&M.f
Изобретение относится к строительству, а именно к закладным деталям сборных железобетонных конструкций,
Цель изобретения - повышение надежности анкеровки.
На фиг.1 изображена закладная деталь; на фиг.2 - анкерный стержень с выступами, расположенными на обоих концах; на фиг.З - вид А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - вариант контактной сварки стержня с пластиной, выполненного с изгибом в плоскости полосового профиля второго дополнительного выступа; на фиг.б - монтажная петля.
Закладная деталь выполнена из пластины 1 и анкерных стержней 2. Каждый стержень 2 имеет по меньшей мере три выступа 3, 4 и 5 (основной и два дополнительных). Первые два выступа 3 и 4 от конца стержня 2 используются для контактной сварки внахлест стержня 2 с пластиной 1. Третий от конца стержня 2 выступ 5 обеспечивает большую величину осадки первых двух выступов 3 и 4 при контактной сварке внахлест.
Выступы 3, 4 и 5 имеют переменную высоту в продольном направлении (hn...hmax) при постоянной толщине а, а в поперечном сечении выполнены в форме полосового профиля 6 с симметричными закруглениями 7. Плоскости полосовых профилей 6 первых двух от конца стержня 2 выступов 3 и 4 (основного и дополнительного) расположены под углом 20-25°, а плоскость полосового профиля б третьего (второго дополнительного) от конца стержня 2 выступа 5 перпендикулярна биссектрисе упомянутого угла. Такая форма выступов с описанным выше расположением полосовых профилей может выполняться за одну или три операции холодной штамповки соответственно на комбинированном или простом штампах для осадки-расплющивания стержня.
Перед сваркой стержни 2 укладывают выступами 3 и 4 на пластину 1 внахлест, а сварку осуществляют в местах контакта с пластиной 1 заглублений 7.
При сварке внахлест электродами 8 и 9, как показано на фиг.5, обеспечивается стабильное и устойчивое положение равновесия стержня на пластине 1 за счет того, что плоскости профилей б с симметричными заглублениями 7 первых двух от конца стержня 2 выступов 3 и 4 расположены под углом 20-25°, тем самым повышается качество сварного соединения. Третий от конца стержня 2 выступ 5, плоскость полосового профипя 6 которого расположена перпендикулярно биссектрисе вышеупомянутого
угла, обеспечивает более высокую степень осадки первых двух от конца стержня 2 выступов 3 и 4 при контактной сварке, что также увеличивает качество и прочность
сварного соединения. Кроме того, наличие двух сварных точек и их взаимное расположение на пластине 1 увеличивает прочность соединения за счет образования внутренней пары сил.
Выступы 3, 4 и 5 могут быть выполнены на обоих концах каждого анкерного стержня 2, как показано на фиг.2. Выступы 3, 4 и 5, расположенные на одном конце стержня, используются для контактной сварки с пластиной 1, а выступы 3.4 и 5, расположенные на другом конце стержня 2, увеличивают надежность анкеровки закладной детали в целом. Такое выполнение позволяет также сократить расход стали на анкерные стержни на 25-30% за счет уменьшения длины анкерных стержней,
Таким образом выступы 3, 4 и 5, выполненные на обоих концах анкерных стержней 2, являются взаимозаменяемыми, что повышает универсальность закладной детали и расширяет область ее применения, так как при необходимости возможно увеличивать анкеровку путем контактной приварки дополнительных профилей, например, в виде
уголка, что делает возможным использование такой закладной детали в легких бетонах.
Выполнение анкерных стержней 2 с изгибом в плоскости полосового профиля 4
дополнительного второго выступа 3 в еще большей степени увеличивает надежность анкеровки за счет изгиба. Кроме того, такой анкерный стержень становится еще более универсальным, так как такое выполнение
дает возможность изготавливать из таких стержней монтажные петли, как показано на фиг,6 и анкерные выпуски с надежной анкеровкой. Также появляется возможность контактной сварки стержней 2 с пластиной
1 наклонно, втаври внахлест без модернизации сварочных электродов, что расширяет технологические возможности.
50
Формула изобретения
1. Закладная деталь, содержащая пластину с присоединенными к ней контактной сваркой анкерными стержнями с рельефными выступами, каждый из которых выполнен 5 переменной высоты в продольном направлении в форме полосового профиля с симметричными закруглениями е поперечном сечении, отличающаяся тем, что, с целью повышения надежности анкеровки, каждый анкерный стержень выполнен с дополнительными рельефными выступами в форме, аналогичной основному рельефному выступу, с примыканием к нему, при этом плоскость первого дополнительного выступа расположена к плоскости основного выступа под углом 20-25°, а плоскость второго перпендикулярна биссектрисе упомянутого угла.
2.Закладная деталь по п.1, о т л и ч a tout а я с я тем, что выступы расположены на обоих концах анкерных стержней.
