Предлагаемое техническое решение относится к области изготовления деталей машиностроения - оболочек конической и цилиндрической формы с цилиндрическими отверстиями в дне - в частности для изготовления сепараторов конических и цилиндрических роликоподшипников, металлических корпусов для уплотнений манжетного типа, обработки тонких дисков, и может использоваться предприятиями подшипниковой промышленности и другими предприятиями машиностроения РФ.
Известен ряд вариантов способов изготовления конических оболочек, например сепараторов для конических роликоподшипников, из предварительно раскроенных полос листового металла или ленты на многопозиционных или универсальных прессах. Варианты способов пооперационного изготовления их подробно изложены в Справочном пособии «Подшипники качения» под ред. Спицына Н.А. М.: Машгиз, 1961, стр.664…667.
Как правило, для изготовления оболочек в крупносерийном и массовом производствах используются многопозиционные прессы, а в единичном, мелкосерийном и серийном производствах - универсальные прессы.
Рассмотрим и проанализируем варианты I и III изготовления конических сепараторов из ленты на многопозиционных прессах и варианты VI, VII, VIII из ленты и полос листового металла на универсальных прессах.
Полный цикл изготовления конических сепараторов на многопозиционных прессах практически современен, считается классическим и подвергается совершенствованию только в части обеспечения равной стойкости деталей штампов по операциям.
Циклы изготовления конических сепараторов на универсальных прессах по VI, VII, VIII вариантам не совершенны, дифференцированы и растянуты на ряд отдельных операций. Так, в сравнении с V вариантом, в котором операции вырубки диска, вытяжка чашки, пробивка дна осуществляются в комбинированном штампе за один ход ползуна пресса (см. фиг.10, стр.671 того же источника), VII вариант содержит 7 операций, а VIII - восемь операций; для всех вариантов V…VIII присущ один общий недостаток - вытяжка чашки сопровождается образованием волнистости торца, которая удаляется его подрезкой на токарном станке; для вариантов VI…VIII необходима пробивка трех установочных отверстий в дне для обеспечения поворота сепаратора при проведении операций последовательной пробивки окон в приспособлении. Наличие в вырубаемом диске дна трех установочных отверстий снижает коэффициент использования металла (КИМ), т.к. использование его в качестве заготовки для изготовления других более мелких сепараторов становится практически затруднительным, а в большинстве случаев и невозможным.
К недостаткам приспособления для последовательной пробивки окон следует отнести:
- повышенную опасность травмирования кистей рук при установке и снятии заготовок;
- неудобства установки, закрепления заготовок и снятия перфорированных сепараторов, осуществляемых вручную;
- повышенные затраты вспомогательного времени на ручные установку заготовок и снятие перфорированных сепараторов;
- практические затруднения в возможности использования вырубленного дна с тремя установочными отверстиями в качестве заготовок для изготовления более мелких сепараторов, снижающих коэффициент использования металла (КИМ);
- высокая стоимость изготовления ведущих прецизионных грибков;
- невозможность применения для закрепления заготовок быстродействующих механизмов на основе пневматики.
Известен патрон для зажима тонкостенных колец по АС №712204 (СССР), БИ №4-1980, например конических сепараторов, для устранения волнистости торцов после операций штамповки чашек и их перфорирования подрезкой на токарных станках, принятый авторами за прототип. К недостаткам патрона следует отнести:
- достаточно сложную конструкцию отдельных трудоемких в изготовлении деталей, например какой является цанга с бортиком;
- отсутствие возможности регулирования диаметральных размеров разных конических оболочек даже в небольшом диапазоне и, как следствие, необходимость иметь на каждый типоразмер оболочек свою конструкцию, что увеличивает их номенклатуру, площади для их хранения;
- наличие перемещаемого вдоль оси центрирующего элемента в виде конуса для снятия заготовки после обработки, усложняющего конструкцию патрона, применение которого не диктуется необходимостью, т.к. углы конических сепараторов находятся в пределах 9°…30°, в то время как углы трения торможения равны 1°25'…1°30' (например, как у конусов Морзе №0…6 для инструментов).
