(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНОЙ ДЕТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СЖАТЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2308583C2 |
| Закладная деталь | 1988 |
|
SU1652479A1 |
| Железобетонный ригель | 1991 |
|
SU1779726A1 |
| СПОСОБ МОНТАЖА АРМАТУРНЫХ СТЕРЖНЕЙ И КАРКАСОВ, ВЫПОЛНЕННЫХ ИЗ НИХ | 2011 |
|
RU2454517C1 |
| Способ изготовления анкерного элемента закладной детали из полосовой заготовки | 1989 |
|
SU1722660A1 |
| НАРУЖНАЯ СТЕНОВАЯ ПАНЕЛЬ | 1991 |
|
RU2070257C1 |
| Способ изготовления закладных деталей | 1981 |
|
SU1017786A1 |
| Способ изготовления "закрытых столиков" для желебетонных изделий | 1977 |
|
SU651917A1 |
| Закладная деталь | 1991 |
|
SU1779719A1 |
| Железобетонная ребристая плита | 1981 |
|
SU981538A1 |
1
Изобретение относится к строительной индустрии и может быть использовано при производстве штампованных закладных деталей для сборных железобетонных изделий.
Известен способ изготовления закладной детали, включающий заготовку лицевой пластины и приварку к ней с помощью электросварки стержневых анкеров 1.
Однако для изготовления детали таким способом требуется применение двух различных технологических процессов штамповки и сварки, при этом процесс сварки требует больших установочных мощностей и больщого расхода электроэнергии.
Наиболее близким техническим решением к изобретению является способ изготовления закладной детали, включающий вырубку заготовки с полосовыми анкерами и загибку ее по заданному профилю, в котором на 2/3 длины хвостовой части анкеров выполняют выступы в виде отогнутых элементов 2.
Детали, которые могут быть изготовлены таким образом, обладают невысокой несущей способностью из-за недостаточной анкерующей способности в железобетонном изделии.
Цель изобретения - повышение анкерующей способности закладной детали. Поставленная цель достигается тем, что
согласно способу изготовления закладной детали, включающему вырубку заготовки с полосовыми анкерами и загибку ее по заданному профилю, на концевых участках полосовых анкеров просекают с вытяжкой
10 петли, в которые вставляют стержень периодического профиля и обжимают стержень и концевые участки анкеров.
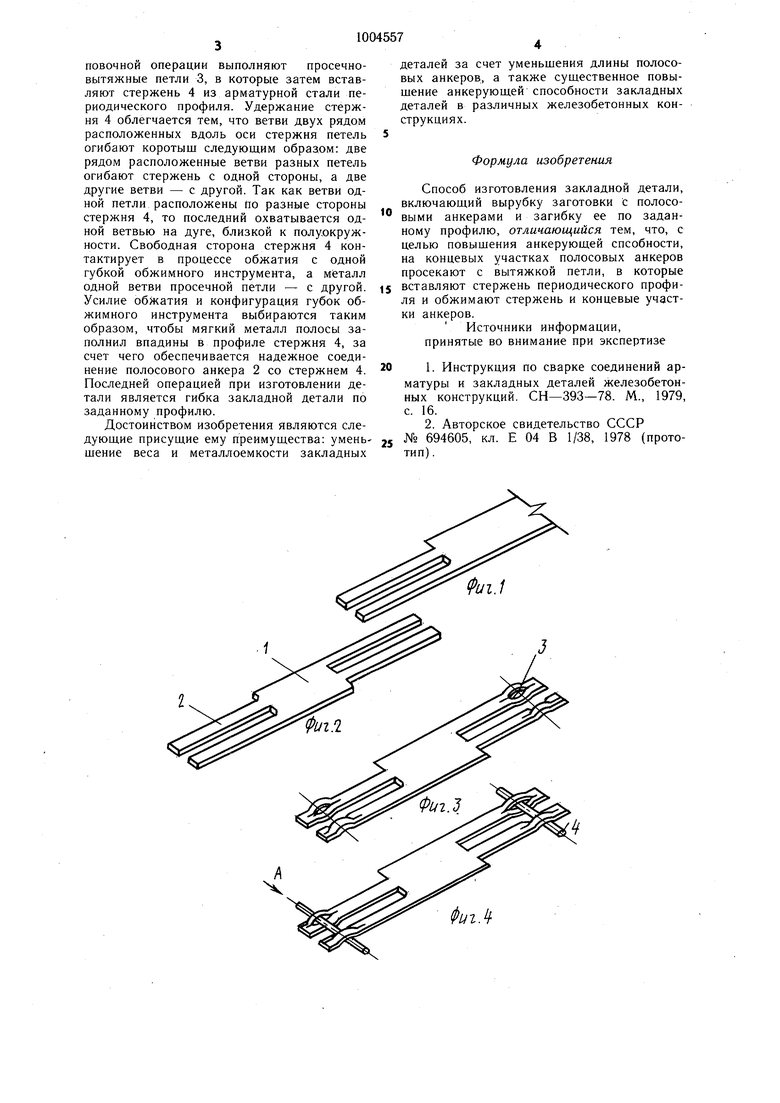
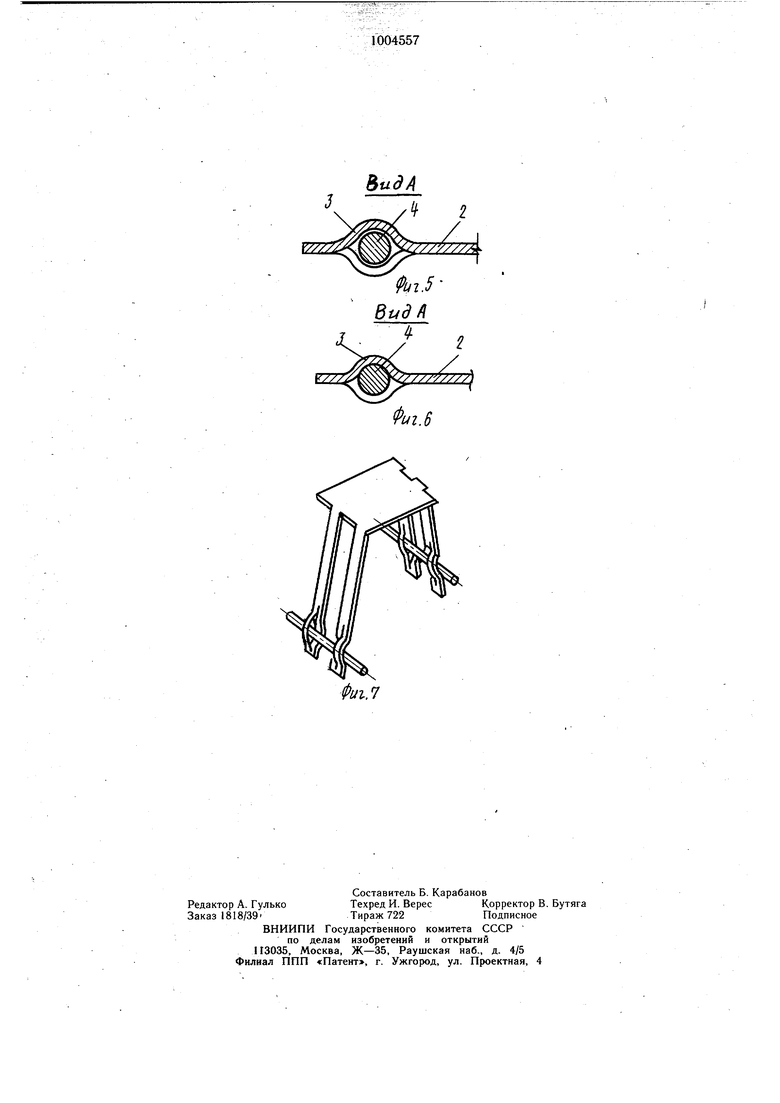
