(54) УСТАНОВКА. ДЛЯ ДИФФУЗИОННОЙ СВАРКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки | 1979 |
|
SU863251A1 |
| УСТАНОВКА С ПОВОРОТНОЙ ПЛАНШАЙБОЙ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 2001 |
|
RU2183540C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2012 |
|
RU2525968C2 |
| Установка для диффузионной сварки | 1976 |
|
SU612764A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для диффузионной сварки | 1989 |
|
SU1726181A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Установка для диффузионной сварки | 1980 |
|
SU935231A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
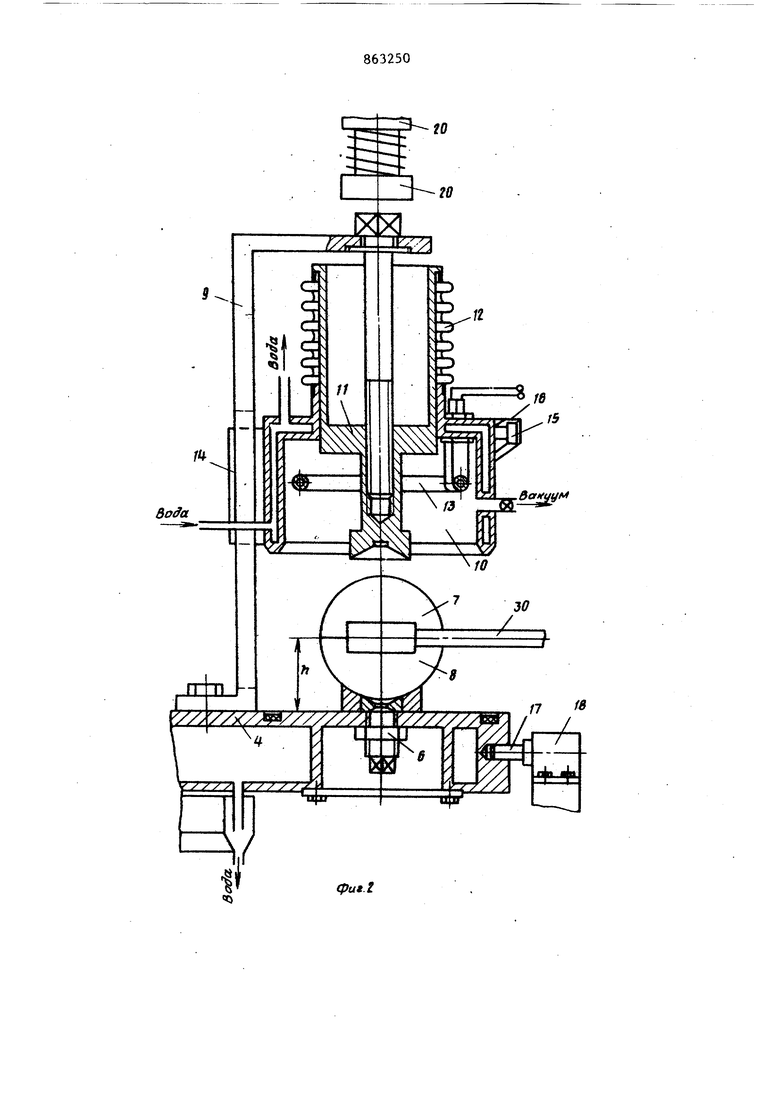

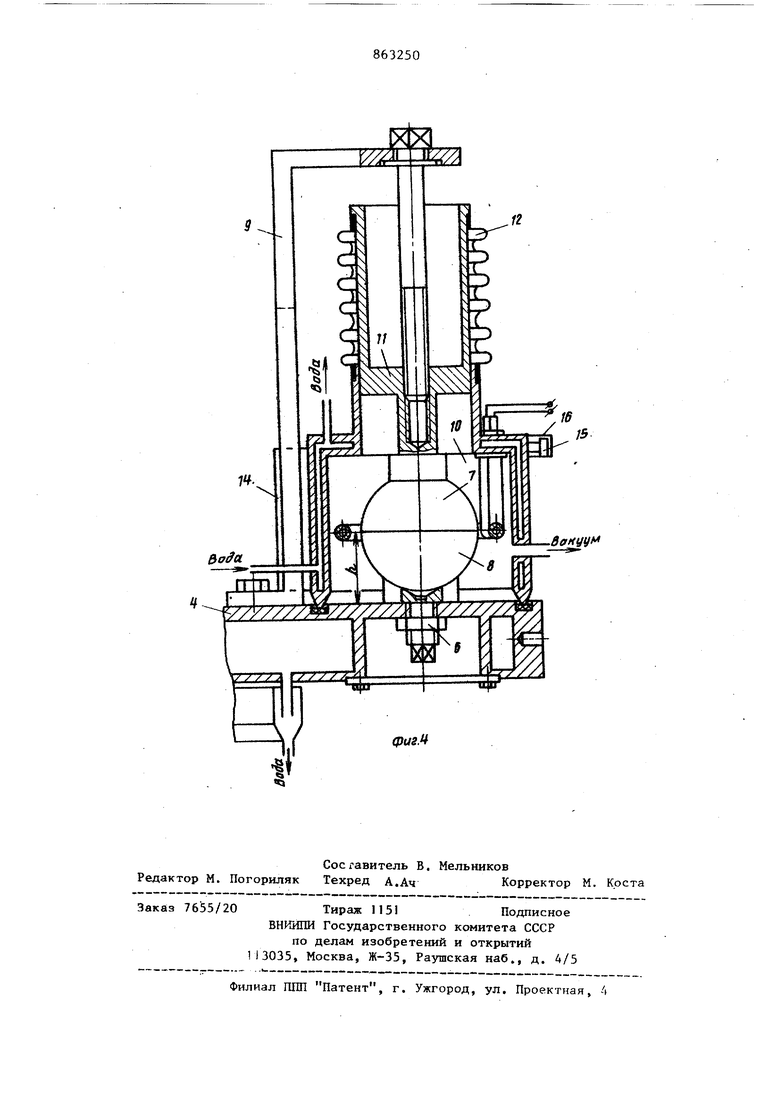
Изобретение относится к диффузйон ой сварке, в частности к установкам с многопозиционными столами и автоматическим циклом проведения процесса сварки. Известна установка, содержащая несколько вакуумных охлаждаемых камер с нагревательными элементами, на основашш которых установлены опоры для свариваемых деталей. CHCTehOj создания вакуума и давления 1. Недостатком данной установки является ее низкая производительность и сложность конструкции. Наиболее близкой по технической суицсости и достигаемому эффекту к изобретению является установка для диффузионной сварки, содержащая поворотный миогопозиционный стол, установ ,ленный на валу, с охлаждаемьми вакуум ными камерами и нагревательнюш элементами, на основании которых установленные опоры для свариваемых деталей, системы создания вакуума и давле ния, а также систему водяного охлаждения и электропитания с трансформатором 2. Недостатком установки является то, что загрузочно-разгрузочные работы не автоматизированы, а также сложность конструкции. Цель изобретения - автоматизация загрузочно-разгрузочных работ и упрощение конструкции. Поставленная цель достигается тем, что в установке для диффузиоиной сварки, содержащей поворотный многопозиционнь } стол, установленный на валу, с охлаждаемыми вакуумными камерами с нагревательньфш элементами, на основании которых установлены опоры, для cвapивae в fx деталей, системы создания вакуума и давления| а также систему водяного охлаждения и электропитй1тая с трансформатором, вакуумные камеры выполнены в виде двух коаксиальных расположенных цилиндров, соединенных сильфоном, а вторичная обмотка тран форматора установлена на валу многопозиционного стола. На фиг. I