Известны зажимные патроны повышенной точности для крепления деталей по отверстиям с помощью одинарных или комплектов тарельчатых пружин, вложенных одна в другую или сложенных торцами (см. Оглоблин А.Н. Справочник токаря, изд. 5-е, Машгиз, 1960, стр.102а, б, стр.167). Недостатком данных зажимных патронов является ограничение применения для обработанных отверстий с точностью допусков не ниже 4 класса точности, в то время как для конических и цилиндрических сепараторов допуски на отверстие dc соответствуют 7 классу точности ОСТ 1010.
Известно применение упругих двухсторонних шайб для закрепления деталей по отверстиям осевым их сжатием (см. Станочные приспособления под ред. Вардашкина, т.2, М.: Машиностроение, 1984, стр.388…393), методика точного расчета которых и их элементов до настоящего времени отсутствует.
Известны также шарнирно-рычажные механизмы - усилители, применяемые в приспособлениях с ручным и механическим приводом (см. Болотин Х.А. и др. Станочные приспособления, изд. 4-е, М.: Машгиз, 1959, стр.127, фиг.114в). Указанные механизмы позволяют увеличить усилия закрепления обрабатываемых деталей в несколько раз. К недостаткам последних двух указанных механизмов относятся:
- невозможность прямого использования в заявляемом объекте из-за отсутствия свободного пространства для размещения их деталей в устройстве последовательной пробивки окон и зажимном патроне;
- ухудшение условий установки и закрепления оболочек, увеличение вспомогательного времени, снижение точности обработки, вызываемые необходимостью увеличения вылета патрона.
Техническим результатом предлагаемого технического решения является:
