(54) УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2025242C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2135337C1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Установка для диффузионной сварки | 1979 |
|
SU863250A1 |
| Устройство для диффузионной сварки в вакууме | 1978 |
|
SU682338A1 |
| Установка для диффузионной сварки металлов | 1959 |
|
SU137605A1 |
| Установка для диффузионной сварки | 1986 |
|
SU1391839A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023560C1 |
| ЦЕНТРАТОР ДЛЯ СВАРКИ ТРУБ | 2003 |
|
RU2231433C1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |

1
Изобретение относится к оборудованию для диффузионной сварки материалов и может быть использовано в различных областях промышленности.
Известно устройство для диффузионной сварки, содержашее вакуумную камеру, индуктор для нагрева свариваемых деталей, расположенный вне камеры, узел создания сварочного давления и источник тока 1.
Недостатком устройства является его сложность.
Наиболее близким к изобретению по технической суш,ности и достигаемому эффекту является устройство для диффузионной сварки, содержащее вакуумную камеру, трансформатсф для нагрева свариваемых деталей, нажимной элемент, опорную плиту и узел создания сварочного давления 2.
Недостатками устройства являются сложность, обусловленная наличием гидравлической системы создания сварочного давления, и ограниченная номенклатура свариваемых деталей.
Цель изобретения - упрошение конструкции.
Поставленная цель достигается тем, что в устройстве для диффузионной сварки.
содержащем вакуумную камеру, трансформатор для нагрева свариваемых деталей, нажимной элемент, опорную плиту, узел создания сварочного давления, последний снабжен кольцевым электромагнитом постоянного тока.
С целью расщирения номенклатуры свариваемых деталей устройство снабжено стойками с регулируемой высотой, а электромагнит закреплен на них.