изображена установка диф фузионной сварки, схематический продольный разрез; на фиг. 2 - телескопическая вакуумная камера в положении загрузки, схематический продольный ра рез; на фиг. 3 - то же, в положении фиксации свариваемых деталей; на фиг. 4 - то же, в положении откачки воздуха из камеры. Установка диффузионной сварки содержит нижнюю 1 и верхнюю 2 силовые рамы, скрепленные между собой стойкаМИ 3, поворотный многопозиционный сто 4 с приводом 5. На столе 4 смонтирован опоры 6 для свариваемых деталей 7 и 8 И стойки 9 с закрепленными на них вакуумных камер 10, выполненными в виде двух коаксиально расположенных цилиндров II, соединенный сильфон 12 нагревательный элемент 13, сухарь 14 расположенный в направляющей прорези стойки 9 и ролик 15 совмещенный с копиром 16. Узел 17 с приводом 18 для фиксации стола 4 гидроцилиндр 19 с приводом 20 {механизмов фиксации свариваемых деталей, гидроцилиндр 21 с механизмом 22 и приводом 23, гидроцилиндр 24 с механизмом 25 и приводом 26, первичную обмотку 27 трансформатора, вторичную обмотку 28, закрепле ную на валу 29 поворотного многопози ционного стола 4. Установка работает следующим обра зом, При подаче деталей 7 и 8 механизм 30 на позицию загрузки установки (фиг. 1 и фиг. 2) подается сигнал на включение привода 20 механизма фикса ции деталей 7 и 8 и гидроцилиндр 19 опускает его в рабочее положение. Квадратное гнездо привода 20, вращая против часовой стрелки, захватывает головку болта и фиксирует детали в опоры 6 (фиг. З). Затем гидроцшшндр 19 возвращает привод 20 в исходное положение. Подается команда приводу 18, который выводит подпружиненный фиксатор узла 17 из гнезда и привод 5 поворачивает стол 4 до западания подпружиненного фиксатора узла 17 в следующее гнездо стола 4. В момент поворота стола 4 ролик 15 скользит по копиру 16 и вакуумная камера 10 опускается и уплотняется :о столом 4, после чего в этой камере начинает создаваться вакуум (фиг. 4). При пос ледующем повороте сточа включается 04 нагревательный элемент 13. При достижении заданной температуры нагрева стыка деталей 7 и 8 и необходимом вакууме подается сигнал на включение привода 23 механизма 22 передачи давления на свариваемые детали и гидроцилиндр 21 опускает его в рабочее положение. Квадратное гнездо механизма 22, вращаясь против часовой стрелки, захватывает головку болта и создает необходимое усилие между свариваемыми деталями 