. За счет подачи резца, которая в десятки раз меньше шага винтовой канавки, и постепенного вращения шнеков внутри приспособления образуется винтовая канавка на каждом шнеке с шагом, который определяется подачей резца и передаточным отношением шестерен внутри приспособления. Способ позволяет одновременно получать шнеки с разными шагами винтовых канавок, предварительно, при наладке приспособления, изменяя передаточное число уже на шестернях переднего центра приспособления.
Длина шнеков, в частности шнеков, используемых в машинах пластмассового литья для перемещения пластических материалов, значительно варьируется по длине и по диаметру. Поэтому в производстве используются специальные станки для обработки данных деталей. Способ позволяет получать эти детали на обычных универсальных токарно-винторезных станках. При этом на валу 1 приспособления дополнительно жестко закрепляют как минимум два упора 12.
Такие технические решения позволяют расширить технологические возможности токарных станков и получать детали со сложными поверхностями типа винтовых с меньшей трудоемкостью по сравнению с обработкой данных деталей на токарных автоматах с ЧПУ.
Изобретение относится к токарной обработке металлов. Способ включает установку и закрепление заготовки в приспособлении токарного станка со смещением относительно оси симметрии шпинделя, сообщение ей вращений, определяющих, соответственно, заданную величину шага винтовой канавки и необходимую скорость резания, при этом резец и заготовка контактируют через определенные промежутки времени и за один оборот приспособления режущей кромкой инструмента на заготовке выбирают сектор окружности. Используют приспособление для закрепления одной или нескольких заготовок, опору которого закрепляют на станине станка. Упомянутое приспособление состоит из центрального вала с жестко установленными на нем передним диском с закрепленными на нем передними центрами и их шестернями и задним диском с задними центрами, ведомой шестерни и связанной с ней через блок шестерен ведущей шестерни, жестко закрепленной на центральном валу. Ступицу ведущей шестерни зажимают в патроне токарного станка, в приспособлении закрепляют посредством задних центров одну или несколько заготовок, установленных с возможностью вращения вокруг своих осей в передних центрах. Вращение одной или нескольких заготовок, определяющее заданную величину шага винтовой канавки, за счет передачи вращения шпинделя ведут, соответственно, от шпинделя станка на ведущую шестерню, далее через блок шестерен на ведомую шестерню, через шестерню или шестерни переднего центра на одну или несколько заготовок. При этом при обработке резцом заготовки вращают как вокруг своих осей, так и одновременно вокруг оси шпинделя, сектора на заготовках на каждом из последующих оборотов приспособления образуют со смещением на угол подъема винтовой канавки. При повторении этих циклов на заготовках нарезают канавку заданного шага, который получают за счет подбора передаточного отношения шестерни или шестерней переднего центра и ведущей шестерни приспособления и подачи резца. Расширяются технологические возможности станка и снижается трудоемкость обработки деталей. 6 з.п. ф-лы, 2 ил.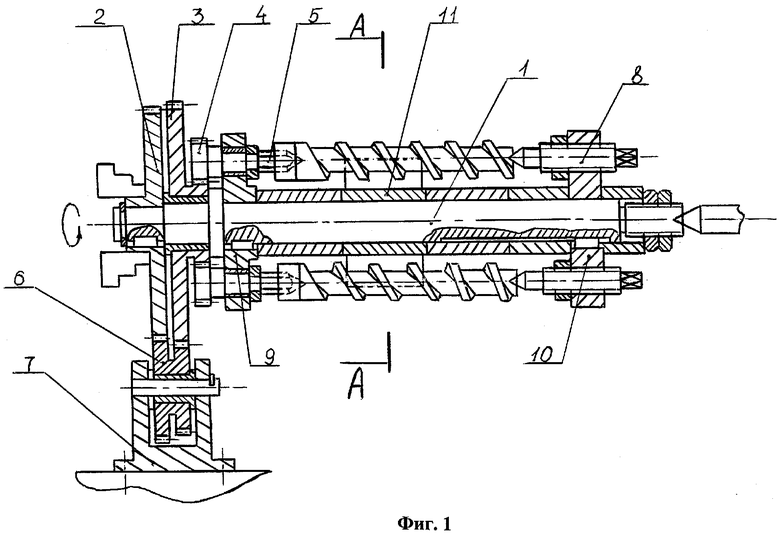
где Т - шаг винтовой канавки (мм);
S - подача на один оборот заготовки вокруг оси приспособления;
N - количество оборотов заготовок вокруг оси приспособления;
N 1 - количество оборотов каждой заготовки вокруг собственной оси.
| ДЕНЕЖНЫЙ П.М | |||
| и др | |||
| Токарное дело | |||
| М.: Высшая школа, 1979, с.132, рис.221 | |||
| Устройство для вихревого нарезанияРЕзьбы | 1979 |
|
SU837645A1 |
| СРЕДСТВО ДЛЯ ЗАЩИТЫ ОТ ПОСТОРОННИХ ВКЛЮЧЕНИЙ ДЛЯ ИЗВЛЕКАЕМОГО МЕХАНИЧЕСКОГО ПАКЕРА, ПРИВОДИМОЕ В ДЕЙСТВИЕ ПРУЖИНОЙ | 2007 |
|
RU2441974C2 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