- устранение причин возможного травматизма кистей рук;
- улучшение удобств установки и закрепления заготовок оболочек работником;
- повышение производительности путем снижения вспомогательного времени на установку и закрепление оболочек;
- повышение коэффициента использования металла;
- снижение затрат на изготовление приспособления для последовательной пробивки окон и зажимного патрона;
- применение быстродействующих механизмов для закрепления оболочек с помощью пневматики.
Эти результаты достигаются предлагаемой конструкцией зажимного патрона.
Предложенное техническое решение поясняется чертежами, где представлены:
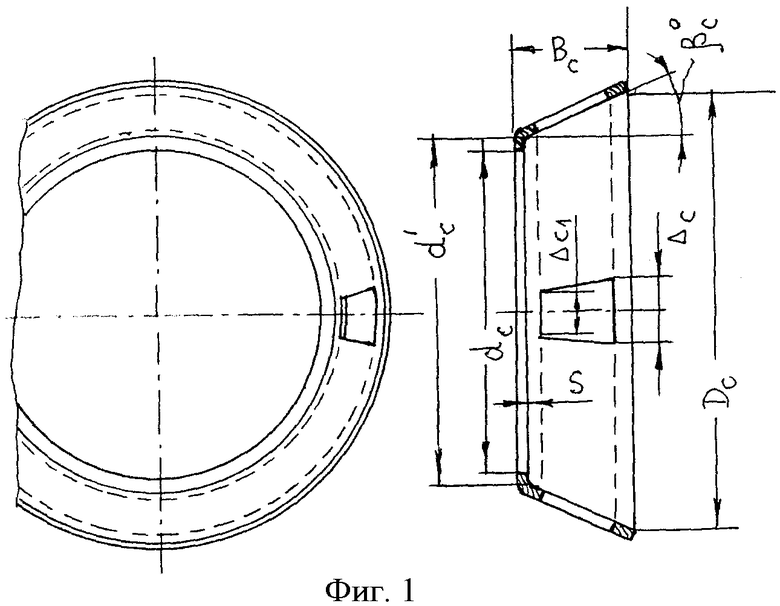
- на фиг.1 - оболочка конической формы, вид в плане и диаметральном разрезе;
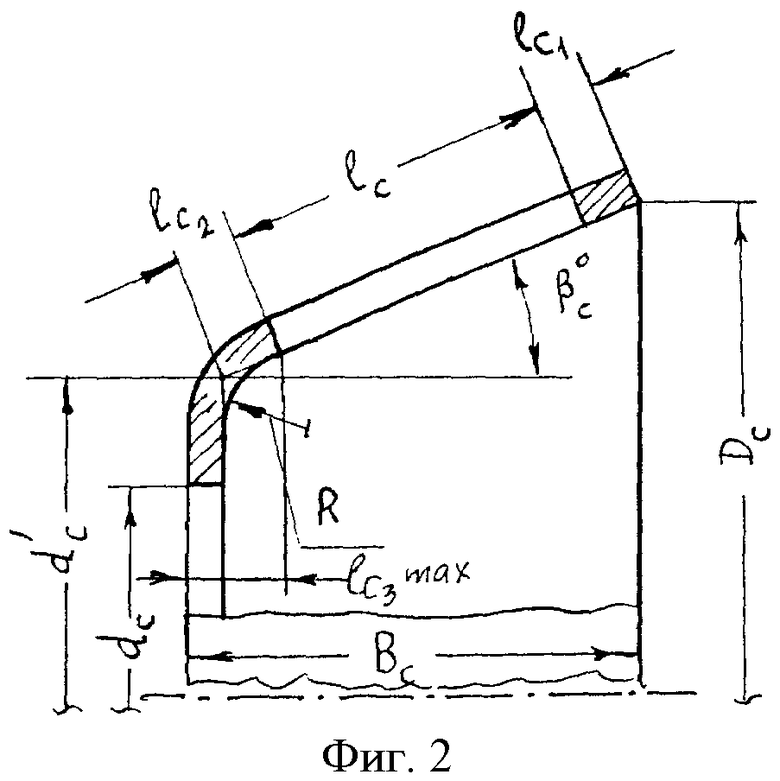
- на фиг.2 - коническая оболочка в диаметральном разрезе с условными обозначениями размеров;