Стойки могут быть закреплены на опор10ной плите или на нажимном элементе.
Опорная плита выполнена с кольцевым пазом, а обмотка электромагнита размещена в нем.
Опорная плита вакуумной камеры совмещена со вторичной обмоткой трансфор15матора для нагрева свариваемых деталей.
С целью обеспечения возможности нагрева проходящим током часть вторичной обмотки трансформатора для нагрева деталей расположена на нажимном элементе и сое20 динена с другой частью вторичной обмотки гибким проводником.
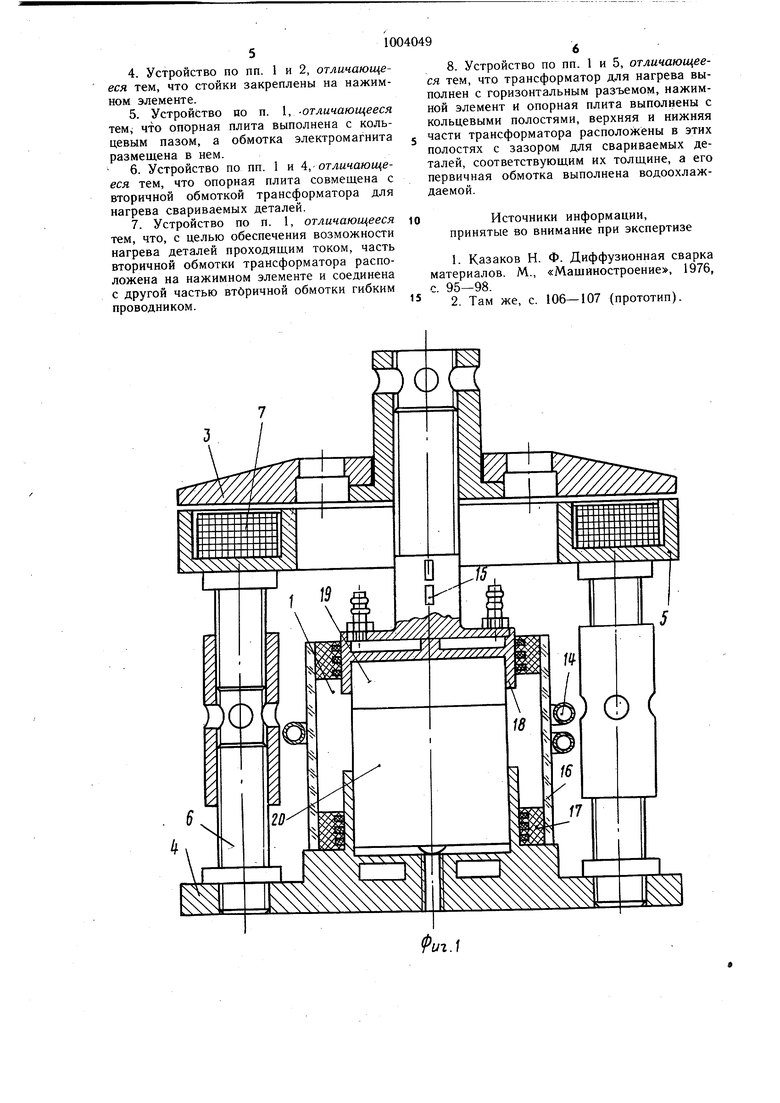
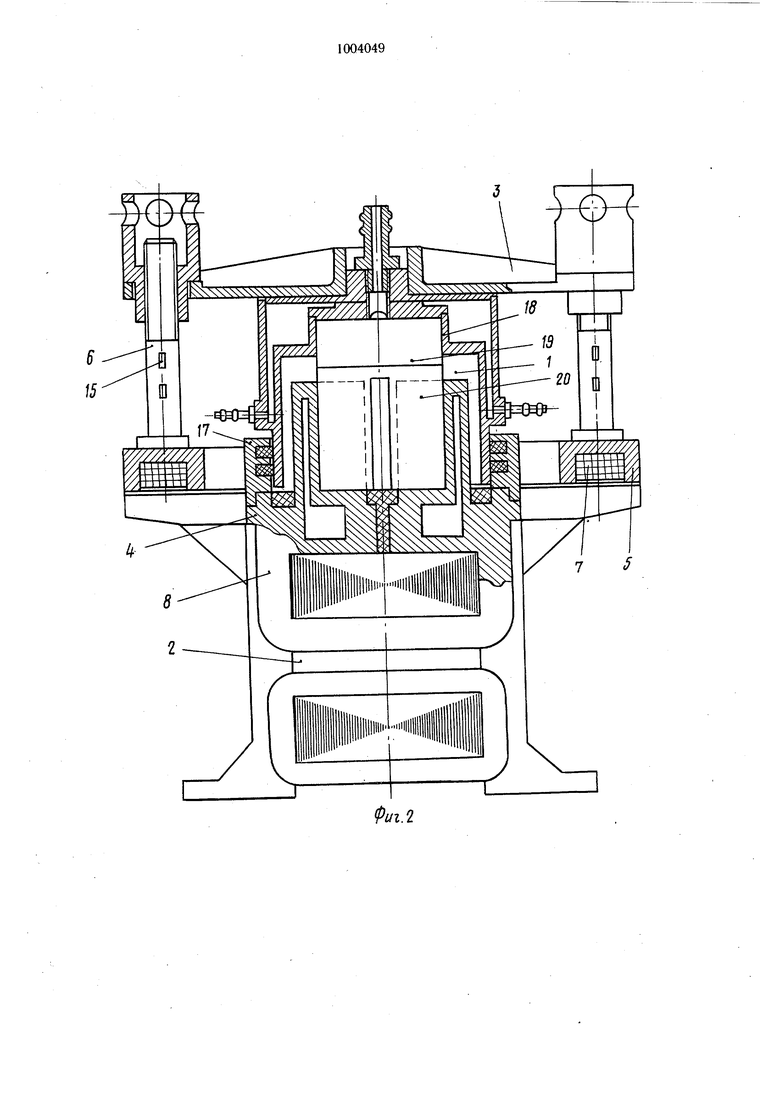
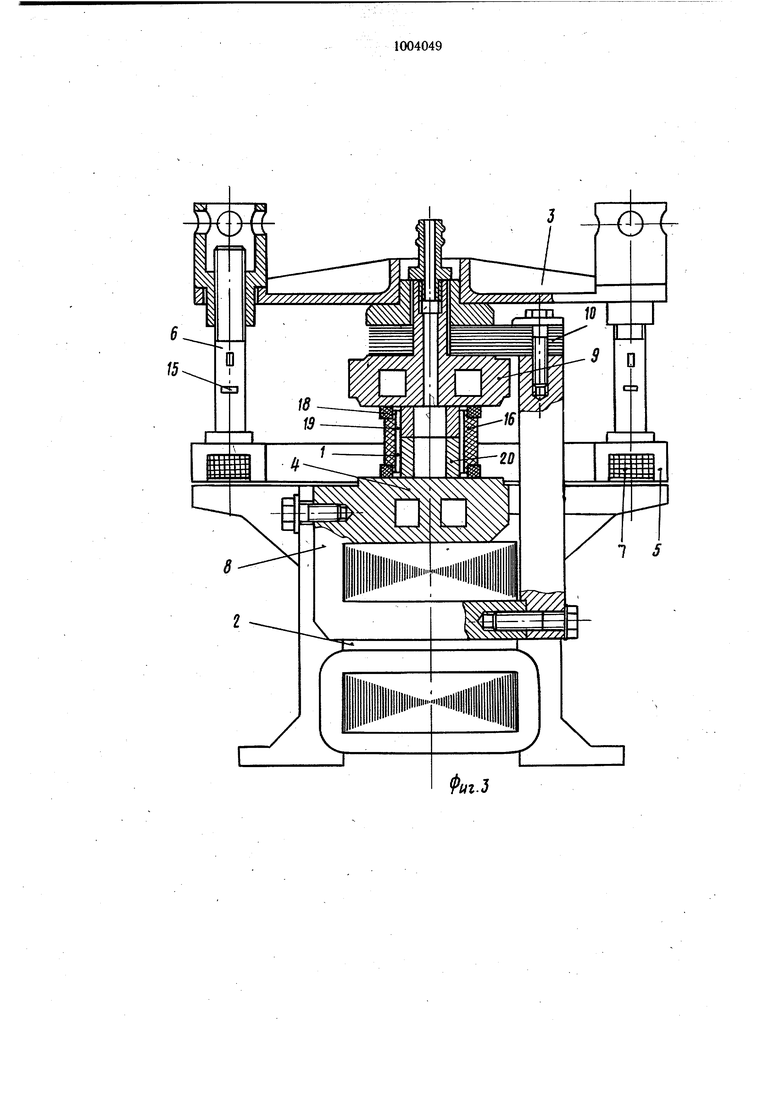
Трансформатор для нагрева выполнен с горизонтальным разъемом, нажимной элемент и опорная плита выполнены с кольцевыми полостями, верхняя и нижняя части трансформатора расположены в этих полостях с зазором для свариваемых деталей, соответствующим их толщине, а его первичная обмотка выполнена водоохлаждаемой. На фиг. 1 изображено устройство со стойками, закрепленными на опорной плите; на фиг. 2 - то же, со стойками, закрепленными на нажимном элементе; на фиг. 3 - устройство с нагревом проходящим током; на фиг. 4 - то же, с нагревом встроенным трансформатором. Устройство содержит вакуумную камеру 1, трансформатор 2, для нагрева свариваемых деталей, нажимной элемент 3, опорную плиту 4, кольцевой электромагнит 5 (фиг. 1-3), стойки 6 (фиг. 1-3) с регулируемой высотой, закрепленные на опорной плите 4 .(фиг. 1) и нажимном элементе 3 (фиг. 2 и 3). Кольцевой электромагнит 5 (фиг. 1-3) с обмоткой 7 закреплен на стойках 6 (фиг. 1-3). Опорная плита 4 (фиг. 4) выполнена с кольцевым пазом и обмотка 7 размещена в нем. Опорная плита 4 (фиг. 2 и 3) вакуумной камеры 1 совмещена со вторичной обмоткой 8 трансформатора 2 для нагрева свариваемых деталей. С целью обеспечения возможности нагрева проходящим током часть 9 вторичной