(54) УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ГОФРИРОВАНИЯ Изобретение относится к устройствам для переработки стеклопластиков, термопластов, бумаги, а более конкретно к устройствам для образования продольных гофров на листовых материалах. Известна установка для непрерывного продольного гофрирования листовых заготовок из термопластов, содержащая расположенные друг над другом бесконечные формующие ленты 1. Недостатком этого устройства является сложность изготовления прямоугольного профиля гофр. Наиболее близким к изобретению является устройство для продольного гофрирования листов, содержащее ряды бесконечных гибких профилирующих элементов, расположенные один над другим со смещением нижних относительно верхних, и направляющие и прижимающие ролики 2. Однако известное устройство не позволяет обеспечить получение прямоугольного профиля гофр хорошего качества. Цель изобретения - повыщение качества получения прямоугольного профиля тофр.
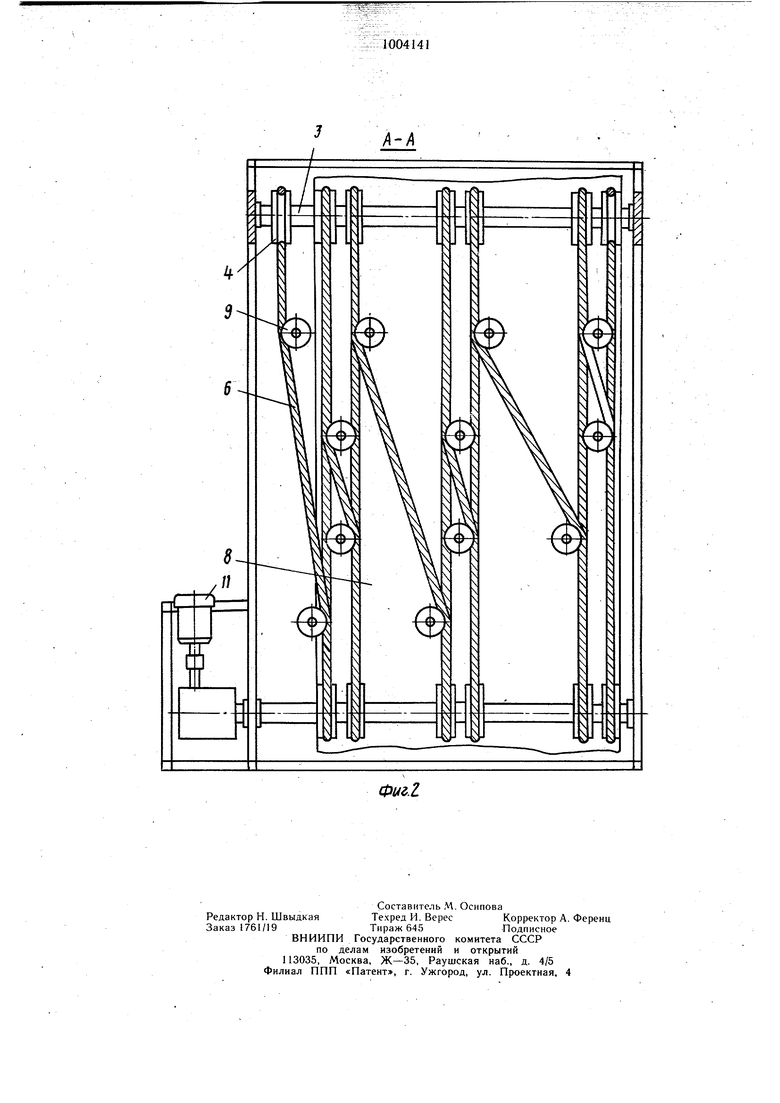
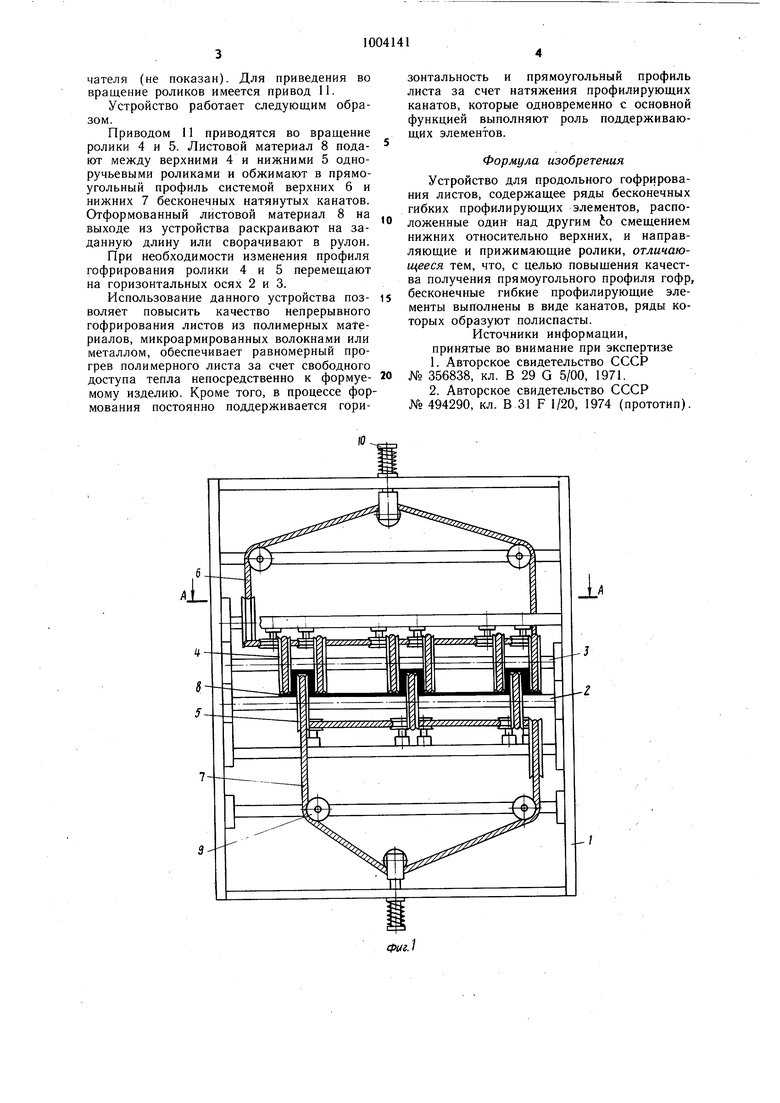
ЛИСТОВ Поставленная цель достигается тем, что в устройстве, содержащем ряды бесконечных гибких профилирующих элементов, расположенные один над другим со смещением нижних относительно верхних, и направляющие и прижимающие ролики, бесконечные гибкие профилирующие элементы выполнены в виде канатов, ряды которых образуют полиспасты. На фиг. 1 показано устройство со стороны захвата формуемой листа; на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит раму 1, на которой на параллельных осях 2 и 3 смонтированы ряды верхних 4 и нижних 5 одноручьевых роликов. В желобах роликов 4 и 5 запасованы соответственно верхние и нижние бесконечные канаты 6 и. 7 для профилирования листового материала 8. Канаты 6 и 7 натянуты через системы блочков 9 натяжным устройством 10 до заданного напряжения, что создает формуемому листовому материалу 8 в период полимери.зации постоянную форму в подвижном состоянии. Тепло для полимеризации может подводиться- посредством потока снизу, например, с помощью инфракрасного излучателя (не показан). Для приведения во вращение роликов имеется привод 11.