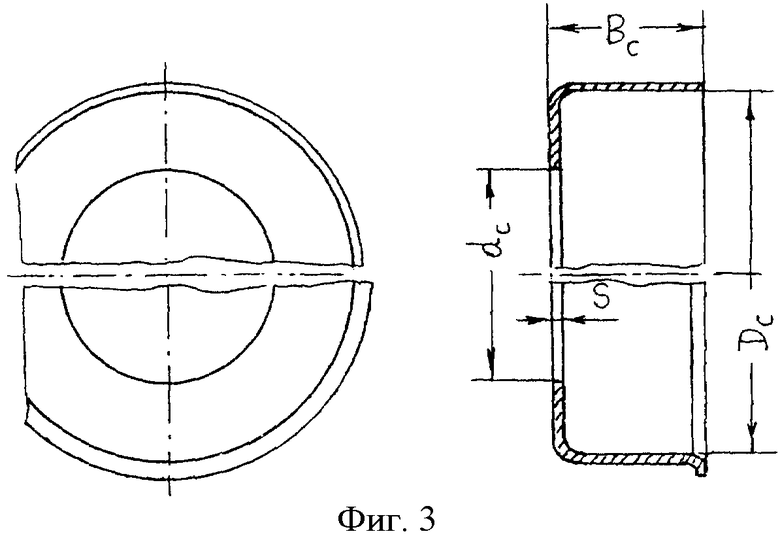
- на фиг.3 - оболочка цилиндрической формы, вид в плане и диаметральном разрезе, соответственно без борта и с бортом;
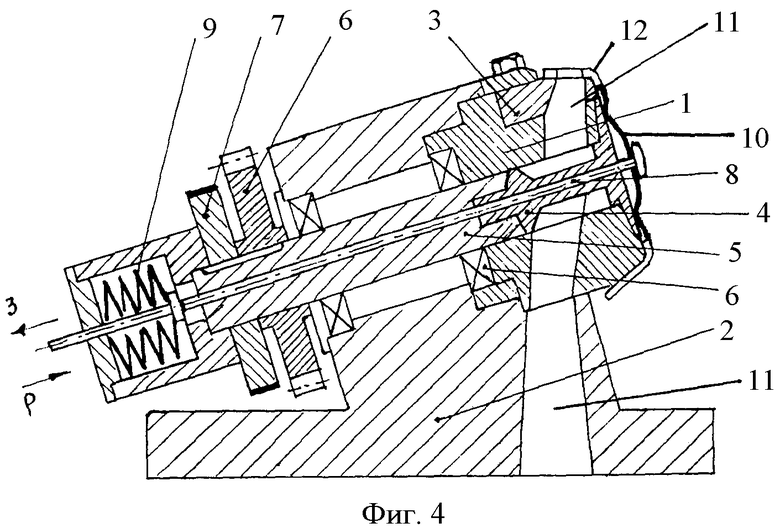
- на фиг.4 - конструкция зажимного патрона в приспособлении для последовательной пробивки окон в оболочках в разрезе по оси;
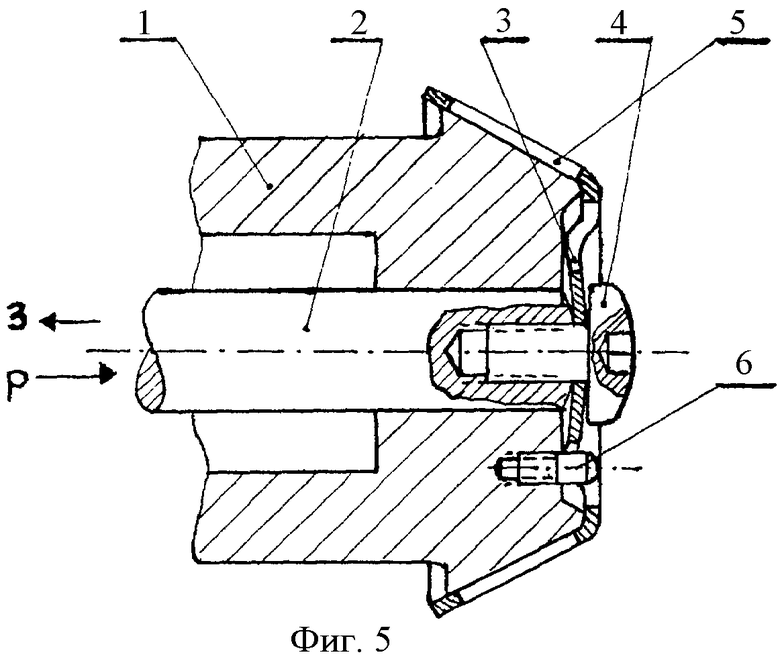
- на фиг 5 - конструкция зажимного патрона с закрепленной конической оболочкой в разрезе по оси;
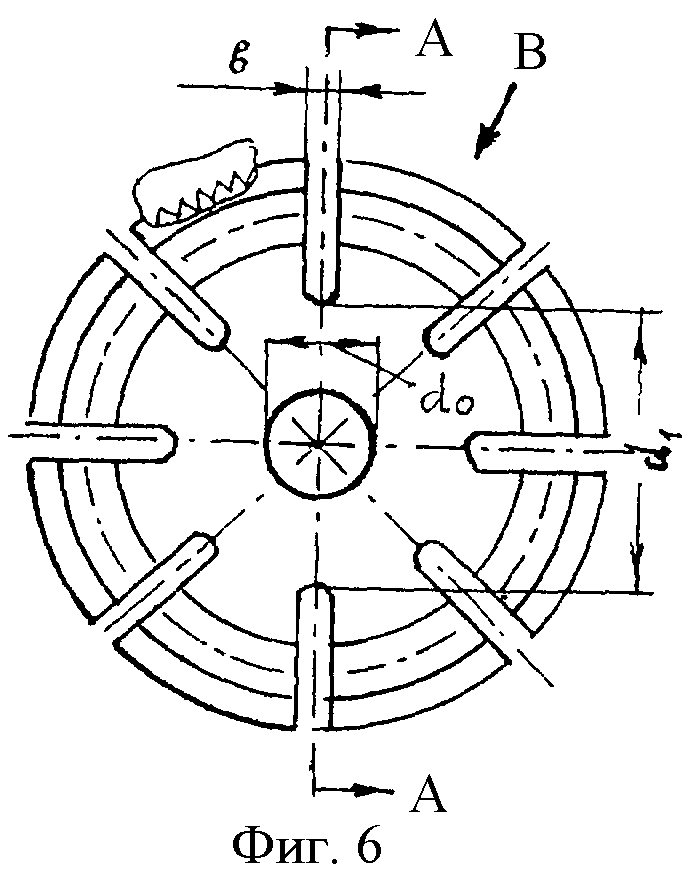
- на фиг.6 - зажимной элемент патрона, вид в плане;
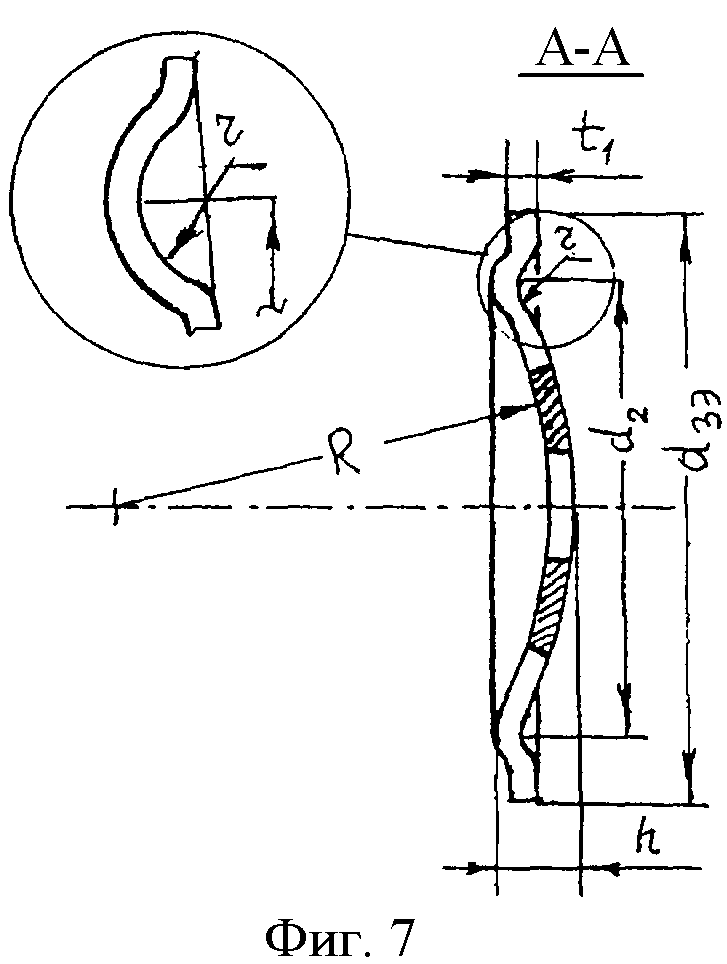
- на фиг.7 - зажимной элемент патрона в разрезе по оси А-А, с выноской желоба;
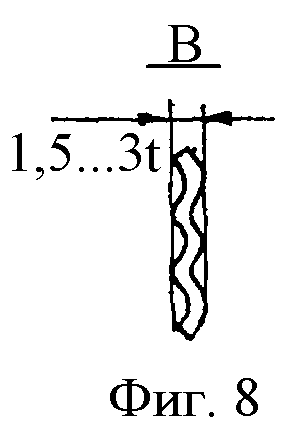
- на фиг.8 - борт зажимного элемента, вид в радиальном направлении по стрелке В.