обмотки 8 трансформатора 2 для нагрева расположена на нажимном элементе 3 (фиг. 3) и соединена с другой частью вторичной обмотки гибким проводником 10. В варианте устройства (фиг. 3) трансформатор 2 узла нагрева выполнен с горизонтальным разъемом. Нажимной элемент 3 и опорная плита 4 выполнены с кольцевыми полостями. Верхняя 11 и нижняя 12 части трансформатора расположены в этих полостях с зазором для свариваемых деталей, соответствующим их толщине, а его первичная обмотка 13 выполнена водоохлаждаемой. Кроме того, устройство может содержать индуктор 14 (фиг. 1) для нагрева свариваемых деталей, датчики 15 (фиг. 1-3) усилия сжатия, стеклянный цилиндр 16 (фиг. 1 и 3), уплотнительные кольца 17 и крыщку 18 (фиг. 1 и 2). Нагревающиеся элементы устройства выполнены охлаждаемыми. Устройство работает следующим образом. Свариваемые детали 19 и 20 устанавливают в вакуумной камере, создают в ней вакуум и производят нагрев до температуры сварки. Сжатие свариваемых деталей 19 и 20 осуществляют нажимным элементом 3, притягивающимся к сердечнику электромагнита 5 при пропускании через его обмотку 7 постоянного тока. Усилие сжатия контролируют по показаниям Датчика 15 и регулируют путем пропускания соответствующего тока через обмотку электромагнита 5. Нагрев свариваемых деталей ocyщectвляют индуктором 14 (фиг. 1), вторичной обмотКОЙ 8 (фиг. 2 и 3) трансформатора 2 для нагрева, проходящим током путем использования части 9 вторичной обмотки 8 трансформатора 2 для нагрева соединенного гибким проводником с другой частью вторичной обмотки, и вихревыми токами (фиг. 4), наводимыми в свариваемых деталях 19 и 20, установленных в зазоре разъемного трансформатора 2. По окончании процесса сварки детали охлаждают, камеру разгерметизируют и детали извлекают. Благодаря использованию кольцевого электромагнита постоянного тока отпадает необходимость в использовании