1
Изобретение относится к оборудованию для сварки, в частности к устройствам для диффузионной сварки в вакууме тонкостенных труб с заглушками.
Известно устройство для диффузионной сварки в вакууме, содержащее вакуумную камеру, нагреватель, зажимы для закрепления свариваемых деталей и узел их сжатия .
Недостатком устройства является низкое качество сварного соединения из-за нестабильности сварочного давления по периметру свариваемых деталей.
Целью изобретения является повышение качества сварного соединения путем равномерной передачи сварочного давления по всему периметру свариваемых деталей.
Поставленная цель достигается тем, что узел выполнен в виде многолепестковой цанги с наружной конусной поверхностью, надетого на нее нажимного кольца с наружной резьбовой поверхностью, установленной на нем накидной гайки и кольцевой нрокладки из материала с большим коэффициентом термического расширения, чем коэффициент термического расширения материала свариваемых деталей, цанги, нажимного кольца и накидной гайки, расположенной между цангой и накидной гайкой, причем цанга выполнена с наружными пазами и пазами на внутренней поверхности для установки свариваемой детали, соединенными на части высоты цангп разрезами.
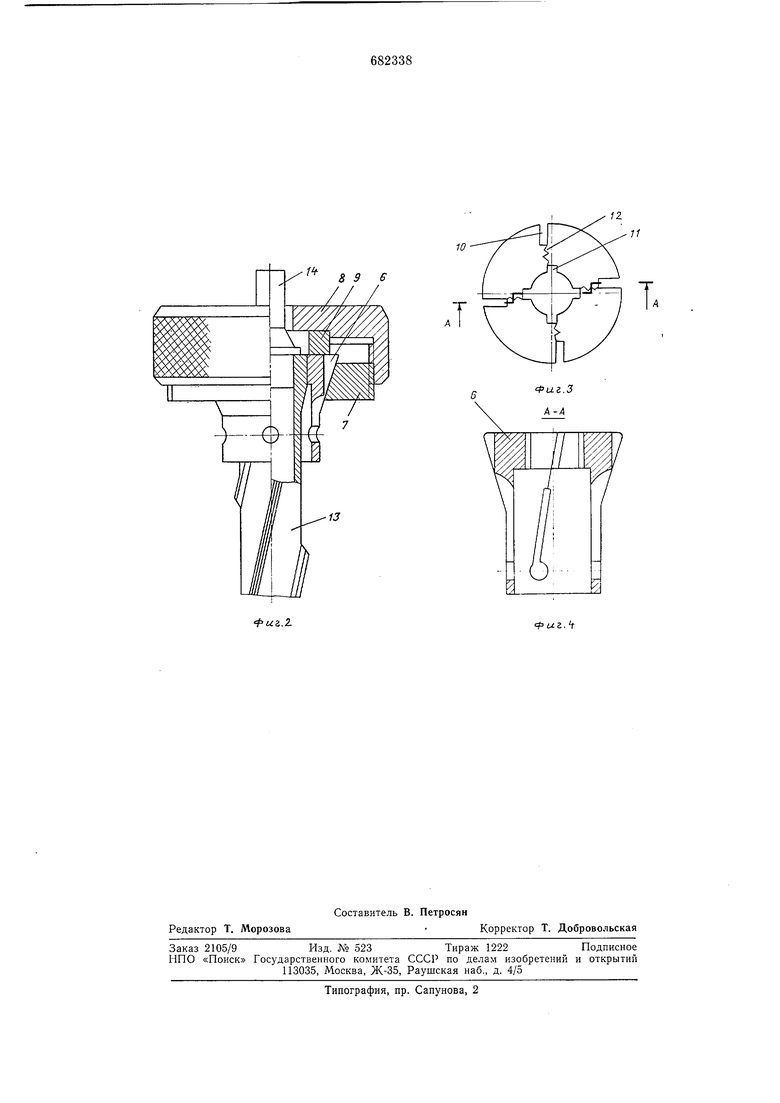
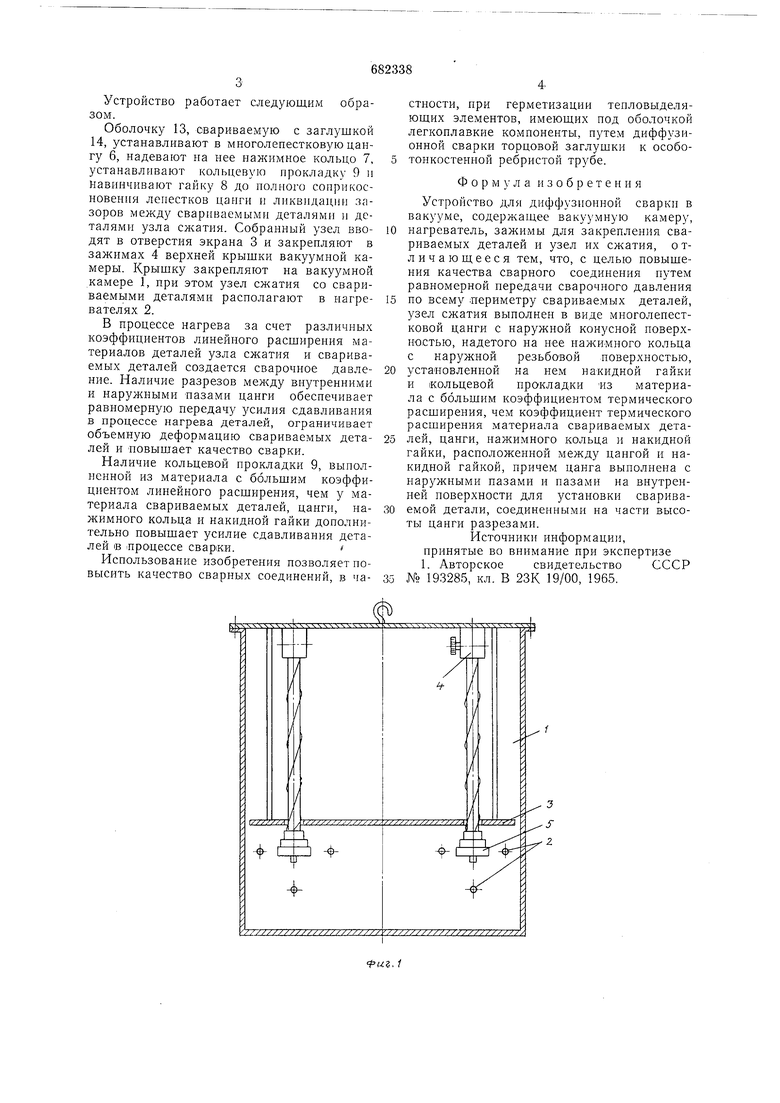
На фиг. 1 изображено устройство, общий
вид; на фиг. 2 - узел сжатия свариваемых
деталей, на фиг. 3 - многолепестковая
цанга; на фиг. 4.- разрез А-А фиг. 3.
