00
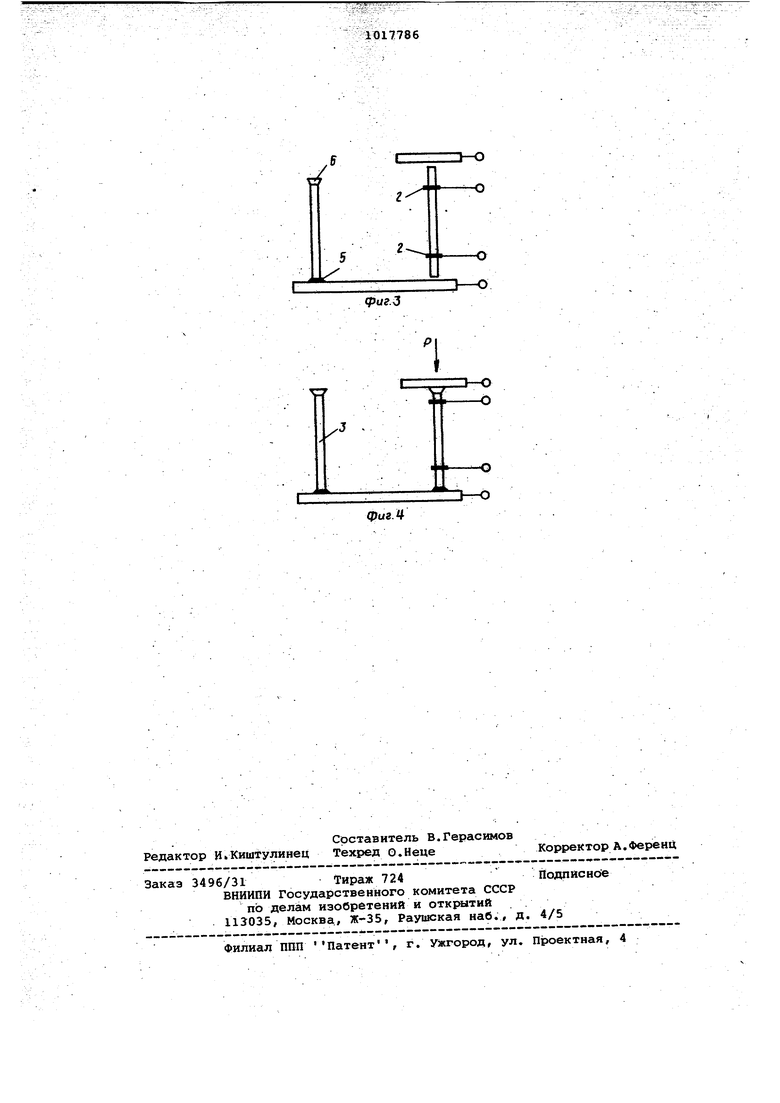
Изобретение относится к способа изготовления закладных деталей железобетонных изделий. Известен способ изготовления за кладных деталей, включающий соединение анкерных стержней с опорной пластиной электродуговой сваркой п флюсом путем расплавления конца стержня и погружением его в ванну расплавленного металла с последующим охлаждением 1. Однако этот способ характеризуе ся трудоемкостью и малой производительностью ввиду необходимости ус тановки в месте сварки стакана, за полнения его флюсом с последующим после сварки съемом стакана и убиранием флюса. Наиболее близким к предлагаемсму является способ изготовления заклад ных деталей, включающий соединение электросваркой анкерных стержней с опорной пластиной путем электроконтактного поочередного нагревания ко ца каждого стержня с последующим приложением к стержню сварочного давления С2 3. Недостатком этого способа являет ся невозможность одновременного образования на анкерных стержнях анкируюадих головок, предназначенных для повышения сцепления закладной детали с бетоном. Цель изо,бретения - обеспечение, одновременного образования на анкерных стержнях анкерукщих головок. Цель достигается тем, что согласно способу изготовления заКлгщных деталей, включающему соединение электросваркой анкерных стержней с опорной пластиной путем электроконтактного поочередного нагревания ко ца каждого стержня с последующим пр ложением к стержню сварочного давле ния, со стороны свободного конца ан керного стержня устанавливают элект родную пластину из токопроводящего несвариваемого материала и нагревают электрическим током свободный конец анкерного стержня одновременно с нагреванием его привариваемого .