гидравлического оборудования для создания сварочного давления, что упрощает конструкцию устройства. За счет использования стоек с регулируемой высотой обеспечивается возможность сварки щирокой номенклатуры деталей без существенной переналадки устройства. Расположение вакуумной камеры во вторичной обмотке трансформатора нагрева исключает необходимость использования токопроводов и токовводов в вакуумной камере, что также упрощает конструкцию устройства. Расположение части вторичной обмотки трансформатора на нажимном элементе обеспечивает возможность нагрева проходящим током, а наличие гибкой сьязи частей обмоток обеспечивает перемещение верхней части вторичной обмотки. Выполнение трансформатора для нагрева с горизонтальным разъемом, части которого расположены с зазором соответствующим толщине свариваемых деталей в полостях, выполненных в опорной плите и нажимном элементе, а также совмещению опорной плиты с сердечником электромагнита, обеспечивает нагрев деталей вихревыми токами, наводимыми в них, что также упрощает конструкцию при сварке листовых деталей. Использование изобретения позволяет упростить устройство для диффузионной сварки и расщирить номенклатуру свариваемых деталей. Формула изобретения 1.Устройство для диффузионной сварки, содержащее вакуумную камеру, трансформатор для нагрева свариваемых деталей, нажимной элемент, опорную плиту и узел создания сварочного давления, отл«ча/о«4б ся тем, что, с целью упрощения конструкции, узел создания сварочного давления снабжен кольцевым электромагнитом постоянного тока. 2.Устройство по п. 1, отличающееся тем, что, с целью расщирения номенклатуры свариваемых деталей, устройство снабжено стойками с регулируемой высотой, а электромагнит закреплен на них. 3.Устройство по пп. 1 и 2, отличающееся тем, что стойки закреплены на опорной плите.
Источники информации, принятые во внимание при экспертизе
