(.54) УСТРОЙСТЕЮ ДЛЯ ПРЕЦИЗИОННОЙ УСТАНОВКИ
ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прецизионной установки оптических наконечников | 1989 |
|
SU1682958A1 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
| Устройство для прецизионной установки оптических наконечников | 1991 |
|
SU1830504A1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| Станочное приспособление для базирования и закрепления деталей | 2021 |
|
RU2760969C1 |
| Устройство для токарной обработки торцовых нежестких поверхностей пустотелых деталей | 1989 |
|
SU1710191A1 |
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МОДУЛЕЙ | 2004 |
|
RU2268107C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Многопозиционный станок для электроискровой обработки цилиндрических поверхностей корпусов распылителей | 1975 |
|
SU737184A1 |
Изобретение относится к металлообработке, в частности к установочным устройствам для установки и закрепления деталей при обработке на металлорежущих станках.
Известно устройство дотя прецизионной установки деталей, содержащее корпус с двумя сквозньоли фигурными пазами, разделяющими его на центральную часть г наружный пояс и упругие перемычки, соединяющие эти части меяпу собой, регулировочные винты, установленные в наружном поясе с возможностью взаимодействия с центральной частью по двум взаимно перпендикулярным направлениям, .и зажимное приспособление разманенное на центральной части Г11
Цепью устройства является повьшение точности базирования обрабатываемых деталей.
Цель достигается тем, что устройство снабжено стопорным винтом, установленным в наружном поясе с возможностью взаимодействия с центральной частью и направленным по биссектрисе угла между осями регулировочных винтов, а упругие перемычки выполнены Р-образной формы и расположены так, что одно плечо перемычки параллельно оси соответствующего регулировочного винта, а другое - перпендикуляр- но, причем зажимное приспособление установлено эксцентрично оси обработки детали.Такая конструкция позволяет фиксировать центральную часть устройства после окончания регулировки, уси- лием упругих перемычек выбирает за10зоры в резьбовых соединениях и тем самьм повышает надежность и точность базирования и обработки с помощью данного устройства.
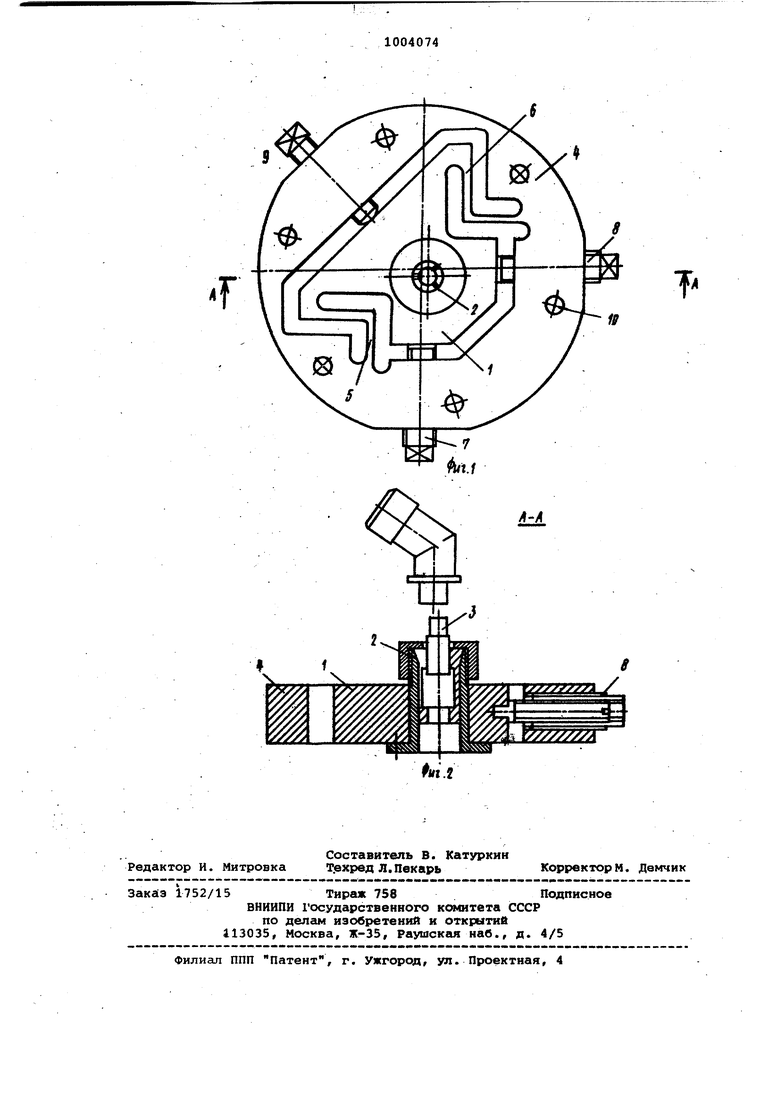
На фиг. 1 представлено устройство,
15 вид в плане, на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит жесткую центральную часть 1, установленное на нейсо смещением относительно оси
20 обработки приспособление 2 для за- крепления обрабатываемой детгши 3, наружный пояс 4, соединенный с центральной частью 1 посредством упругих перемычек 5 и 6Г -образной формы, ре25гулировочные вин-па 7 и 8, установленные в наружном поясе 4 с возможностью взаимодействия по двум взаимно перпендикулярным направлениям с центральной частью 1, стопорный винт 9, ,
