Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, а также наземном жилищном и промышленном строительстве для производства закладных соединительных элементов, в частности закладных крепежных и строповочных деталей с плоскими полосовыми анкерными элементами.
Цель изобретения - улучшение эксплуатационных свойств и повышение качества анкерного элемента путем формирования в полосовой заготовке заданного профиля анкерного элемента объемно-просечного типа закладной детали (ЗД) повышенной несущей способности.
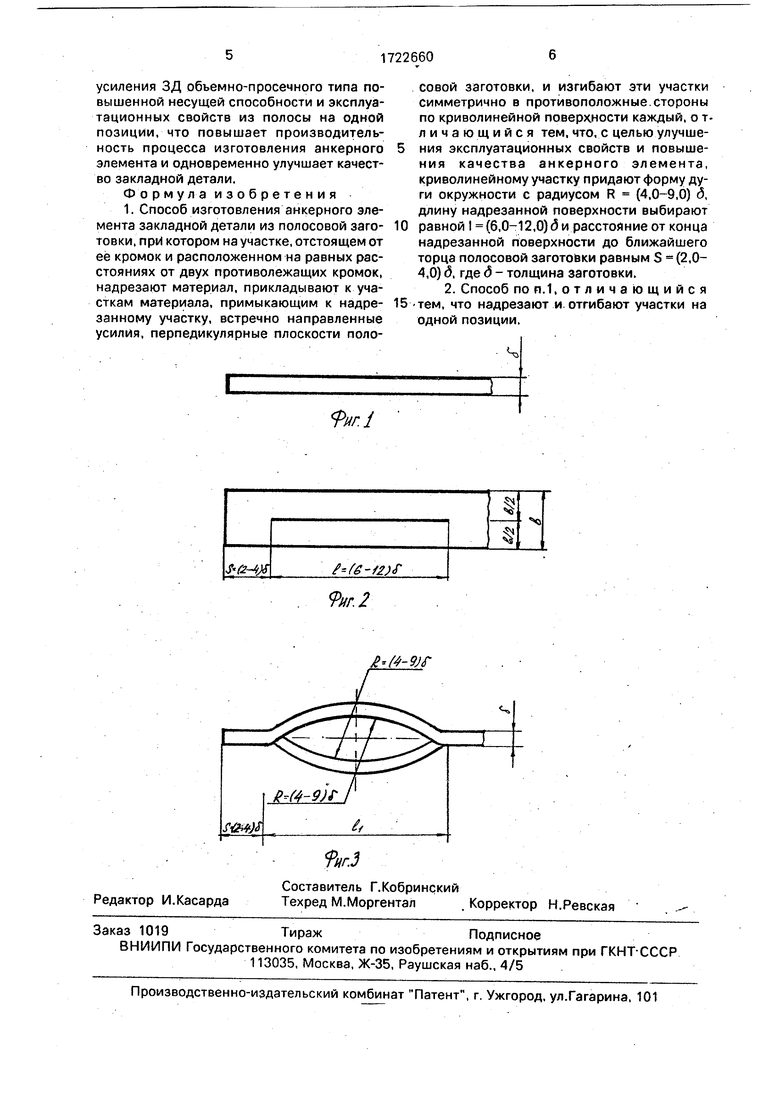
Сущность способа заключается в том, что на участке полосы, отстоящем от ее кромок и расположенном на равных расстояниях от двух по меньшей мере противоположных кромок, материал полосы надрезают, прикладывают к участкам материала, примыкающим к надрезанному участку, встречно направленные усилия, перпендикулярные плоскости полосы, и изгибают эти участки симметрично в противоположные стороны по криволинейной поверхности каждый, при этом криволинейному участку придают форму дуги окружности с радиусом R (4,0-9,0) б, длину надрезанной поверхности выбирают
N) Ю
ON О
О
ной I (6,0-12,0) 5 и расстояние от конца надрезанной поверхности до ближайшего торцы полосы оставляют равным S (2,0- 4,0) 3, где д - толщина полосы. Кроме того, участки полосы надрезают и отгибают на одной позиции.
Расчетным путем определено и экспериментально установлено, что параметры формируемого анкерного элемента ЗД, а именно профиль (конфигурация), размеры и место размещения анкерного элемента на поверхности полосы, выбраны и заданы для различных толщин сечения полосовой заготовки в соответствии с расчетом конструкций анкерных усилений по прочности, деформациям, образованию трещин и т.п., а также расчетом по площади смятия бетона под анкерным усилением, которое рассчитано по максимуму для тяжелого бетона.
Минимальные значения соотношения размеров формируемого анкерного элемента ЗД в зависимости от толщины 6 исходной полосовой заготовки составляют соответственно: минимальная длина (Мин.) надрезанной поверхности полосы равна 6,0 б; минимальное расстояние (Змин.) от конца надрезанной поверхности до ближайшего торца полосы равно 2,0 д и минимальный радиус (Ямин.) дуги окружности криволинейного участка составляет 4,0 д, При меньших значениях величин указанных параметров не обеспечиваются прочностные и эксплуатационные свойства анкерных элементов ЗД } в частности при меньших значениях 5мин. не выполняются условия равнопроч- ности металла полосы на прочность и металла нерассеченной концевой части полосы на разрыв (срез) под действием поперечных усилий от выгнутых участков полосы, образующих анкерное усиление, при приложении к анкерному элементу осевых усилий; а при меньших значениях Мин. и RMIIH. происходит значительное уменьшение площадей смятия бетона под анкером по условиям равнопрочности работы анкерного элемента (по сечению) и рассечки (по смятию бетона) в тяжелых бетонах классов В 10.
Максимальные соотношения размеров формируемого анкерного элемента ЗД в зависимости от толщины д исходной полосовой заготовки составляют соответственно: максимальная длина (макс.) надрезанной поверхности полосы равна 12 5, максимальное расстояние (Sмакс.) от конца надрезанной полосы до ближайшего торца полосы равно 4,0 д и максимальный радиус (Рмакс.) дуги окружности криволинейного участка составляет 9,0 д. При больших значениях величин указанных параметров для полосо-1
вых заготовках разного сортамента (различных сечений полосы), в частности при любом увеличении параметра I происходит перерасход металла полосы, что неэкономично. Кроме того, максимальные значения параметров формируемого анкерного элемента ограничены также технологическими соображениями, а именно возможностями метода штамповки (недопустимость повреждения полосы при штамповке, особенно полосы малой толщины, и т.п.). При этом максимальные размеры анкерного элемента выбираются из условий обеспечения работы анкерного усиления на смятие бетона
и металла нерассеченной концевой части полосы на разрыв, в том числе и в малопрочных бетонах.
На фиг.1 изображена полосовая заготовка толщиной д, вид сбоку; на фиг.2 участок надрезки на поверхности полосы при формировании анкерного элемента, вид сверху; на фиг.З - конфигурация анкерного элемента ЗД, сформированного на полосовой заготовке согласно предлагаемому способу.
Способ реализован при изготовлении анкерного элемента объемно-просечного типа на длинномерной полосовой заготовке из стали марки В стЗ кп 2, толщиной полосы
3-10 мм, шириной полосы 20-50 мм (сечением полосы 3x20-10x50), при загрузке полосы в штамп пресса, в котором за один ход пресса методом холодной штамповки производят надрезку поверхности полосы с помощью режущих кромок пуансона и матрицы и выгибание надрезанных частей полосы участками гибки пуансона и матрицы. При этом формируют анкерное усиление с параметрами: длина надрезанной поверхности полосы I 68 мм, расстояние от конца надрезанной поверхности до ближайшего торца полосы S 15-20 мм, радиус дуги окружности S 35 + 5 мм, а после выгиба надрезанных частей полосы длина продоль
ного отверстия в анкерном элементе составляет И 63 мм за счет укорочения материала при выгибе без его вытяжки.
При использовании мерной стальной полосы сечением 5x20 мм и длиной 485 мм,
используемой для унифицированных ЗД, место формирования анкерного усиления выставляют по упору, для чего полосу размещают на опоре штампа и один конец полосы зажимают. При этом расстояние от
конца надрезаемой поверхности до ближайшего торца полосы выбирают в заданных пределах 2,0 д - 4,0 д.
Предлагаемый способ позволяет изготавливать цельноштампованные анкерные
усиления ЗД объемно-просечного типа повышенной несущей способности и эксплуатационных свойств из полосы на одной позиции, что повышает производительность процесса изготовления анкерного элемента и одновременно улучшает качество закладной детали.
Формула изобретения 1. Способ изготовления анкерного элемента закладной детали из полосовой заготовки, при котором на участке, отстоящем от её кромок и расположенном на равных расстояниях от двух противолежащих кромок, надрезают материал, прикладывают к участкам материала, примыкающим к надрезанному участку, встречно направленные усилия, перпедикулярные плоскости полосовой заготовки, и изгибают эти участки симметрично в противоположные.стороны по криволинейной поверхности каждый, о т- личающийся тем, что, с целью улучшения эксплуатационных свойств и повышения качества анкерного элемента, криволинейному участку придают форму дуги окружности с радиусом R (4,0-9,0) d длину надрезанной поверхности выбирают
равной I (6,0-12,0) d и расстояние от конца надрезанной поверхности до ближайшего торца полосовой заготовки равным S (2,0- 4,0) (5, где (5 - толщина заготовки.
2. Способ по п. 1,отличающийся
-тем, что надрезают и отгибают участки на одной позиции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2003 |
|
RU2235624C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ | 2007 |
|
RU2354473C1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Устройство для надрезки и деформирования надрезанных участков | 1990 |
|
SU1814576A3 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| ГНУТЫЙ ПРОСЕЧНОЙ УГОЛОК | 1998 |
|
RU2134224C1 |
Изобретение относится к обработке металлов давлением.и может быть использовано в машиностроении, а также в сборных бетонных и железобетонных конструкциях. Цель изобретения - улучшение эксплуатационных свойств и повышение качества изделий. При осуществлении способа на участке полосовой заготовки, отстоящем от ее кромок и расположенном на равных расстояниях от двух противоположных кромок, материал заготовки надрезают. Прикладывают к участкам заготовки, примыкающим к надрезан ному участку, встречно направленные усилия, перпендикулярные плоскости полосовой заготовки. Изгибают эти участки симметрично в противоположные стороны по криволинейной поверхности каждый, при этом криволинейному участку придают форму дуги окружности радиусом R (4,0- 9,0) 5. длину надрезанной поверхности выбирают равной I (6,0-12,0)6 и расстояние от конца надрезанной поверхности до ближайшего торца полосовой заготовки оставляют равным S .(2,0-4,0) д, где д - толщина заготовки. Участки заготовки надрезают и отгибают на одной позиции. 1 з.п. ф-лы, 3 ил. сл с
hr.l
Риг.2
Ы4-УГ
| Закладная деталь | 1980 |
|
SU896200A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
