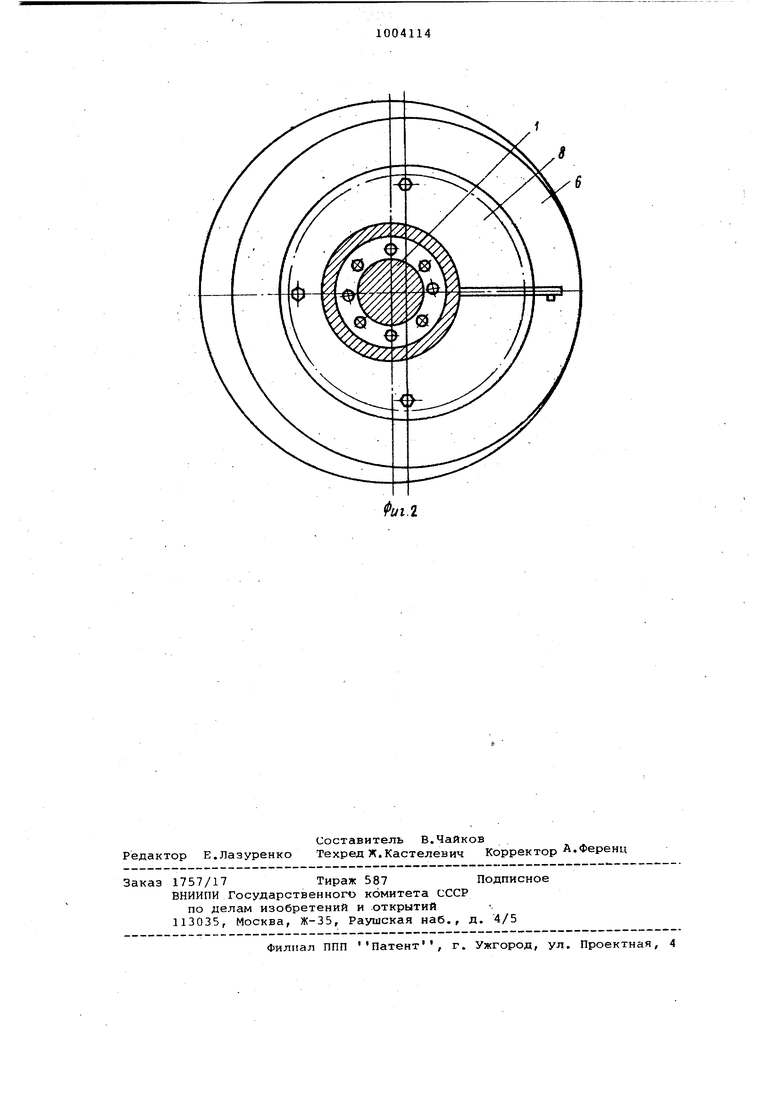
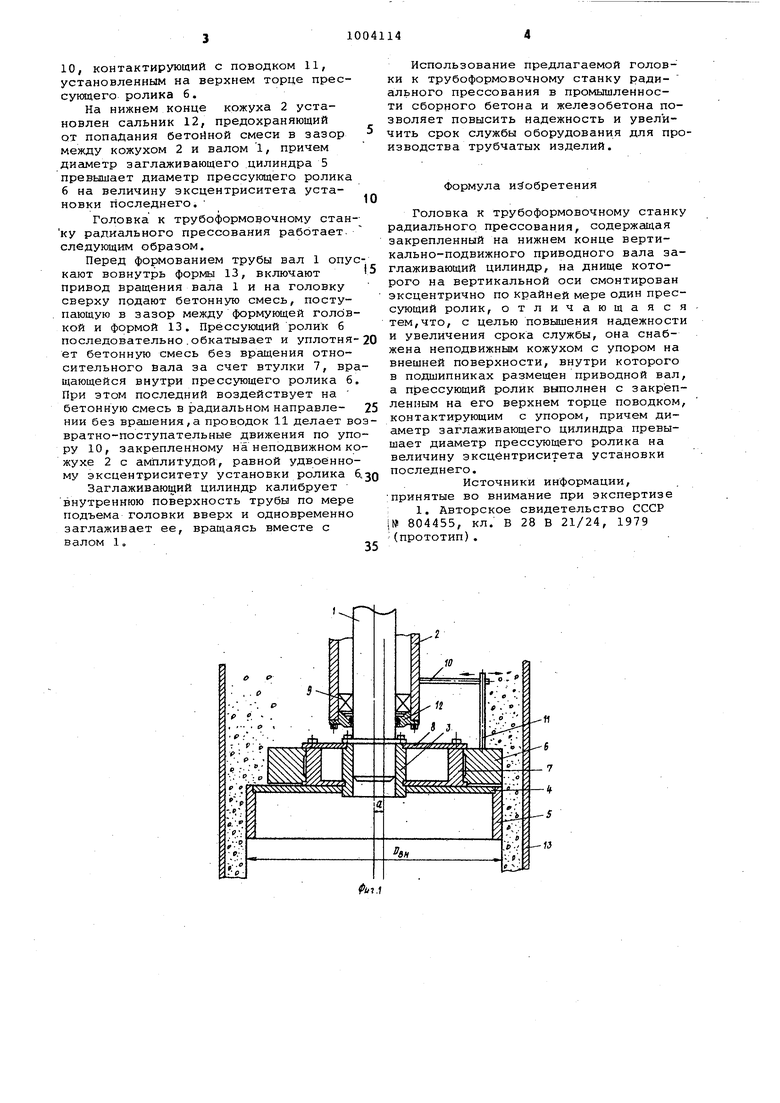
10, контактирующий с поводком 11, установленным на верхнем торце прессующего ролика б. На нижнем конце кожуха 2 установлен сальник 12, предохраняющий от попадания бетонной смеси в зазор между кожухом 2 и валом 1, причем диаметр заглаживающего цилиндра 5 превышает диаметр прессующего ролика б на величину эксцентриситета установки последнего. Головка к трубоформовочному станку радиального прессования работает, следующим образом. Перед формованием трубы вал 1 опу кают вовнутрь формы 13, включают привод вращения вала 1 и на головку сверху подают бетонную смесь, поступающую в зазор между формующей голов кой и формой 13. Прессующий ролик б последовательно.обкатывает и уплотни ет бетонную смесь без вращения относительного вала за счет втулки 7, вр щающейся внутри прессующего ролика б При этом последний воздействует на бетонную смесь в радиальном направлеНИИ без вращения,а проводок 11 делает в вратно-поступательные движения по уп ру 10, закрепленному на неподвижном к жухе 2 с амплитудой, равной удвоенно му эксцентриситету установки ролика Заглаживаюй ий цилиндр калибрует внутреннюю поверхность трубы по мере подъема головки вверх и одновременно заглаживает ее, вращаясь вместе с валом 1. Использование предлагаемой головки к трубоформовочному станку радиального прессования в промыщленнос- ти сборного бетона и железобетона позволяет повысить надежность и увеличить срок службы оборудования для производства трубчатых изделий. Формула изобретения Головка к трубоформовочному станку радиального прессования, содержащая