30 размещенный в наружном поясе 4 с BO3t Можностью контакта с центральной tiacTbro 1 и направленный к центру . устройства по биссектрисе угла между осями регулировочных винтов 7 и 8, отверстия 10 для крепления устройства к Шпинделю станка. При этом одно плечо упругих перемычек паргшлельно оси соответствующего регулировочного винта, а другое - перпенди кулярно . Устройство работает следующим образом. Обрабатываемую деталь 3 устанавли вают в приспособление 2. с .помощью оптической системы (например микрос коп) наблюдают при.проворачивании устройства биение детали 3. Регулировочными винтами 7 и 8 выставляют ось детали 3 так, чтобы не наблюдалось буения. Затем стопорным винтом зажимают центрашьную часть 1 и деталь готова к обработке. Г-образная форма и вааимосвязь расположения составляющих частей упругих перемычек относительно осей регулировочных винтов создают условия, в которых элементы перемычек испытывают усилия или изгиба, или растяжения, направленные вдоль осей симметрии их сечений, т.е. находятся в положении устойчивого равновесия. С помощью стопорного винта создается усилие, предотвращающее смещение центрешьной части под действием инерционных сил и сил резания в сторону увеличения прогиба упругих перемычек. Эксцентри ситет оси зажимного приспособления относительно оси обработки позволяе создать первоначальный натяг упруги перемычек, тем самьм выбрать зазор в регулировочных винтах. Величина смещения (эксцентриситет) должна выбираться в соответствии с величиной УСИЛИЯ, действующего на обрабатывае мую деталь, и допуском на несооснос обрабатываемой поверхности относительно базовой поверхности. Для силового замыкания механичес кой цепи: корпус, винт, центральная часть, т.е. для выбора зазоров в резьбе регулировочных винтов, при смещении оси центральной части, рав ном 0,3 мм, при перемычках длиной 30 мм и сечения 2 мм усилие упругости перемычек составляет около 105 кг. Использование изобретения позволяет повьясить точность обработки изделий, требующих предварительной регулировки положения относительно оси вращения обрабатывающего шпинделя. При этом расположение элементов в одной плоскости значительно сокращает длину консоли от места крепления устройства на шпинделе станка до места приложения усилия резания к обрабатываемой детали. Кроме того, значительно (в 3-4 раза) сокращает процесс регулировки. Формула изобретения Устройство для прецизионной установки деталей, содержащее корпус с двумя сквозными фигурными пазами, разделяющими его на центральную часть, наружный пояс и упругие перемычки, соединяющие эти части между собой, регулировочные винты, установленные в наружном поясе с возможностью взаимодействия с центральной частью по двум взаимно перпендикулярным направлениям, и зажимное приспособление, размещенное на центральной части, отличающееся тем, что, с целью повыдения точности базирования обрабатываемых деталей, устройство снабжено стопорным винтом, установленным в наружном поясе с возможностью взаимодействия с центральной частью и направленным на биссектрисе между осями регулировочных винтов, а упругие перемычки выполнены Г-образной формы и расположены так, что одно плечо перемычки параллельно оси соответствующего регулировочного винта, а другое - перпендикулярно, причем зажимное приспособление установлено эксцентрично оси обработки детали. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 411983, кл. В 23 Q 15/00, .