Зажимной элемент зажимного патрона для заготовок оболочек с соосными цилиндрическими отверстиями в дне или дисков представляет собою упругую сферическую тарелку радиусом R с бортом, образованным концентричным желобом радиуса -r- (фиг.6, 7), разделенную радиальными прорезями -b- на ряд секторов. Наружный диаметр зажимного элемента -dзэ - имеет осевую насечку для повышения сцепления с поверхностью отверстия дна -dc- (фиг.1, 2, 3) и надежности закрепления заготовок; жесткость зажимного элемента обеспечивают радиальными надрезами желоба (не показаны). Борту зажимного элемента придают радиальную волнистость размером 1,5…3t, где t - толщина металла заготовок для компенсации допусков на толщину металла оболочек и обеспечения расширения диапазона диаметров цилиндрических отверстий заготовок из металла больших толщин. Зажимной элемент, закрепляемый к рабочему концу штока силового пневмоустройства, создающего контролируемые величины осевого перемещения штока и деформации тарелки в совокупности с количеством секторов, выбирается из условий обеспечения необходимого усилия закрепления заготовок при их механической обработке. Изготавливают зажимные элементы штамповкой из полосовой пружинной стали с последующей закалкой токами высокой частоты для повышения износостойкости и упругих свойств.
Такое исполнение зажимного элемента зажимного патрона обеспечивает расширение диапазона закрепления заготовок по цилиндрическому отверстию -dc- одного порядка диаметров одним зажимным элементом, их унификацию к приспособлениям последовательной пробивки окон (перфорирования), операциям подрезки торцов оболочек на токарных станках, механической обработки дисков с сокращением их номенклатуры.
Рассмотрим устройство и принцип работы зажимного патрона с зажимным элементом в приспособлении для последовательной пробивки окон в конических оболочках (фиг.4). Зажимной патрон содержит головку 1, жестко закрепленную в литой станине приспособления 2, в которой размещены - вырубная матрица 3, детали базирования оболочек - ведущий Т-образный грибок 4 с фасонной кольцеобразной выточкой на ножке, соединенный с приводным валом 5 на подшипниках качения 6; на левом конце приводного вала 5 смонтированы механизмы поворота - храповое колесо 6, ленточный тормоз 7; через центральные отверстия Т-образного грибка 4 и приводного вала 5 пропущен шток 8, снабженный на левом конце пакетом тарельчатых пружин 9 и соединенный со штоком пневмоцилиндра (не показано), а на переднем конце штока 8 закреплен с небольшим натягом зажимной элемент 10 (показан толстой сплошной линией), опирающийся своей выпуклой частью желоба на плоскую торцевую поверхность Т-образного грибка. Работает патрон в следующем порядке приемов: рабочий правой рукой устанавливает заготовку оболочки 12 на зажимной элемент 10, а левой поворачивает рукоятку управления пневмоцилиндром; шток 8 перемещается влево, сжимает тарельчатые пружины 9, осуществляя крепление оболочки 12; после этого рабочий включает кнопкой (или педалью) пресс на автоматический режим работы, при этом ползун пресса с пуансонодержателем и закрепленным в нем пуансоном опускается вниз и пробивает первое окно в заготовке оболочки, затем коленвал пресса возвращает ползун в верхнее положение, а кривошип, размещенный на коленвалу пресса, поворачивает тягой через храповик 6 приводной вал 5 с ведущим Т-образным грибком 4 и закрепленной заготовкой 12 для пробивки второго окна и т.д. По окончании пробивки заданного количества окон, встроенный в электросхему пресса счетчик импульсов автоматически отключает муфту сцепления в верхнем положении и ползун, а приводной вал 5 фиксируется тормозом 7. По окончании пробивки окон давление в пневмоцилиндре сбрасывается и тарельчатые пружины 9 возвращают зажимной элемент 10 в исходное положение, освобождая перфорированную оболочку 12. Образующаяся при пробивке высечка окон под собственным весом высыпается по каналу 11 в емкость. С небольшими конструктивными изменениями, а именно горизонтальным расположением оси механизмов привода и их деталей, приспособление для последовательной пробивки окон применяется для перфорирования цилиндрических оболочек сепараторов цилиндрических роликоподшипников.
