Изобретение относится к устройствам для формования гофрированных и ячеистых изделий из пластмасс и может быть использовано для изготовления заполнителей радиопрозрачных панелей из стеклопластика.
Известно устройство для продольного гофрирования листов -АС №1004141, М.кл.3 B29G 5/00. Устройство содержит бесконечные гибкие ряды профилирующих элементов в виде канатов, расположенных один над другим со смещением нижних относительно верхних, ряды которых образуют полиспасты, и направляющие и прижимающие ролики. Известное устройство предназначено для получения прямоугольного профиля гофр. Использование в качестве профилирующего элемента бесконечных канатов, запасованных в одноручьевые ролики, не обеспечивает высокого качества гофрирования, так как заготовка из термо- и стеклопластиков при нагревании переходит в пластичное состояние, формующие ролики контактируют с заготовкой поверхностью каната запасованного в ролик, таким образом, в полученном гофрированном изделии остается характерный след от поверхности каната. Бесконечные канаты находятся в непрерывном контакте с термо- и стеклопластиком, при этом канат постоянно пропитывается связующим, и при прохождении через систему роликов происходит его (связующего) налипание на рабочие поверхности роликов. В конечном итоге всю систему заклинивает, нарушается работоспособность устройства.
К недостаткам этого устройства можно отнести сложность получения качественного гофрированного изделия, т.к. выстроенные в ряд гофрообразующие элементы в виде бесконечного каната с направляющими и прижимающими роликами осуществляют одновременный захват всем рядом роликов набегающего края заготовки по всей ее ширине. При этом затрудняется свободное перемещение полотна заготовки от периферии к центру, вследствие чего не обеспечивается равноценное и равномерное продавливание гофр в не растягивающемся полотне заготовки термо- или стеклопластика. Кроме того, невозможно создать равномерное натяжение каната на всех участках устройства между множеством рабочих роликов. На качестве конечного продукта отражается также возможное провисание полотна заготовки из-за большого расстояния между ведомым и ведущим валом.
Таким образом, перечисленные недостатки не обеспечивают качественного гофрирования термо- и стеклопластика для дальнейшего формообразования ячеек, снижают работоспособность и надежность устройства, приводят к его нестабильной работе и, как следствие, снижают качество ячеистого заполнителя.
Наиболее близким по технической сущности является техническое решение по патенту СССР №859186, опубл. 30.08.1981, М.кл3 B29G 5/00 на «Устройство для непрерывного формования профильных изделий из листовой заготовки». Устройство содержит узел подачи листовой заготовки, механизм формования, выполненный в виде параллельных рядов бесконечных верхних и нижних цепей с профильными элементами, и калибрующие направляющие. Ряды верхних и соответствующие им ряды нижних цепей установлены с возможностью попарного зацепления, кроме того, ряды как верхних, так и нижних цепей, размещенные по разные стороны от среднего ряда, расположены с уменьшением количества профильных элементов в сторону движения листовой заготовки на величину, кратную шагу ячейки, причем четные ряды цепей смещены относительно нечетных на величину, равную глубине ячейки.
Недостатком известного технического решения является большое количество групп цепей (по количеству рядов ячеек по ширине заготовки). Каждая из цепей состоит из звеньев, выполненных в виде профильных элементов. Параллельное движение отдельных цепей с профильными элементами сложно синхронизировать между собой, выдерживая требования к совпадению профильных элементов в горизонтальных рядах, а также совпадение профильных элементов верхних и нижних цепей для обеспечения попарного зацепления. В известном техническом решении конструктивно не предусмотрена возможность синхронизации параллельного перемещения групп цепей между собой с учетом требований по совпадению профильных элементов в горизонтальных рядах, а также совпадение профильных элементов верхних и нижних цепей для обеспечения попарного зацепления.