закрепленный на нижнем конце вертикально-подвижного приводного вала заглаживающий цилиндр, на днище которого на вертикальной оси смонтирован эксцентрично по крайней мере один прессующий ролик, отличающаяся тем,что, с целью повышения надежности и увеличения срока службы, она снабжена неподвижным кожухом с упором на внешней поверхности, внутри которого в подшипниках размещен приводной вал, а прессующий ролик выполнен с закрепленным на его верхнем торце поводком, контактирующим с упором, причем диаметр заглаживающего цилиндра превышает диаметр прессующего ролика на величину эксцентриситета установки последнего. Источники информации, :принятые во внимание при экспертизе 1. Авторское свидетельство СССР i№ 804455, кл. В 28 В 21/24, 1979 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка к трубоформочному станку радиального прессования | 1988 |
|
SU1671461A1 |
| Вертикально-подвижная головка трубоформовочного станка | 1977 |
|
SU772872A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1981 |
|
SU990534A2 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1991 |
|
SU1787795A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1990 |
|
SU1811494A3 |
| Устройство для радиального прессования трубчатых изделий | 1990 |
|
SU1811495A3 |
| Головка для радиального прессования трубчатых изделий | 1991 |
|
SU1794029A3 |
| Головка для прессования трубчатых изделий из бетонных смесей | 1990 |
|
SU1754460A1 |
| Устройство для изготовления радиально-прессованных трубчатых изделий из бетонных смесей | 1989 |
|
SU1728033A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1991 |
|
SU1787796A1 |