Устройство содержит вакуумную камеру
1, нагреватель 2 с экраном 3, зажимы 4 крепления свариваемых деталей и узел 5 сжатия свариваемых деталей в процессе нагрева. Узел выполнен в виде многолепестковой цанги 6 с наружной конз сной поверхностью, надетого на нее нажимного кольца 7 с наружной резьбовой поверхностью, установленной на нем накидной гайки 8 и кольцевой прокладки 9 из материала с большим коэффициентом термического расширения, чем коэффициент термического расширения материала свариваемых деталей, цанги, нажимного кольца и накидной гайки, расположенной между цангой и накидной гайкой.
Цанга 6 выполнена с наружными пазами 10, пазами 11 на внутренней поверхности для установки свариваемой детали, соединенными на части высоты цанги разрезами 12.
Устройство работает следующим образом.
Оболочку 13, свариваемзЮ с заглушкой 14, устанавливают в многолепестковую цангу 6, надевают на нее нажимное кольцо 7, устанавливают кольцевую нрокладку 9 и Навинчивают гайку 8 до нолиого соприкосновения лепестков цаиги и ликвидации зазоров между свариваемыми деталями и деталями узла сжатия. Собранный узел вводят в отверстия экрана 3 и закрепляют в зажимах 4 верхней крышки вакуумной камеры. Крышку закрепляют на вакуумной камере 1, при этом узел сжатия со свариваемыми деталями располагают в нагревателях 2.
В процессе нагрева за счет различных коэффициентов линейного расширеиия материалов деталей узла сжатия и свариваемых деталей создается сварочное давление. Наличие разрезов между виз тренними и наружными пазами цанги обеспечивает равиомерную передачу Зсилия сдавливания в процессе нагрева деталей, ограничивает объемную деформацию свариваемых деталей н новышает качество сварки.
Наличие кольцевой прокладки 9, выполненной из материала с большим коэффициентом линейного расширения, чем у материала свариваемых деталей, цанги, нал имного кольца и накидной гайки дополнительно повышает усилие сдавливания деталей IB Процессе сварки.
Использование изобретения позволяет повысить качество сварных соединений, в частности, ири герметизации тепловыделяющих элементов, имеюших под оболочкой легкоплавкие компоненты, путем диффузионной сварки торцовой заглушки к особотонкостенной ребристой трубе.
Формула изобретения
Устройство для диффузионной сварки в вакууме, содержащее вакуумную камеру, нагреватель, зажимы для закрепления свариваемых деталей и узел их сжатия, о тличающееся тем, что, с целью повышения качества сварного соединения нутем равномерной передачн сварочного давления по всему лериметру свариваемых деталей, узел сжатия выполнен в виде многолепестковой цангн с наружной конусной поверхностью, надетого на нее нажимного кольца с наружной резьбовой поверхностью, установленной на нем накидной гайки и кольцевой црокладки Из материала с большим коэффициентом термического расширения, чем коэффициент термического расширения материала свариваемых деталей, цанги, иажимного кольца и накидной гайкн, расположенной между цангой и накидной гайкой, причем цанга выполпена с наружными назами и назами на внутренней поверхности для установки свариваемой детали, соединенными на части высоты цанги разрезами.
Источники информации, принятые во внимание при эксиертизе 1. Авторское свидетельство СССР № 193285, кл. В 23К 19/00, 1965.
89 е
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| МАЛОГАБАРИТНЫЙ ПЕРЕХОДНИК ДЛЯ СВАРКИ РАЗНОРОДНЫХ ТРУБОК МАЛОГО ДИАМЕТРА | 2002 |
|
RU2219025C1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Способ диффузионной сварки стержневых деталей | 1986 |
|
SU1417331A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023560C1 |
| Устройство для сварки встык полимерных труб | 1981 |
|
SU1052399A1 |
| Способ диффузионной сварки разнородных материалов | 1988 |
|
SU1632705A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |