Изобретение относится к внутренним центраторам для сборки, центровки и сварки коротких труб, преимущественно для диффузионной сварки в вакууме с использованием электронно-лучевого нагрева свариваемых поверхностей.
Электронно-лучевой нагрев в диффузионной сварке используют в тех случаях, когда необходимо нагревать до температуры диффузионной сварки в основном только свариваемые поверхности, а основную массу металла свариваемых деталей защитить от высокотемпературного нагрева и возможной пластической их деформации в результате сварочного сдавливания.
Такая необходимость возникает при сварке двух разнородных материалов, у которых прочностные свойства при температуре диффузионной сварки резко отличаются и один из материалов под воздействием силы сварочного сдавливания и длительной выдержки начинает ползти и резко теряет свой первоначальный размер в направлении силы сдавливания.
Характерным примером может служить диффузионная сварка корпуса шагового двигателя, состоящего из набора чередующихся между собой колец из магнитной и немагнитной стали, например, магнитных колец из стали 1Х13 и немагнитных из сталей 0Х18Н10Т.
Классическая диффузионная сварка сталей таких марок проводится по следующему режиму: температура сварки -1050°С; усилие сдавливания - 1,5 кгс/мм2 и время выдержки при этой силе сдавливания и температуре - 20 мин. (см. Казаков Н.Ф. Диффузионная сварка материалов. - М.: Машиностроение, 1976, стр. 134.).
Если аустенитная сталь 0Х18Н10Т при температуре диффузионной сварки 1050°С и усилии сдавливания 1,5 кгс/мм2 не подвергается заметной ползучести, то хромистая сталь типа 1Х13 интенсивно ползет под этим усилием сдавливания, а свариваемые детали значительно теряют свои первоначальные размеры. Это объясняется свойством хромистых сталей резко терять свои прочностные свойства при нагреве свыше 600°С (см. Химушин Ф.Ф. Нержавеющие стали. - М.: Металлургия, 1997, рис. 67, стр. 113).
Высокая ползучесть магнитных сталей марок типа 1Х13 и др. не позволяла применить метод диффузионной сварки для изготовления корпуса шагового двигателя, представляющего собой набор колец из магнитной и ненагнитной сталей, т.к. при сварке по классическому режиму кольца из магнитной стали уменьшались в высоте на 30%. Этому также способствовал характерный для диффузионной сварки способ нагрева с помощью высокой частоты. Известно, что при нагреве высокой частотой в первую очередь интенсивно разогреваются магнитные материалы, а в случае набора из чередующих колец магнитной и немагнитной сталей этот эффект особенно наглядно проявляется тем, что высокой частотой греются в основном кольца из магнитной стали, что усугубляет их ползучесть.
Чтобы обойти этот недостаток, была разработана технология диффузионной сварки, при которой низкие прочностные свойства стали типа марки 1Х13 при температуре диффузионной сварки стали играть положительную роль.
Для этого высокочастотный нагрев был заменен на электронно-лучевой, с помощью которого нагревался до температуры диффузионной сварки только небольшой выступ, выполненный на свариваемом торце кольца из магнитной стали. Этот выступ под воздействием усилия сдавливания пластически деформировался и своим теплом разогревал свариваемую поверхность кольца из немагнитной стали.
Под воздействием температуры, сдавливания и пластического течения металла на свариваемых поверхностях интенсивно формируется диффузионное сварное соединение между магнитной и немагнитной сталями.
Чтобы обеспечить протекание такого процесса в автоматическом режиме и в строго регламентированных параметрах, необходимо было создать центратор, на котором могли бы последовательно собираться свариваемые кольца будущего корпуса шагового двигателя и устанавливаться во вращатель электронно-лучевой установки.
В процессе электронно-лучевого разогрева стыка до температуры диффузионной сварки центратор должен деформировать разогретый выступ на кольце из магнитной стали на строго заданную величину и прекращать после этого процесс сварочного сдавливания.
Известен внутренний центратор для сборки и сварки в вакууме кольцевых стыков труб (см. патент №2169654 от 27.06.01 г.). Этот центратор взят в качестве прототипа, т.к. он наиболее близок к заявляемому устройству по технической сущности и ряду существенных признаков. Этот центратор также, как и заявляемый, предназначен для сборки, центровки и сжатия кольцевых торцов труб, предназначенных для неразъемного соединения с помощью нагрева электронным лучом в процессе вращения свариваемого изделия.