Размещение профильных элементов на звеньях цепи шарнирно не обеспечивает равномерное давление на ткань профильными элементами всех цепей, вступающими в контакт в момент захвата, вследствие этого может произойти перекос в центрировании профильных элементов. Рабочие (контактирующие) плоскости профильных элементов верхнего и нижнего рядов могут зажать (зацепить) заготовку неравномерно, произойдет «закусывание» ткани между профильными элементами, закрепленными на звеньях цепи. При этом нарушается форма ячейки, ее геометрия, снижается качество получаемого ячеистого изделия. Большое количество рядов цепей с профильными элементами может привести к неравномерному натяжению цепей относительно друг друга и, как следствие, не достигается требуемое равномерное продавливание ткани между верхними и нижними, встречными профильными элементами, что также приводит к снижению качества ячеистого заполнителя в части профилирования ячеек. Калибрующие направляющие создают дополнительное натяжение листовой заготовки на профильных элементах, но не влияют на натяжение цепей, синхронизацию движения профильных элементов, их точное совпадение. Кроме того, при захвате листовой заготовки профильными элементами возникает трение, обусловленное пропиткой связующим, которое сложно преодолеть при смыкании профильных элементов в момент образования ячеек. При этом затрудняется свободное перемещение полотна заготовки от периферии (по ширине и длине заготовки) в зону каждого профилирующего элемента, вследствие этого не обеспечивается равноценное и равномерное продавливание гофр в не растягивающемся полотне заготовки термо - или стеклопластика. Вследствие этого может произойти нарушение целостности полотна заготовки в зоне возникновения наибольшего напряжения. Поэтому разделение процесса на предварительное гофрирование и последующее формование позволит повысить качество ячеистого заполнителя, а также надежность и работоспособность известного устройства. Все перечисленные недостатки вызваны сложностью устройства, обусловленной большим количеством независимых тянущих цепей, нарушением синхронности движения профильных элементов, что снижает работоспособность и надежность устройства, приводят к его нестабильной работе и, как следствие, к снижению качества ячеистого заполнителя.
Общими признаками прототипа и заявленного изобретения являются:
узел подачи листовой заготовки, механизм формования, выполненный в виде бесконечных верхних и соответствующих им нижних параллельных рядов с элементами передачи вращения и профильных элементов, соединенных шарнирно и установленных с возможностью попарного зацепления, причем четные ряды профильных элементов смещены относительно нечетных на величину, равную глубине ячейки.
Технической задачей настоящего изобретения является повышение работоспособности и надежности оборудования, обеспечивающего повышение качества изготовления ячеистых изделий.
Достигаемые технические результаты:
получение качественного гофро-полотна с заданными геометрическими параметрами за счет введения модуля гофрирования;
- повышение работоспособности оборудования достигается за счет обеспечения плотного контакта профильных элементов верхней и нижней гребенок на входе в зону формования путем установки натяжных устройств, обеспечивающих натяжение верхней и нижней ленты с гребенками;
-для достижения высокой надежности и увеличения работоспособности оборудования профильные элементы выполнены в виде гребенки с геометрией зуба, отвечающей форме ячейки, и установлены по ширине гофрированного полотна путем соединения торцов гребенок между собой шарнирно планками в ленту;
- повышение работоспособности и надежность работы линии достигается за счет синхронизации лент с параллельными рядами бесконечных верхних и соответствующих им нижних профильных элементов в виде гребенок, установленных с возможностью попарного зацепления, и обеспечивается элементами передачи вращения, например, цепной передачей первого (I) и второго (II) контуров (Рис. 1) с установленными на концах валов звездочками и зацеплением шипов, выполненных на валу, с соответствующими пазами, выполненными на обратной стороне гребенок.
- получение наиболее качественного и прочного ячеистого заполнителя заданной формы и геометрии достигается за счет размещения ТЭНов в зоне формования и проведения процесса предварительной полимеризации сформированных ячеек.
