Недостатком существующих форм для прессования стеклянных изделий является невозможность изготовлять в них желобчатые изделия без торцевых стенок. Поэтому такие изде.чия нрессуют с торцевыми стенками, которые после отжита изделия отрезают, а места среза зашлифовывают.
Пред.чагаемая форма нозво.шет сразу же в процессе одной операции - прессования - изготовлять желобчатые, например, полуцилиндрические изделия без торцевых степок. Устройство ее ноказано на чертеже. ,
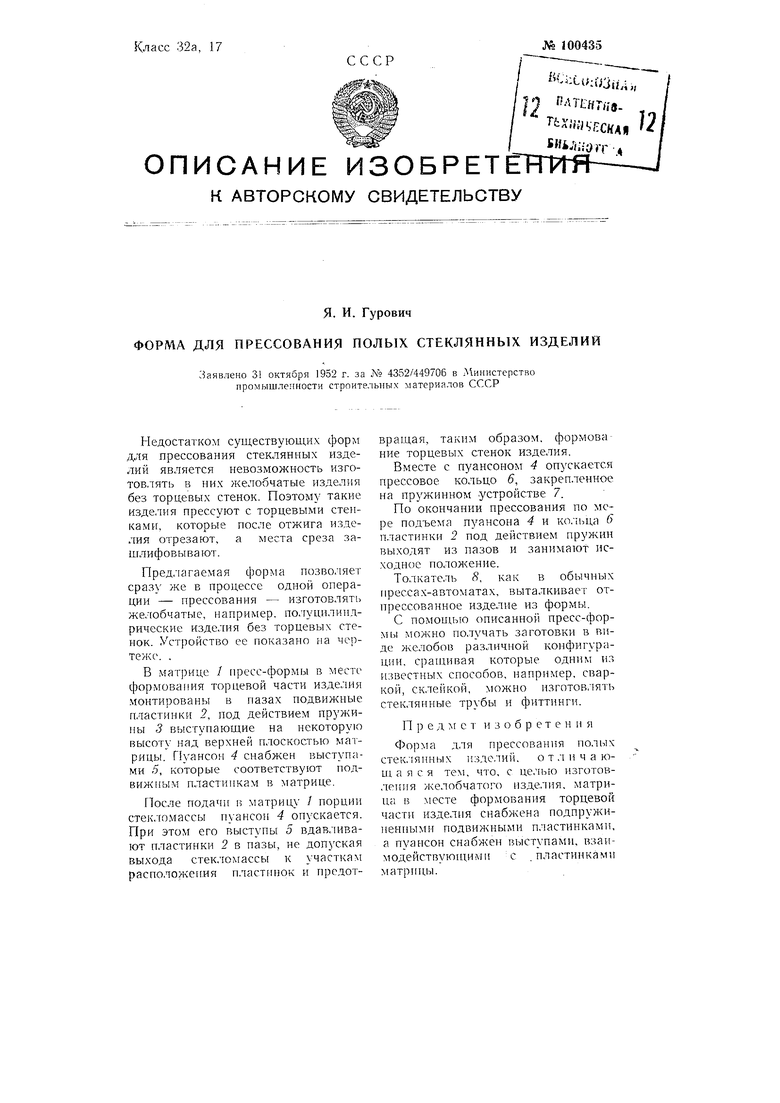
В матрице / пресс-формы в месте формования торцевой части изделия монтированы в пазах подвижные нластинки 2, под действием пружины 3 выступающие на некоторую высоту над верхней плоскостью матрицы. Пуансон 4 снабжен выступами 5, которые соответствуют подвижным пластинкам в матрице.
После подачи в матрицу / порции стекломассы пуансон 4 опускается. При этом его выступы 5 вдавливают пластинки 2 в пазы, не допуская выхода стек.юмассы к участкам расположения пластинок и предотвращая, таким образом, формова ние торцевых стенок изделия.
Вместе с пуансоном 4 опускается прессовое кольцо б, закрепленное на пружннном устройстве 7.
По окончании прессования по мере подъема пуансона 4 и ко.чьца 6 пластинки 2 под действием пружин выходят из пазов и занимают исходное положение.
Толкатель 8, как в обычных прессах-автоматах, выталкивает отпрессованное изделие из формы.
С помощью описанной пресс-формы можно получать заготовки в виде желобов различной конфигурации, срапдивая которые одним из известных способов, например, сваркой, склейкой, можно изготовлять стеклянные трубы и фиттинги.
П р е д лг е т изобретен и я
Форма д,тя прессования полых стек. янных изде.тий, о т л и ч а юшаяся тем, что, с це.тью изготовле1П1я желобчатого изде.тия, матрица 15 месте формования торцевой части изделия снабжена подпружиненными подвижными п, астинками, а пуансон снабжен выступами, взаимодействующими с .пластинками матрицы.