Недостатком известной конструкции центратора является то, что эта конструкция не может создавать сжатие свариваемых торцов труб с усилием, необходимым для пластической деформации одного из торцов на заданную величину, а также не может автоматически прекращать пластическую деформацию после достижения заранее заданной величины деформации.
Задачей, на решение которой направлено заявляемое изобретение, является создание центратора с регулируемой силой сдавливания торцов свариваемых труб и изделий трубчатой формы, а также автоматического прекращения сдавливания при достижении заданной деформации торцов.
Технический результат состоит в том, что конструкция заявляемого центратора обеспечивает возможность дистанционного прекращения действия усилия сдавливания свариваемых торцов труб путем предварительной установки на заданную величину стопорной втулки, а также позволяет устанавливать заданное усилие сдавливания свариваемых поверхностей за счет предварительного сжатия на расчетную величину тарельчатых пружин.
Кроме этого технический результат состоит в том, что конструкция позволяет сначала сваривать две короткие трубы в виде колец, потом приваривать к этой паре третье кольцо и т.д., пока не будет сварен полный набор чередующихся между собой колец из магнитной и немагнитной сталей, составляющих корпус шагового двигателя.
Указанный технический результат достигается тем, что в известном центраторе для сварки труб, содержащем стержень с резьбой и надетый на конец стержня диск, выполненный с возможностью перемещения с помощью гайки, резьба выполнена по всей длине стержня, а на противоположном от подвижного диска конце стержня установлен на резьбе опорный диск, при этом между подвижным диском и гайкой установлена пружина сжатия, а между опорным и подвижным дисками на стержень навернута стопорная втулка;
- кроме того, на стержне между нажимным фланцем и стопорной втулкой установлен набор сменных шайб толщиной от 0,1 до 0,5 мм;
- кроме того, резьба на стержне выполнена с шагом не более 2 мм;
- кроме того, на конце стержня со стороны упорного фланца установлена контргайка;
-кроме того, на боковых поверхностях концов стержня выполнены лыски под ключ;
- кроме того, на торцах стержня выполнены центровочные отверстия;
- кроме того, на резьбовой стопорной втулке установлен фиксатор;
- кроме того, в качестве пружины сжатия использована тарельчатая пружина.
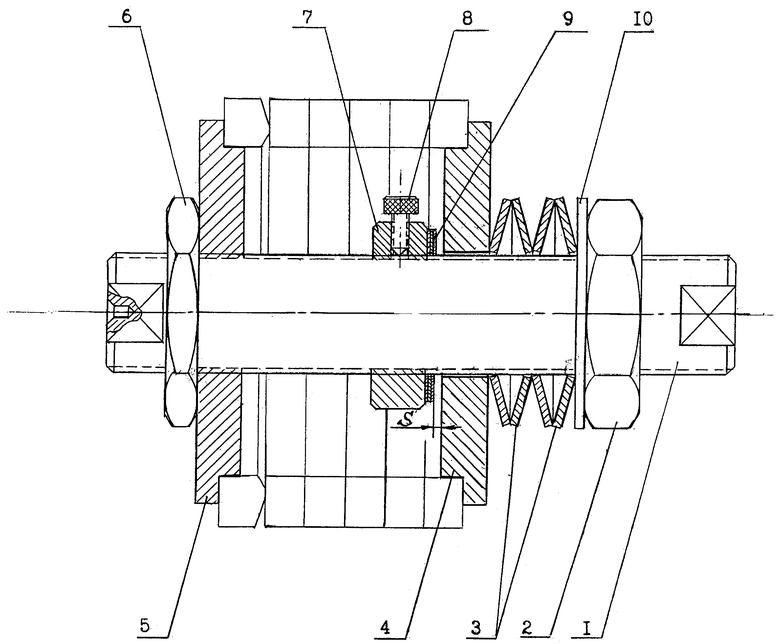
Сущность изобретения поясняется чертежом, где показан центратор в рабочем положении, когда к уже сваренным пяти кольцам заготовки корпуса шагового двигателя пристыковано шестое кольцо из магнитного материала; вся сборка колец сжата с заданным усилием при помощи гайки и тарельчатых пружин и установлен заданный размер S, ограничивающий горячую пластическую деформацию выступа на свариваемой поверхности кольца из магнитной стали до заданной величины.
Показанный на чертеже центратор подготовлен к установке во вращатель сварочной вакуумной камеры электронно-лучевой установки.
Центратор для диффузионной сварки труб с помощью электронно-лучевого нагрева выполнен в виде резьбового стержня 1 с силовой гайкой 2 с тарельчатыми пружинами сжатия 3 и надетым на стержень 1 подвижным диском 4. На другом конце стержня 1 установлен на резьбе опорный диск 5 с контргайкой 6. Между дисками 4 и 5 на резьбе стержня 1 установлена стопорная втулка 7, снабженная от проворота фиксатором 8. Между диском 4 и стопорной втулкой 7 установлен набор сменных тонкостенных шайб 9, позволяющих тонко регулировать величину зазора S, а между гайкой 2 и тарельчатыми пружинами 3 установлена шайба 10.
Центратор работает следующим образом. Он предназначен для сборки коротких труб, в основном колец из разнородных металлов, которые сваривают торцами диффузионной сваркой в сварочной вакуумной камере электронно-лучевой установки, электронный луч которой используют для локального нагрева свариваемых торцов двух колец с преимущественным нагревом торца кольца из менее жаропрочного материала, например, из магнитной стали при сварке корпусов шаговых двигателей. Нагрев свариваемых торцов ведется при постоянном вращении центратора, который одним концом стержня должен устанавливаться во вращатель сварочной установки, а противоположный конец стержня должен подпираться центром вращателя, для чего на торцах стержня 1 выполнены центровочные отверстия.
Перед приваркой каждого нового кольца к уже сваренным между собой кольцам пристыковывается новое кольцо и все вместе устанавливается между подвижным диском 4 и опорным диском 5. Перед этим между стопорной втулкой 7 и диском 4 устанавливается заранее рассчитанная величина зазора S, которая ограничивает пластическую деформацию выступа на кольце из менее прочного материала, например, в случае сварки корпуса шагового двигателя, кольца из магнитной стали.
Для стабильного сохранения положения стопорной втулки 7 она фиксируется фиксатором 8. После сборки кольца сжимаются гайкой 2 с расчетным усилием, необходимым для горячей деформации выступа на вновь привариваемом кольце.
Расчетное усилие сдавливания определяется по величине сжатия тарельчатых пружин, силовые характеристики которых заранее определяются. Необходимое усилие устанавливается по расстоянию между диском 4 и шайбой 10.
Чтобы относительно легко обеспечить усилие сдавливания в несколько тонн, на стержне 1 выполнена мелкая резьба с шагом не более 2 мм. А для удобства затяжки на боковых поверхностях концов стержня 1 выполнены лыски под ключ.
Набор тонкостенных шайб 9 позволяет за счет убирания части шайб или их добавки сваривать кольца разной высоты, не меняя при этом положения стопорной втулки 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2231432C1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| ЦЕНТРАТОР ДЛЯ СОЕДИНЕНИЯ ТОРЦЕВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2302933C1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2239529C1 |
Изобретение относится к внутренним центраторам для сборки, центровки и сварки коротких труб, преимущественно для диффузионной сварки в вакууме с использованием электронно-лучевого нагрева свариваемых поверхностей. Центратор состоит из стержня, по всей длине которого нарезана резьба. На одном конце стержня установлен опорный диск, а на другом установлен диск, имеющий возможность перемещаться при помощи гайки. Между подвижным диском и гайкой установлена пружина сжатия. Между опорным и подвижным дисками на стержень навёрнута стопорная втулка. Центратор обеспечивает сдавливание свариваемых колец с усилием, обеспечивающим строго дозированную пластическую деформацию специального выступа на одной из деталей. В результате обеспечивается точное сохранение продольных размеров свариваемых деталей за счёт отсутствия высокотемпературной ползучести в одной из них. 7 з.п. ф-лы, 1 ил.
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| Устройство для центрирования соединяемых в пакет цилиндрических деталей с центральным осевым отверстием | 1983 |
|
SU1143555A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Устройство для сборки и сварки кольцевых стыков труб | 1990 |
|
SU1815099A1 |
| US 3874681, 01.04.1975 | |||
| US 5090608, 25.02.1992. | |||