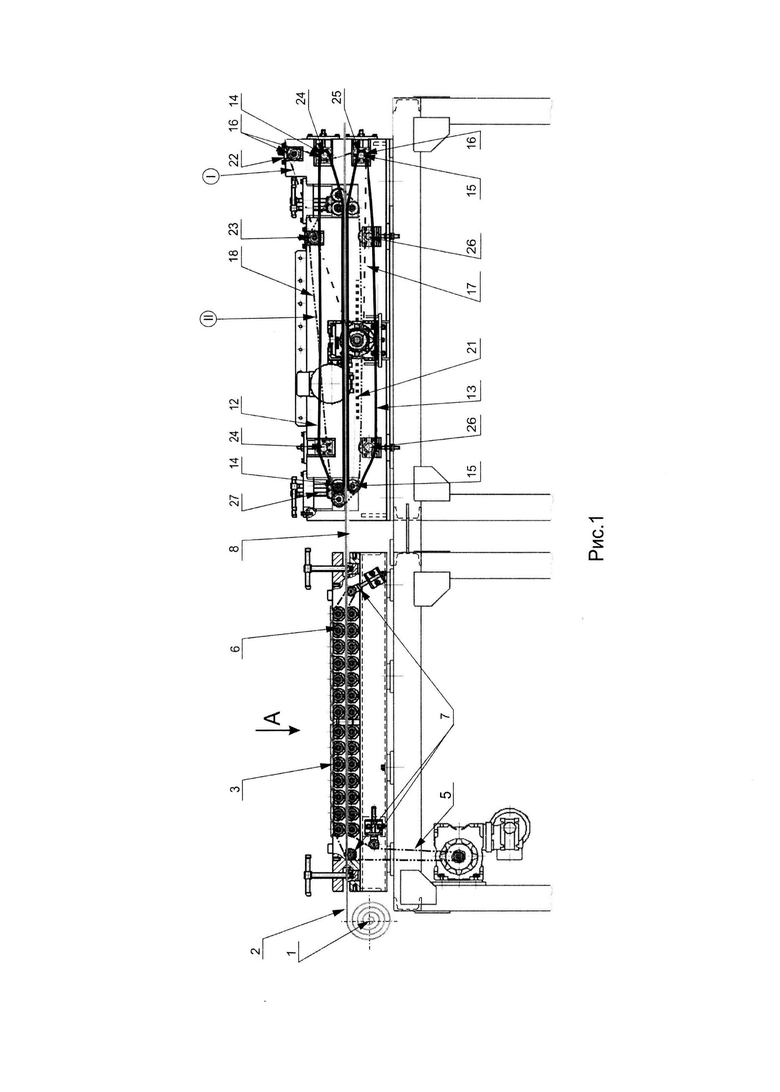
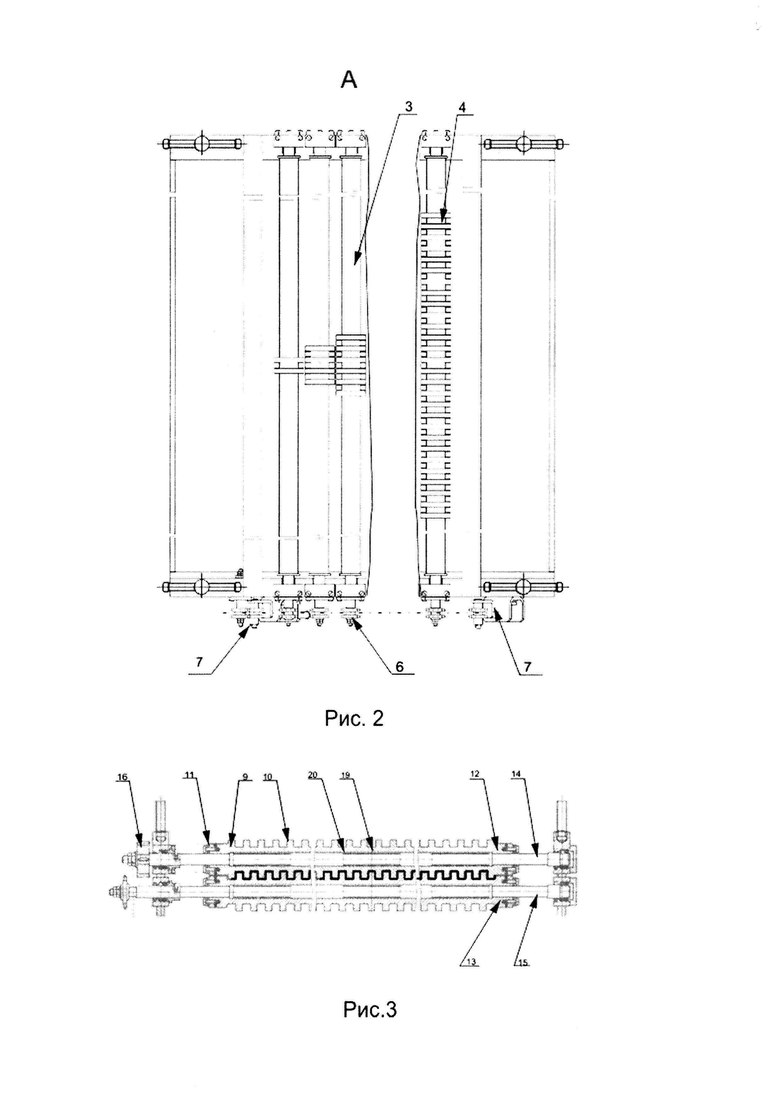
На рис. 1 представлена Линия для непрерывного формования профильных изделий из листовой заготовки, общий вид, на рис. 2 - модуль гофрирования, вид сверху, на рис. 3 - зацепление гребенок верхней и нижней лент.
Линия содержит узел 1 подачи листовой заготовки 2, модуль гофрирования (рис. 2), выполненный в виде параллельных рядов валов 3 с гофрирующими (профильными) роликами 4, при этом концы валов 3 завязаны в общую систему цепью 5 через звездочки 6. Натяжение цепи 5 обеспечивается натяжным устройством 7. Валы 3 установлены с последовательным увеличением количества роликов 4 на каждом следующем валу 3. По направляющей 8 гофрированная заготовка 2 поступает в модуль формирования ячеек (рис. 1) на гребенки 9 с профильными элементами 10, соответствующими форме ячейки. Гребенки 9 соединены между собой шарнирно планками 11 и собраны в верхнюю 12 и нижнюю 13 ленты. Верхняя 12 и нижняя 13 ленты установлены на валах 14 и 15 соответственно, приводятся в движение звездочками 16, закрепленными на концах валов 14 и 15, и соединены цепями 17 и 18. На валах 14 и 15 выполнены продольные шипы 19, которые входят в зацепление с пазами 20, выполненными на обратной стороне гребенки 9. В зоне формования ячеек размещены ТЭНы 21. Синхронизация вращения валов 14 и 15 и, соответственно, перемещения лент 12 и 13 с гребенками 9 обеспечивается цепной передачей первого и второго контура (I и II) и натяжными устройствами 22 первого и 23 второго контуров. Натяжение верхней 12 и нижней 13 лент обеспечивается натяжными устройствами верхними 24 и, соответственно, нижними 25 и 26. Для регулирования зазора между профильными элементами 10 верхней 12 ленты и ответными профильными элементами 10 нижней 13 ленты предусмотрен механизм поджатая 27.
Устройство работает следующим образом. Из узла 1 подачи листовая заготовка 2 поступает в модуль гофрирования, в котором первая пара валов 3 с гофрирующими (профильными) роликами 4 захватывает листовую заготовку 2 и обеспечивает равномерное протягивание через весь модуль параллельных рядов верхних и нижних валов 3 с гофрирующими (профилирующими) роликами 4. Верхние и нижние валы 3 попарно установлены с последовательным увеличением количества роликов 4 на каждом следующем валу 3 для обеспечения равномерного формования гофр на листовой заготовке 2. Ряды верхних валов 3 и соответствующие им ряды нижних валов 3 установлены с возможностью попарного зацепления. Гофрирующие ролики 4 верхних и нижних валов 3, размещенные по разные стороны от среднего ряда, расположены с увеличением количества профильных роликов 4 в сторону движения листовой заготовки 2 на величину, кратную шагу ячейки причем количество профильных роликов 4 в нижнем ряду валов 3 четное, а в верхнем ряду валов 3 нечетное. Такое выполнение валов 3 с гофрирующими (профильными) роликами 4 обеспечивает перемещение листовой заготовки 2 от периферии к середине, которое необходимо для образования гофр из не растягивающегося материала листовой заготовки 2.
Вращение валов 3 с роликами 4 обеспечивается с помощью системы цепей 5 и звездочек 6, закрепленных на концах валов 3. Натяжение цепи 5 обеспечивается через звездочки 6 натяжным устройством 7.
Далее листовая заготовка 2 с образованными гофрами по направляющей 8, повторяющей профиль гофрированной листовой заготовки 2, переходит в модуль формования ячеек. Направляющая 8 обеспечивает равномерное поступление гофрированного листа заготовки 2 в модуль формования ячеек. В модуле формования ячеек листовая заготовка 2 захватывается профильными элементами 10 гребенок 9. Профильные элементы 10 соответствуют геометрии и форме ячейки. Гребенки 9 выполнены с четным и нечетным числом профильных элементов 10 в ряду и соединены между собой планками 11 в ленты 12 и 13 поочередно. Верхняя 12 и нижняя 13 ленты установлены на валах соответственно 14 и 15, приводятся в движение звездочками 16, закрепленными на концах валов, и для синхронизации перемещения лент 12 и 13 объединены цепями 17 и 18 в общую систему.