Зажимной патрон для удаления волнистости торцов оболочек подрезкой их на токарном станке (фиг.5) представляет собою корпус 1, закрепляемый на шпинделе токарного станка (не показано), передний конец которого выполнен в виде усеченного конуса для базирования заготовок оболочек 5 с внутренней выточкой на торце для опоры выпуклой частью желоба зажимного элемента 3. Внутри корпуса 1 размещен шток 2, соединенный с пакетом тарельчатых пружин и штоком пневмоцилиндра (не показано). Передний конец штока 2 выполнен сферическим, радиус сферы которого меньше радиуса сферической тарелки зажимного элемента и имеет внутреннюю резьбу для закрепления с небольшим натягом зажимного элемента 3 винтом 4. Работает патрон в следующем порядке приемов: рабочий правой рукой устанавливает заготовку оболочек 5 на зажимной элемент 3, а левой поворачивает рукоятку управления пневмоцилиндром; шток 2 перемещается влево, сжимает тарельчатые пружины, осуществляя крепление оболочки 5, после чего рабочий включает вращение шпинделя токарного станка и производит подрезку торца перфорированной оболочки. Разжим обработанной оболочки, управление станком осуществляется в обратном порядке.
От проворота зажимного элемента на переднем конце штока предотвращают стопорением одной или несколькими резьбовыми шпильками или штифтами, соответственно ввернутыми или запрессованными в поверхность Т-образного грибка (на фиг.4 не показано) или в корпус патрона 1 (на фиг.5-6) через его радиальные прорези -в- (фиг.6).
Источники информации
1. Справочное пособие «Подшипники качения» под ред. Спицына Н.А. и др. М.: Машгиз, 1961, стр.665…667, варианты V, VII, VIII.
2. А.с. СССР №304064, В23в 31/02, 1969.
3. А.с. СССР №712204; В23в 31/02, БИ №4; 30.01.80 (прототип для зажимного патрона).
4. Станочные приспособления. Справочник в 2-х томах под ред. Вардашкина, т.2 М.: Машиностроение, 1984, стр.388…393.
5. Станочные приспособления, конструирование и расчет, авт. Болотина Х.Л. Костромина Ф.П. изд. 4-е, М.: Машгиз, 1959, стр.124…129.
6. Оглоблин А.Н. Справочник токаря, изд.5-е, М.-Л.: Машгиз, 1960, стр.167, фиг.102а.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ ИЛИ СТРОЕННЫХ ШТАМПОВОК ИЗ НАРУЖНЫХ КОЛЕЦ ОДНОРЯДНЫХ КОНИЧЕСКИХ РОЛИКОПОДШИПНИКОВ | 2007 |
|
RU2378081C2 |
| ЗАЖИМНОЙ ПАТРОН (ВАРИАНТЫ) | 2007 |
|
RU2350434C1 |
| СПОСОБ ОБРАБОТКИ ОСЕРАДИАЛЬНЫХ ВНУТРЕННИХ ЗАКРЫТЫХ ВЫТОЧЕК В ЗАГОТОВКАХ КОЛЕЦ | 2005 |
|
RU2314182C2 |
| СПОСОБ КОНТРОЛЯ СООСНОСТИ ОТВЕРСТИЙ В ДНЕ И НА СТЕНКЕ ОБОЛОЧЕК, РАСПОЛОЖЕННЫХ ПОД УГЛАМИ 90 И БОЛЕЕ ГРАДУСОВ, И УСТРОЙСТВО УНИВЕРСАЛЬНОЕ ДЛЯ КОНТРОЛЯ | 2005 |
|
RU2290598C1 |
| КУЛАЧКИ ЗАЖИМНОГО ПАТРОНА (ВАРИАНТЫ) | 2001 |
|
RU2253547C9 |
| Патрон для зажима колец | 1980 |
|
SU933283A1 |
| Способ изготовления тонкостенных осесимметричных оболочек из алюминиевых сплавов | 2024 |
|
RU2836400C1 |
| Устройство для ротационной вытяжки осесимметричных оболочек сложной формы | 2017 |
|
RU2655558C1 |
| Патрон для закрепления колец подшипников | 1981 |
|
SU1024174A1 |
Патрон предназначен для заготовок оболочек с соосными цилиндрическими отверстиями в дне или дисков с возможностью поворота или вращения и содержит зажимной элемент, приводной шток, управляемый механическим приводом, на конце которого закреплен зажимной элемент, корпус с выточкой на его рабочем торце соответственно для базирования заготовки и упора зажимного элемента. Для повышения производительности зажимной элемент выполнен в форме упругой сферической тарелки с бортом, образованным концентричным желобом, разделенной радиальными прорезями на ряд секторов и предназначенной для закрепления заготовки по цилиндрическому отверстию путем деформации зажимного элемента осевым перемещением штока. 4 з.п. ф-лы, 8 ил.
1. Зажимной патрон для заготовок оболочек с соосными цилиндрическими отверстиями в дне или дисков с возможностью поворота или вращения, содержащий зажимной элемент, приводной шток, управляемый механическим приводом, на конце которого закреплен зажимной элемент, корпус с выточкой на его рабочем торце соответственно для базирования заготовки и упора зажимного элемента, отличающийся тем, что зажимной элемент выполнен в форме упругой сферической тарелки с бортом, образованным концентричным желобом, разделенной радиальными прорезями на ряд секторов и предназначенной для закрепления заготовки по цилиндрическому отверстию путем деформации зажимного элемента осевым перемещением штока.
2. Зажимной патрон по п.1, отличающийся тем, что количество секторов зажимного элемента и величина осевого перемещения штока выбраны из условия обеспечения необходимого усилия зажима оболочек при механической обработке их торцов.
3. Зажимной патрон по п.1 или 2, отличающийся тем, что для предотвращения проворота зажимного элемента он снабжен одной или несколькими резьбовыми шпильками или одним или несколькими штифтами, соответственно вворачиваемыми или запрессованными в Т-образный грибок, выполненный на штоке, или в корпус патрона через прорези в зажимном элементе.
4. 3ажимной патрон по п.1, отличающийся тем, что он предназначен для закрепления сепараторов конических и цилиндрических роликоподшипников для обеспечения последовательной пробивки окон или подрезки их торцов и механической обработки дисков.
5. Зажимной патрон по любому из пп.1-3, отличающийся тем, что он предназначен для закрепления одним зажимным элементом ряда заготовок оболочек или дисков по цилиндрическому отверстию одного порядка диаметров, изготавливаемых из металла других толщин, путем придания борту зажимного элемента радиальной волнистости размером 1,5-3 t, где t - толщина металла заготовок.
| Патрон для зажима тонкостенных колец | 1978 |
|
SU712204A1 |
| Патрон для крепления и вращения чашеобразных заготовок, например, сепараторов конических роликоподшипников | 1956 |
|
SU105917A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК СВЯЗНОСТИ ВЕРОЯТНОСТНОГО ГРАФА | 0 |
|
SU304604A1 |
| Патрон | 1982 |
|
SU1021523A1 |
| Электробур | 1935 |
|
SU47271A1 |
| US 3433492 A, 18.03.1969. | |||