конца, а сварочное давление создают путем приложения к электродной пластине усилия, обжимающего анкерный стержень до деформации его свободного конца с образованием головки. На фиг.1 изображена схема установки элементов закладной детали и электродной пластины перед свариванием; на фиг. 2. - положениеэлементов после сваривания и образования анкерующей головки; на фиг.З - схема установки элементов перед свариванием последующего анкерного стержня; на фиг.4 - положение элементов после сваривания последующего анкерного стержня и образования на его конце головки. Закладные детали изготавливают следуизщим образом. Над уложенной горизонтально опорной пластиной 1 закладной детали в держателях-электродах 2 устанавливают анкерный стержень 3 и над ним устанавливают электродную пластину 4 из токопроводящего несвариваемого материала. Держатели-электроды 2, опорную 1 и электродную 4 пластины соединяют с источнике электрического тока. После этого включают электрический ток и вводят в соприкосновение анкерный стержень 3 с опорной 1 и электродной 4 пластинами. После разогрева и оплавления металла создают сварочное давление путем приложения к электродной пластине 4 усилия Р , обжимающего анкерный стержень 3 до осадки его в анкерную пластину 1 с образованием сварного шва 5 и деформации конца, находящегося под электродной пластиной 4, с образованием анкерунвдей головки 6. После этого выключают электрический ток. Затем производят аналогичным образом приваривание последугацих анкерных стержней 3 с одновременнь образованием на их концах анкерующих головок б. Эффективность предлагаемого способа заключается в одновременнем бразовании анкерной головки на тержне пртл его приваривании к пласине.
-y-Q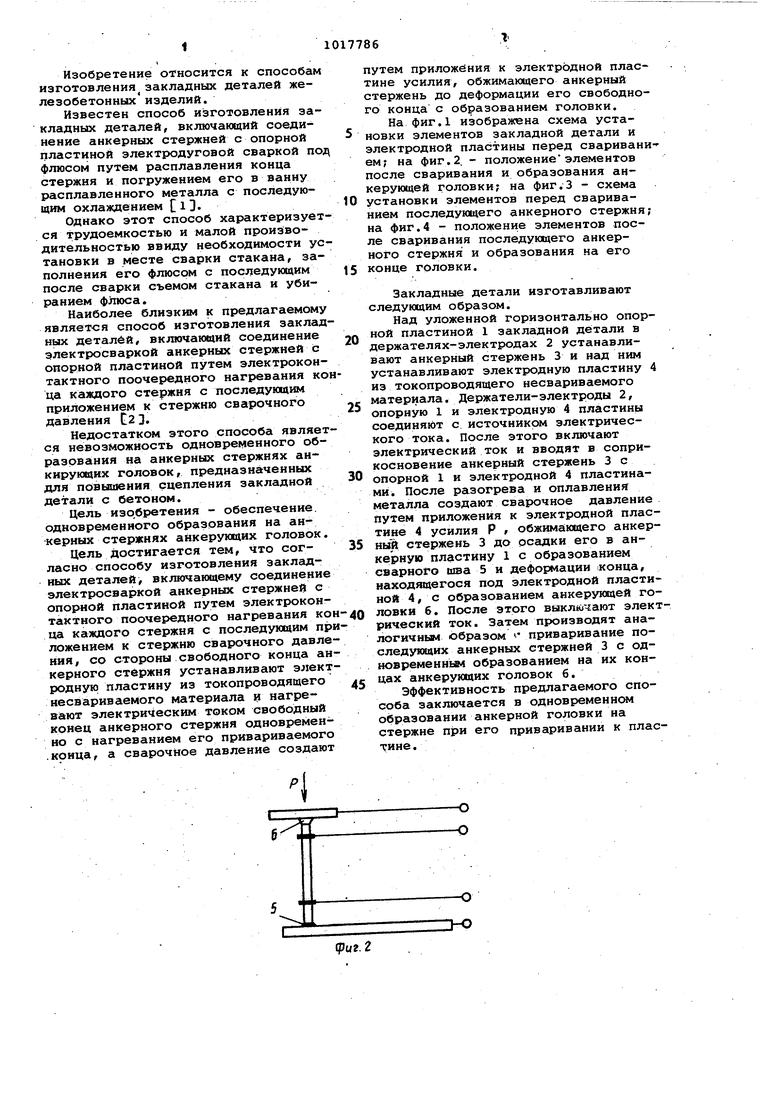
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления анкеров на арматурных стержнях | 1981 |
|
SU948573A1 |
| Устройство для образования анкерных головок на арматурных стержнях | 1984 |
|
SU1158716A2 |
| Устройство для образования анкерных головок на арматурных стержнях | 1982 |
|
SU1024571A1 |
| Арматурный элемент | 1986 |
|
SU1344881A1 |
| Закладная деталь | 1988 |
|
SU1601296A1 |
| Анкер закладной детали | 1985 |
|
SU1305276A1 |
| Устройство для образования анкерных головок на арматурных стержнях | 1985 |
|
SU1283328A1 |
| Способ соединения стержневой арматуры с анкерными головками на концах | 1988 |
|
SU1564303A1 |
| Способ изготовления "закрытых столиков" для желебетонных изделий | 1977 |
|
SU651917A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
СПСХ:ОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ, включающий соединение электросваркой анкерных стержней с опорной пластиной путем электроконтактного поочередного нги ревания конца каждого стержня с последующим приложенная к стержню сварочного давления, отличающийся тем, что, с.целью обеспечения одновременного образования на анкерных стержнях анкерующих головок, со стороны свободного конца анкерного-стержня устанавливают электродную пластину из токопроводящего несвариваемого материала и нагревают .электрическим током свободный конец анкерного стержня одновременно с нагреванием его привариваемого конца, а сварочное давление создают путем приложения к р электродной пластине усилия, обжимающего анкерный стержень до дефоЕялации его свободного конца с образованием головки.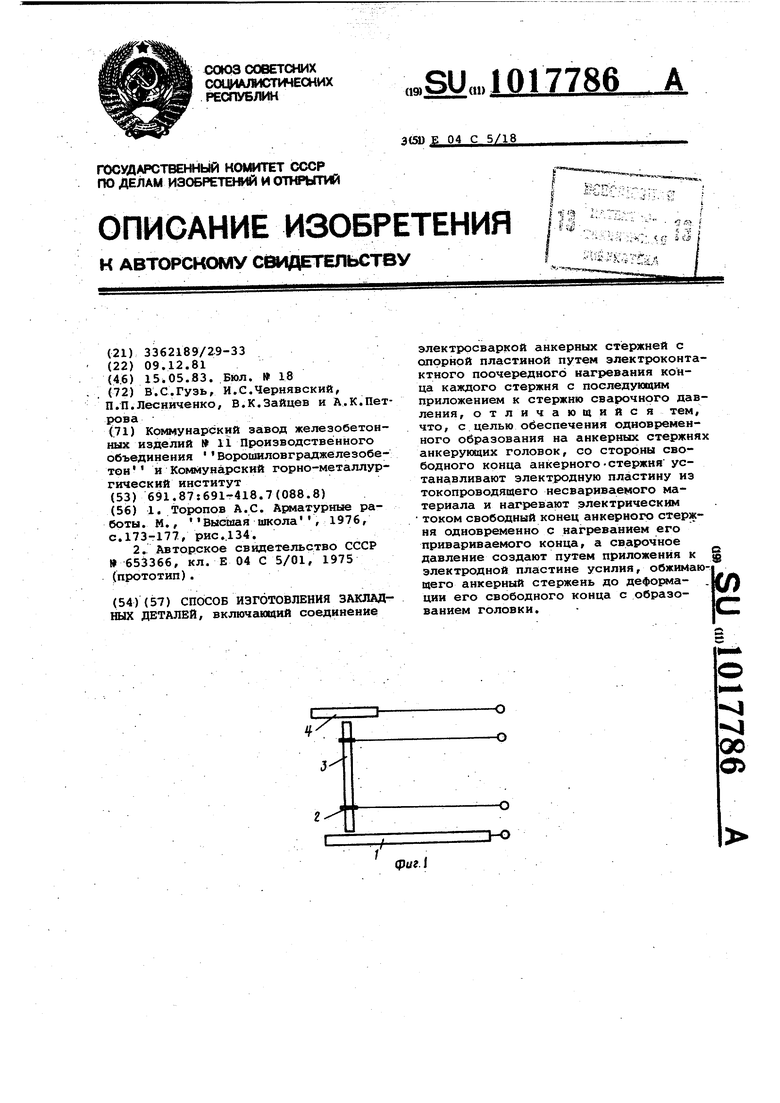
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торопов А.С | |||
| Арматурные работы | |||
| М., Высшая школа , 1976, с | |||
| Джино-прядильная машина | 1922 |
|
SU173A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления закладных деталей железобетонных конструкций | 1975 |
|
SU653366A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