7 и 8, далее гидроцилиндр 21 возвращает механизм 22 передачи давления в исходное положение. При последующих поворотах стола 4, отключается нагревательный элемент 13 и происходит постепенное охлаждение сварочных деталей 7 и 8, камера 10 отсекается от вакуумной системы. По сигналу включается привод 26 механизма 25 снятия давления и гидроцилиндр 24 опускает его в рабочее положение. Квадратное гнездо механизма 25 снятия давления,вращаясь по часовой стрелке,, захватывает головку болта,освобождает сваренные детали 7 и 8 от давления и происходит разгерметизация вакуумной камеры. Далее при повороте стола 4 ролик 15, скользящий rf копиру 16, поднимает вакуумную камеру 10, сваренные детали 7, 8, наезжая на упор, скатываются в приемный лоток и поступают на дальнейшую обработку. При каждом повороте стола 4 на позицию загрузки механизмом 30 подаются новые заготовки и процесс диффузионной сварки в вакууме непрерывно повторяется. При переходе на изготовление деталей других размеров опоры 6 настраиваются так, чтобы стык зафиксированных в них деталей находился на высоте h от плоскости поворотного стола 4. Создание установки с вакуумными камерами изменяемого объема, работающей в непрерывном цикле, позволило организовать серийное, крупносерийное и массовое производство пустотелых шариковых и роликовых подшипников различных конструкций и размеров, а также автоматизировать jHX производство. Формула изобретения Установка для диффузионной сварки, содержащая поворотный многопозиционный стол, установленный на валу, с охлаждаемыми вакуумными камерами с нагревательными элементами, на основании которых установлены опоры для свариваемых деталей, системы создания вакуума и давления, а также систему водяного охлаждения и электропитания с трансформатором, отличающая с я тем, что, с целью автоматизации загрузочно-разгрузочных работ и упрощения конструкции, вакуумные камеры выполнены в виде двух коаксиально расположенных цилиндров, соединенных силь фоном, а вторичная обмотка трансформа860 тора установлена на валу многопозици.онного стола. Источники информации, принятые во внимание при экспертизе 1.Проспект Способ и сварочные диффузионные вакуумные установки СДВУ-12, СДВУ-15-2, СДВУ-32 и др, М., 1973, мтиммп, таилдсв, с. 5-6. 2.Казаков Н. Ф. .Диффузионная сварка в вакууме. К., Машиностроениеу 1968, с. 145-147, рис. 74.
(put.l
16
tB
.
риг.У
J:
12
вокуу
фигМ