3.Закладная деталь по пп.1 и 2, о т л и- чающаяся тем, что анкерные стержни выполнены с изгибом в плоскости полосового профиля второго дополнительного выступа.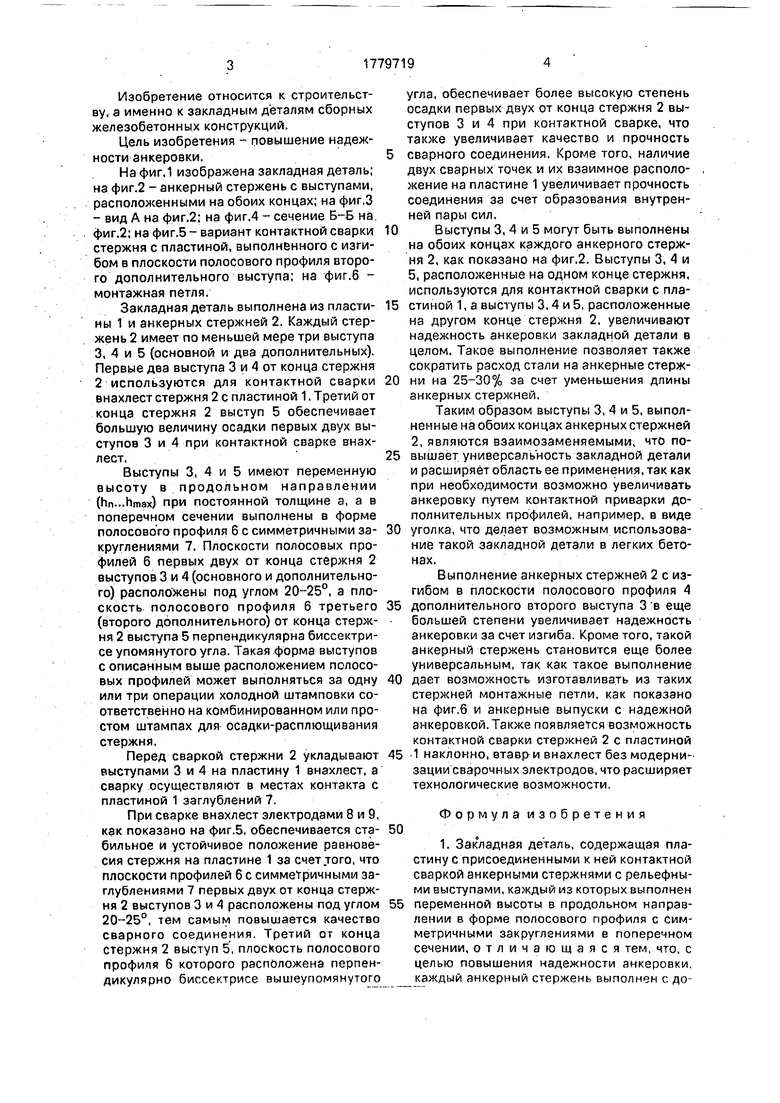
| название | год | авторы | номер документа |
|---|---|---|---|
| Закладная деталь | 1990 |
|
SU1758181A2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| Закладная деталь | 1987 |
|
SU1513097A1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Закладная деталь для соединения тонкостенных конструкций | 1990 |
|
SU1775536A1 |
| Закладная деталь | 1989 |
|
SU1645408A1 |
| Арматурный каркас железобетонной балки | 1991 |
|
SU1783091A1 |
| УЗЕЛ СОЕДИНЕНИЯ КОЛОНН И ПЛИТЫ ПЕРЕКРЫТИЯ | 2017 |
|
RU2657914C1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1991 |
|
RU2014411C1 |


Использование: изобретение относится к строительству, а именно к закладным деталям сборных железобетонных конструкций. Сущность изобретения: закладная деталь состоит из пластины 1 и анкерных стержней 2. Каждый стержень 2 имеет по меньшей Мере три выступа 3, 4 и 5 (один основной и два дополнительных). Плоскости полосовых профилей с симметричными закруглениями первых двух (основного и дополнительного) от конца стержня выступов 3 и 4 расположены под углом 20-25°, плоскость полосового профиля третьего (второго дополнительного) от конца стержня 2 выступа 5 перпендикулярна биссектрисе упомянутого угла. Предложенное взаимное расположение на стержне 2 полосовых профилей рельефных выступрв 3, 4 и 5 повышает качество сварного соединения. Выступы 3,4 и 5 могут быть расположены на обоих концах анкерных стержней 2. Кроме того, анкерные стержни 2 могут быть выполнены с изгибом в плоскости полосового профиля второго дополнительного выступа 5. Такое выполнение повышает надежность анкеровки и расширяет область применения закладной детали. 6 ил. 10
бидА
Фиг.1
fi-ff
Фиг. 4
фиг.6
| Закладная деталь | 1989 |
|
SU1645408A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