На фиг. 1 показана полоса, от которой отрублена заготовка; на фиг. 2 - плоская заготовка; на фиг. 3 - заготовка с просеч ными петлями; на фиг. 4 - заготовка со стержнем, вставленным в петлю; на фиг. 5- вид А на фиг. 4 (просечная петля до обжатия) ; на фиг. 6 - то же (просечная петля после обжатия); на фиг. 7 - готовая за20 кладная деталь.
Процесс изготовления начинается с правки и очистки полосы и вырубки плоской заготовки, включающей пластинчатую часть 1 и полосовые анкера 2. На следующей щтамПОБОЧНОЙ операции выполняют просечновытяжные петли 3, в которые затем вставляют стержень 4 из арматурной стали периодического профиля. Удержание стержня 4 облегчается тем, что ветви двух рядом расположенных вдоль оси стержня петель огибают коротыш следующим образом: две рядом расположенные ветви разных петель огибают стержень с одной стороны, а две другие ветви - с другой. Так как ветви одной петли расположены по разные стороны стержня 4, то последний охватывается одной ветвью на дуге, близкой к полуокружности. Свободная сторона стержня 4 контактирует в процессе обжатия с одной губкой обжимного инструмента, а металл одной ветви просечной петли - с другой. Усилие обжатия и конфигурация губок обжимного инструмента выбираются таким образом, чтобы мягкий металл полосы заполнил впадины в профиле стержня 4, за счет чего обеспечивается надежное соединение полосового анкера 2 со стержнем 4. Последней операцией при изготовлении детали является гибка закладной детали по заданному профилю. Достоинством изобретения являются следующие присущие ему преимущества: уменьшение веса и металлоемкости закладных деталей за счет уменьшения длины полосовых анкеров, а также существенное повышение анкерующей способности закладных деталей в различных железобетонных конструкциях. Формула изобретения Способ изготовления закладной детали, включающий вырубку заготовки с полосовыми анкерами и загибку ее по заданному профилю, отличающийся тем, что, с целью повышения анкерующей спсобности, на концевых участках полосовых анкеров просекают с вытяжкой петли, в которые вставляют стержень периодического профиля и обжимают стержень и концевые участки анкеров. Источники информации, принятые во внимание при экспертизе 1.Инструкция по сварке соединений арматуры и закладных деталей железобетонных конструкций. СН-393-78. М., 1979, с. 16. 2.Авторское свидетельство СССР № 694605, кл. Е 04 В 1/38, 1978 (протоBu A
2