Устройство работает следующим образом.
Приводом 11 приводятся во вращение ролики 4 и 5. Листовой материал 8 подают между верхними 4 и нижними 5 одноручьевыми роликами и обжимают в прямоугольный профиль системой верхних б и нижних 7 бесконечных натянутых канатов. Отформованный листовой материал 8 на выходе из устройства раскраивают на заданную длину или сворачивают в рулон.
При необходимости изменения профиля гофрирования ролики 4 и 5 перемещают на горизонтальных осях 2 и 3.
Использование данного устройства позволяет повысить качество непрерывного гофрирования листов из полимерных Mateриалов, микроармированных волокнами или металлом, обеспечивает равномерный прогрев полимерного листа за счет свободного доступа тепла непосредственно к формуемому изделию. Кроме того, в процессе формования постоянно поддерживается горизонтальность и прямоугольный профиль листа за счет натяжения профилирующих канатов, которые одновременно с основной функцией выполняют роль поддерживающих элементов.
Формула изобретения
Устройство для продольного гофрирования листов, содержащее ряды бесконечных гибких профилирующих элементов, расположенные один над другим Jo смещением нижних относительно верхних, и направляющие и прижимающие ролики, отличающееся тем, что, с целью повышения качества получения прямоугольного профиля гофр, бесконечные гибкие профилирующие элементы выполнены в виде канатов, ряды которых образуют полиспасты.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 356838, кл. В 29 G 5/00, 1971.
2.Авторское свидетельство СССР
№ 494290, кл. В 31 F 1/20, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Машина для регулируемого продольного гофрирования листовых материалов | 1987 |
|
SU1816240A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105622C1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105625C1 |