На каждом из валов 14 и 15 выполнены продольные шипы 19, которые входят в зацепление с пазами 20, выполненными на обратной стороне гребенок 9. Совмещение продольных шипов 19 с пазами 20 обеспечивает фиксацию на валах и синхронизацию перемещения верхней 12 и нижней 13 лент, при этом профильные элементы 10 верхней 12 и нижней 13 лент входят в зацепление друг с другом. Требуемое натяжение верхней 12 и нижней 13 лент обеспечивается натяжными устройствами верхними 24 и нижними 25 и 26. Надежное захватывание гофрированной заготовки 2 профильными элементами 10 на гребенках 9 верхней 12 и нижней 13 лент регулируется с помощью механизма поджатая 27, который обеспечивает регулирование требуемого зазора. Синхронизация вращения валов 14 и 15 и перемещения лент 12 и 13 с гребенками 9 обеспечивается цепной передачей первого и второго контура (I и II) соответственно при помощи натяжных устройств 22 первого контура и 23 второго контура.
Для получения ячеек заданной геометрии и сохранения заданной формы в процессе формования ячеек проводят предварительную полимеризацию с помощью ТЭНов 21, размещенных в зоне формования.
Предлагаемое изобретение позволит повысить надежность и работоспособность оборудования, повысить качество изготовления ячеистых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования профильных изделий из листовой заготовки | 1979 |
|
SU859186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА | 1991 |
|
RU2068340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| Устройство для гофрирования листового материала | 1983 |
|
SU1148795A2 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
Изобретение относится к устройствам для формования гофрированных и ячеистых изделий из пластмасс и может быть использовано для изготовления заполнителей радиопрозрачных панелей из стеклопластика, в частности к линии для непрерывного формования профильных изделий из листовой заготовки. Линия содержит узел подачи листовой заготовки, модуль формования, выполненный в виде бесконечных верхних и нижних параллельных рядов с элементами передачи вращения и профильными элементами, соединенными шарнирно и установленными с возможностью попарного зацепления. Причем четные ряды профильных элементов смещены относительно нечетных на величину, равную глубине ячейки. При этом перед модулем формования размещен модуль гофрирования, состоящий из горизонтальных рядов верхних и нижних валов, связанных в общую систему вращения и содержащих четные и нечетные пары гофрообразующих элементов, кратных шагу ячейки, количество которых увеличивается в сторону движения заготовки. Кроме того, в зоне формования ячеек размещены ТЭНы, а профильные элементы механизма формования выполнены в виде гребенки с геометрией зуба, отвечающей форме ячейки, гребенки соединены между собой по торцам в ленту, причем верхняя и нижняя ленты соединены с натяжными устройствами и объединены в общую систему вращения. Техническим результатом заявленного изобретения является повышение работоспособности и надежности оборудования, обеспечивающего повышение качества изготовления ячеистых изделий. 1 з.п. ф-лы, 3 ил.
1. Линия для непрерывного формования профильных изделий из листовой заготовки, содержащая узел подачи листовой заготовки, модуль формования, выполненный в виде бесконечных верхних и нижних параллельных рядов с элементами передачи вращения и профильными элементами, соединенными шарнирно и установленными с возможностью попарного зацепления, причем четные ряды профильных элементов смещены относительно нечетных на величину, равную глубине ячейки, отличающаяся тем, что перед модулем формования размещен модуль гофрирования, состоящий из горизонтальных рядов верхних и нижних валов, связанных в общую систему вращения и содержащих четные и нечетные пары гофрообразующих элементов, кратных шагу ячейки, количество которых увеличивается в сторону движения заготовки, при этом в зоне формования ячеек размещены ТЭНы, а профильные элементы механизма формования выполнены в виде гребенки с геометрией зуба, отвечающей форме ячейки, гребенки соединены между собой по торцам в ленту, причем верхняя и нижняя ленты соединены с натяжными устройствами и объединены в общую систему вращения.
2. Линия по п. 1, отличающаяся тем, что на обратной стороне гребенки выполнены пазы, контактирующие с ответными выступами на валах.
| Устройство для непрерывного формования профильных изделий из листовой заготовки | 1979 |
|
SU859186A1 |
| CN 110802852 A, 18.02.2020 | |||
| Устройство для изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2017 |
|
RU2681908C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2185287C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| Приспособление для обвязки предметов | 1979 |
|
SU825370A1 |

